解決長懸伸鑽頭加工問題!通過模組化體最大限度地提高刀具剛度
在長懸伸鑽頭加工中,缺乏刀具剛度一直是許多工作場所普遍關注的問題。為避免刀具干涉,必須使用過長的鑽頭,從而導致孔徑精度降低、圓度降低、刀具壽命縮短和刀具突然破損等問題。為了緩解這些問題,設置低切削條件和使用高穩定性高速鋼鑽頭是不可避免的,這會導致生產率下降。由於缺乏替代方案,許多工程師都對這種情況做出了妥協。然而,隨著 DrillMeister 模組化本體的出現,現在可以使用一種新的解決方案來解決長懸伸鑽頭加工問題。這種創新的解決方案最大限度地提高了刀具剛度並提高了生產率,解決了工作場所的問題,併為加工開闢了新的可能性。

DrillMeister 模組化體簡介
DrillMeister 模組化本體是一種創新的解決方案,適用於使用長鑽頭以避免工具干擾的工作場所。這種模組化本體與常用的 M 螺紋柄緊固相容,可以適應各種加工條件。通過具有 L/D=2.3 的最小槽長,它最大限度地提高了刀具剛度,同時保持了必要的懸伸長度並避免了干涉。
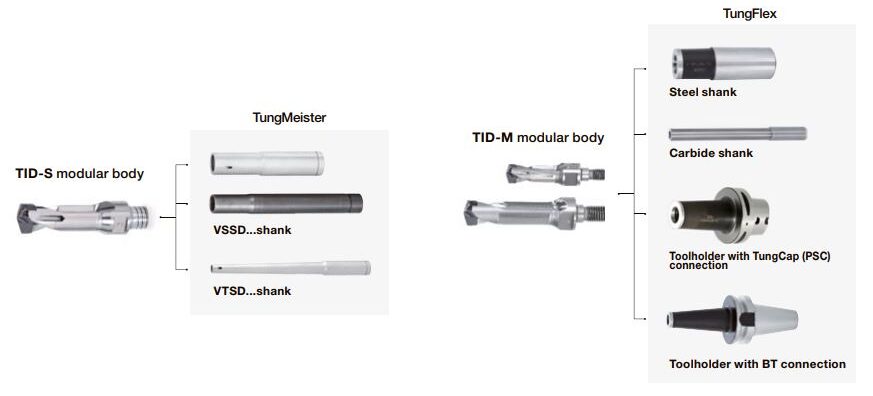
TungFlex 和 TungMeister 系統模具範圍
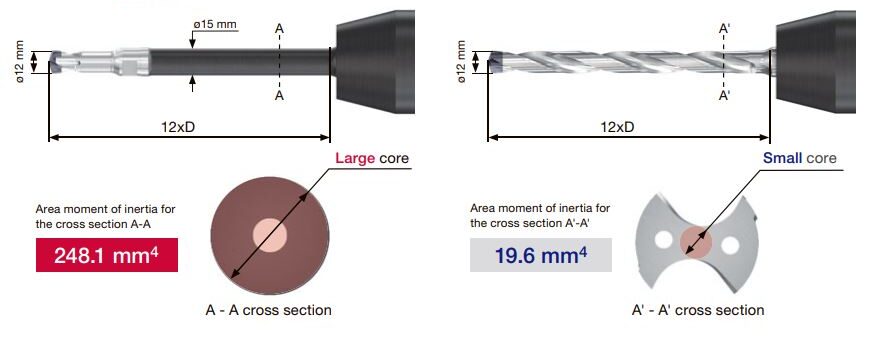
使用模組化體的刀具剛度最大化解決方案
鑽頭需要排屑槽來排出切屑,但這些排屑槽會導致刀具剛度降低。因此,在理想的鑽頭設計中,凹槽的長度應盡可能接近孔的深度,刀具的其餘部分應為具有高剛度的全圓柱形截面。這種設計最大限度地提高了刀具剛度,從而提高了加工精度和刀具壽命。 DrillMeister 模組化刀體基於該理論設計,可以實現最大的刀具剛度。
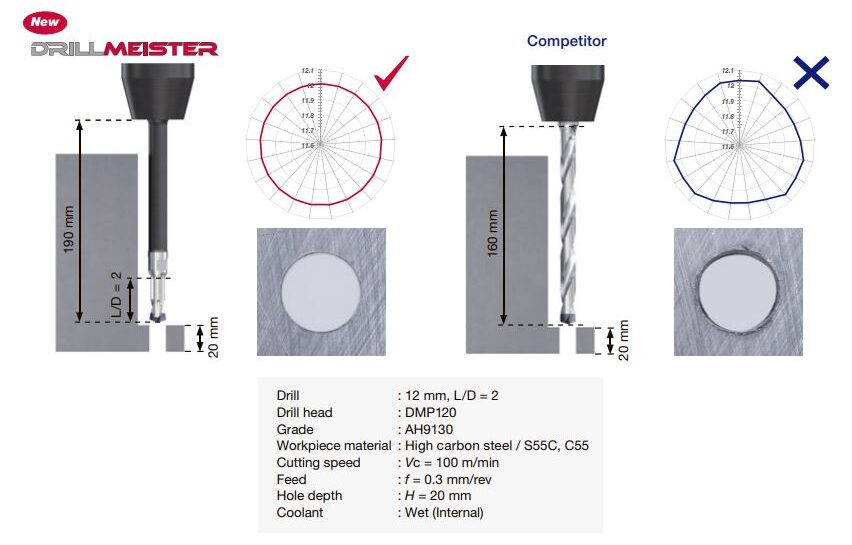
使用 TungFlex 增強本體強度,實現精確孔定位
|
DrillMeister 鑽頭: TID120M8-2 模組化本體 + 硬質合金刀柄 鑽頭:AH9130 材質的 DMP120 鑽頭 |
競爭者 鑽頭:可換頭鑽頭,12xD 鑽頭:140° 尖角鑽 |
與競爭對手相比出色的孔品質
機床主軸的成功案例
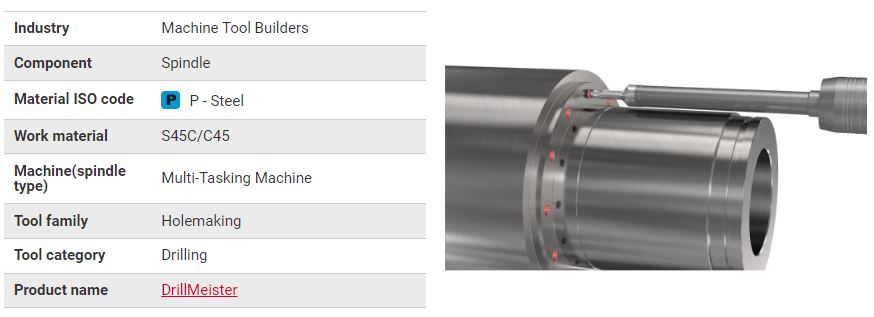
傳統刀具使用懸伸為 20xD 的高速鋼長鑽頭,但長懸伸長度使加工不穩定,需要低切削條件。
為了提高生產率,我們將 DrillMeister 模組化本體與 200mm 硬質合金刀柄相結合,在避免干涉的同時提高了刀具剛度。結果,加工穩定下來,加工效率提高了 10 倍。
齒輪箱的成功案例
在加工鑄鐵齒輪箱的螺栓通孔時,傳統刀具使用另一家製造商的 5xD 可換頭鑽頭,使用長刀具以避免干涉,這會導致刀具壽命問題。為了提高加工穩定性和延長刀具壽命,我們建議將 DrillMeister 模組化刀頭與 Φ20 鋼柄相結合,以提高刀具剛性。因此,刀具壽命延長了 1.7 倍。
結論
DrillMeister模組化刀體是一種創新的解決方案,用於解決長懸伸鑽頭加工中的刀具剛度問題。通過最大限度地提高刀具剛度並提高加工精度和刀具壽命,它顯著提高了生產率。考慮使用 DrillMeister 模組化刀體來解決工作場所的麻煩並實現更高效的加工。
