
微型可轉位立銑刀和鑽頭,應對工業 4.0 挑戰
工程設計就是不斷發展的產品和解決方案,這些產品和解決方案的性能更有效、更易於使用且價格合理。機床行業也不例外。想像一下 19世紀初 提供的機器。一台車床用於大型和 小型加工 零件。一台銑床適用於所有尺寸和類型的部件。近年來,您可以購買適合您的元件尺寸和材料的機器。加工一個幾十年前需要大約一天時間的部件,今天可以立即加工。這是可能的,因為佔地面積更小的機床具有更好的穩定性以及高速度和進給率。
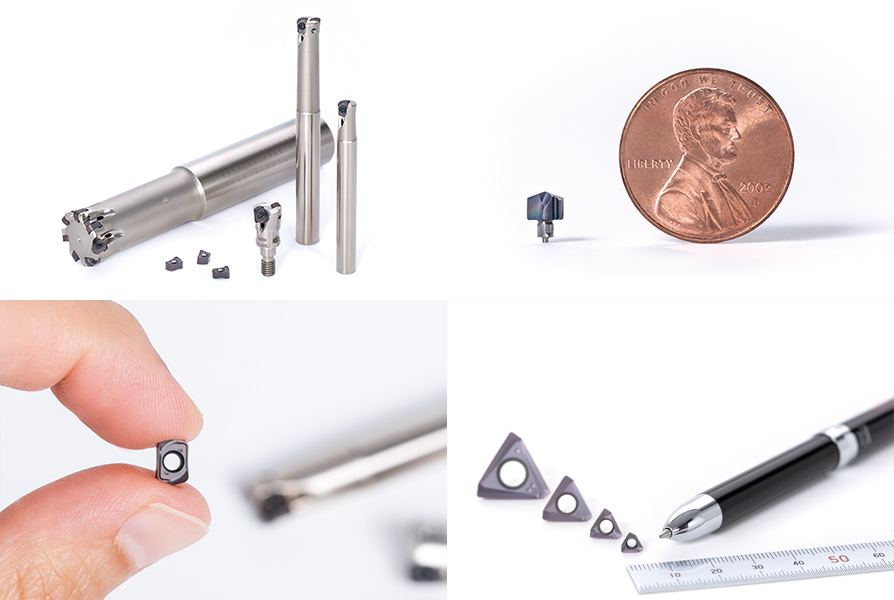
順應小型數控加工的趨勢,泰珂洛一直致力於用於銑削和鑽孔的小型可轉位刀具,以適應新一代數控機床。
新的微型工具在 小型 CNC 機床上與高速主軸有效配合。使用泰 珂洛 具有優化切削刃的細齒刀具的優勢在於卓越的生產率。

為什麼要縮小工具:
- 更小的 CNC 機床,具有更小的錐度,高主軸轉速,提供高工作台進給。這意味著需要更輕的刀具重量和平衡的刀具元件。
- 多軸瑞士 CNC 機床製造商由於空間有限,需要小型工具。這個空間主要由整體硬質合金工具填充。微型可轉位刀具為使用者提供了更大的靈活性。
- 近淨形鍛件/鑄件和燒結零件。僅進行半精加工/精加工操作即可獲得良好的表面光潔度和幾何精度。
- 採用較低的切削深度和高進給率將有助於在加工中獲得一致的結果。
設計有效的微型旋轉工具
使用鉛筆芯的細尖進行微型藝術需要穩定的手和大腦協調,當然還需要熱情。微型可轉位刀具也是如此。客戶一直在尋找能夠幫助他們提高機床利用率的切削刀具。這促使我們的設計師為每一個 CNC 加工小零件開發完美的切削刀具匹配。
微型可轉位刀具只有在提高機床利用率時才能有效。對其他人來說很難,但對 Tungaloy 來說並非不可能。
泰珂洛的設計團隊 考慮了每個小型可轉位刀具的每一個方面和細節。以下是使這些工具成為其他微型可轉位工具冠軍的原因:
- 工具由 高密度鋼 製成,以抑制振動,但具有足夠的柔韌性,可在可變負載下保持安全
- 細型腔設計確保 牢固的刀片夾緊
- 優化的螺釘尺寸和 扭矩,以充分將刀片固定到位
- 刀片下方具有更高的鋼支撐 ,以確保在更高的進給/負載下進行加工
- 密齒設計 ,提高生產率
- 刀片材質 + 槽型的最佳組合
由於體積小,刀片需要足夠的支撐。刀片的 V 形底部幾何形狀有助於增加其安裝表面,也有助於將刀片牢固地鎖定在 V 形槽中。使用刀具進行多方向銑削將以最小的刀片螺釘的力氣將刀片保持在原位。

即使在經歷高溫變化和轉位次數后,仍能保持彈性不變,這是微型刀具成功的關鍵。最精細的刀具材料是微型可轉位刀具的首要成分。

由於刀具的中齒至密齒設計, 泰珂洛 試圖在銑刀體上放置更多的刀片。這不僅有助於在 小型 CNC 加工中實現更高的金屬去除率,還有助於加工薄壁應用。
TungForce-Rec
| 刀具直徑 (mm) | 不。插入物數量 | 與競爭對手相比,生產率提高 | ||
|---|---|---|---|---|
| TungForce-Rec | 競爭者 | |||
| 粗瀝青 | 近距離 | |||
| ø16 | 阿拉伯數位 | 3 |
阿拉伯數位 | 1.5 倍 |
| ø20 | 3 | 4 |
3 | 1.33 倍 |
| ø25 | 4 | 6 |
4 | 1.5 倍 |
| ø32 | 6 | 8 |
6 | 1.5 倍 |
| ø40 | 6 | 8 |
6 | 1.5 倍 |
| ø50 | 8 | 12 | 8 | 1.5 倍 |
| ø63 | 8 | 14 | 8 | 1.75 倍 |
銑刀每直徑刀片密度的比較
泰珂洛的 TungForceRec 可轉位立銑刀直徑從 6.0mm 開始。 單面 2 切削刃刀片有 4 mm、6 mm 和 12 mm 的尺寸可供選擇,並提供各種刀尖半徑,具體取決於刀片尺寸。 AVMT04 和 AVMT12 是經濟型 M 級刀片, AVGT06 和 AVGT12 是用於精密加工的 G 級刀片。 堅固的刀體設計
V 形刀片設計使刀具具有較厚的芯部和刀片背襯。
確保高生產率和穩定性

Tung-Tri 04
Tung-Tri04 是 泰珂洛 微型可轉位立銑刀的又一新產品。刀片上的半徑修光刃在 04 尺寸的刀片上具有 3 個切削刃,最小刀具直徑為 8 毫米,刀片上的半徑修光刃有助於提高精加工的拋光效果。
3 刃刀片以低切削力
提供經濟的解決方案螺旋切削刃在所有應用中都能提供低切削力


大修光圈半徑可改善表面品質

AddDoFeed
AddDoFeed 是最新的微型高進給銑刀。歷史上從未有公司提供使用 4 角刀片的 8mm 高進給立銑刀。

刀體設計,實現最高生產率
極其堅固的刀體設計,具有大芯,密齒銑刀設計可提高生產率

可靠且經濟的刀片
經濟型雙麵刀片,帶四個切削刃
厚刀片設計,提高可靠性

AddMeisterDrill
最後,直徑從 4.0 mm 開始的微型模組化鑽頭 AddMeisterDrill 現在可以從 Tungaloy 獲得。提供帶圓柱柄的 3 和 5 L/D 鑽體,這使得從整體硬質合金鑽頭過渡到模組化鑽頭成為可能。鑽頭有 2 種幾何形狀可供選擇:用於一般鑽孔的 DMP 和具有自定心功能的 DMC ,用於鑽削精密孔。

世界上最小的可換式鑽頭系列

使用每個頭隨附的獨特鍵快速輕鬆地夾緊

與其他類型的孔加工工具的比較
| AddMeisterDrill DrillMeister |
螺絲鎖緊型 可換鑽 |
整體硬質合金鑽頭 | 可轉位刀片式 鑽頭 |
|
|---|---|---|---|---|
| 有效邊 | 阿拉伯數位 | 阿拉伯數位 | 阿拉伯數位 | 1 |
| 生產力 | 非常好 | 高 | 高 | 低 |
| 孔徑精度 | IT8 – 10 | IT8 – 10 | IT8 – 10 | IT11 – 12 |
| 直徑變化 | 0.1 mm增量 | 0.1 mm增量 | 0.1 mm增量 | 0.5 毫米增量 |
| 超過 8xD 鑽孔 | 可 (帶 DMC 頭) |
預孔操作 | 需要 | 需要特殊刀體 |
| 切屑控制 | 非常好 | 良好的切屑控制 | 良好的切屑控制 | 通過切削條件和破碎錘進行優化 |
| 孔直線度 | 優秀 (帶DMC頭) |
好 | 優秀 | 不好 |
| 工具設置 | 僅 | 扳手和螺絲 | – | 扳手和螺絲 |
| 工具設置 | 15 秒 | 1 分鐘 | 10 分鐘 | 5 分鐘 |
| 后的刀具位置 | 不斷 | 不斷 | 永遠不同 | 不斷 |
| 刀具壽命 | 長而穩定 | 穩定 | 修磨后刀具壽命縮短了約 30% | 穩定 |
| 工具成本 | 中等 | 中等 | 高 | 低 |
| 翻新 | 沒有 | 沒有 | 必要 | 沒有 |
| 庫存管理 | 容易 | 容易 | 複雜 | 容易 |
| 特殊直徑 | 只需要特殊的鑽頭 | 只需要特殊的鑽頭 | 特殊的鑽體 | 需要特殊刀體 |
| 車床 | 穩定 | 穩定 | 錯位會導致破損 | 穩定 |
小型加工刀具需要非常可靠的材質,具有高度抗崩刃性和鋒利的切削刃。因此,刀片大多採用 PVD 塗層,塗層厚度為 1.5 –3.5 微米。刀片還經過 PremiumTec 表面處理,有助於減少摩擦,促進輕鬆排屑並防止積屑瘤。 AH3225 和 AH9130 分別是最新開發的用於微型銑削刀片和模組化鑽頭的材質。兩種材質均採用高抗崩裂性基板,具有高達 3.5 微米的多納米層 PVD 塗層。
AH3225 系列
- 納米多層塗層技術具有三大特性,可實現最佳切削刃完整性
- 提高耐磨性、抗斷裂性、抗氧化性、抗積屑瘤和抗分層性

1 – 抗積屑瘤
塗層表面可防止積屑瘤 2 – 耐磨、抗氧化和抗斷裂
多層塗層旨在抵抗磨損和氧化,同時防止微裂紋在塗層中傳播,從而提高對邊緣碎裂的抵抗力 3 – 強大的塗層/基材附著力
塗層經過優化,具有與基材的強粘附性,以保持強大的切削刃完整性 4 – 硬質合金基材
高抗斷裂性
使用微型可轉位工具的提示:
- 使用提供良好刀具夾緊和最小跳動的精密刀柄。
- 保持工具清潔,尤其是刀腔和刀柄。
- 確保刀片正確夾緊在刀套中。
- 在初次使用期間調整最佳刀具壽命,並在設定刀具壽命結束前分度刀片。
- 永遠不要低估該工具。始終在額定參數處使用它以獲得最佳性能。
泰珂洛用於小型 CNC 加工的微型可轉位刀具的優勢
| 堅固的鋼製機身 | 刀具壽命長,轉位精度更高 |
| 設計精良的刀片槽 | 良好的跳動可實現出色的表面質量並延長刀具壽命。
固定的刀片有助於提高抗崩損性和提高部件品質。 |
| 細間距 | 與此範圍內的任何其他工具相比,最高的表格饋送。 |
| 貫穿冷卻液工具 | 高壓冷卻液精確輸送到切削刃處,確保可靠性並延長刀具壽命。 |
| 設計切削刃和刀片 | 抗崩刃、低切削力和減少的偏斜可實現平穩的加工動作。 |
| 混合物料批次 | 在同一台機器上加工鋁到鉻鎳鐵合金,微型刀具提供最高的靈活性。 |
泰珂洛的上述所有優勢在工業 4.0 革命中為客戶帶來價值,並幫助客戶減少停機時間並保持高機器利用率。