斷屑槽基礎 — 從基本理論到選用
當人們聽到「斷屑槽」一詞時,許多人可能會聯想到用來折斷切屑的溝槽。
然而在實務上,斷屑槽指的是包含前角、刃帶與刃口鈍化等在內的整套切削刃規格。
它是確保製程穩定性的關鍵要素,不僅負責 Chip control,同時也負責控制切削阻力並確保切削刃強度。
本文將系統性說明從斷屑槽原理、選用方法、依工件材質的注意事項到故障排除等內容。
1. 什麼是斷屑槽?
狹義而言,斷屑槽是指在刀片的前刀面上設置、用於折斷切屑的溝槽或凸起 Geometry。
然而在實際的刀片設計中,斷屑槽指的是包含切削刃規格在內的整體設計,不僅涵蓋斷屑,也包含切削阻力控制與切削刃強度。 本文將以此較廣義的定義來說明斷屑槽。
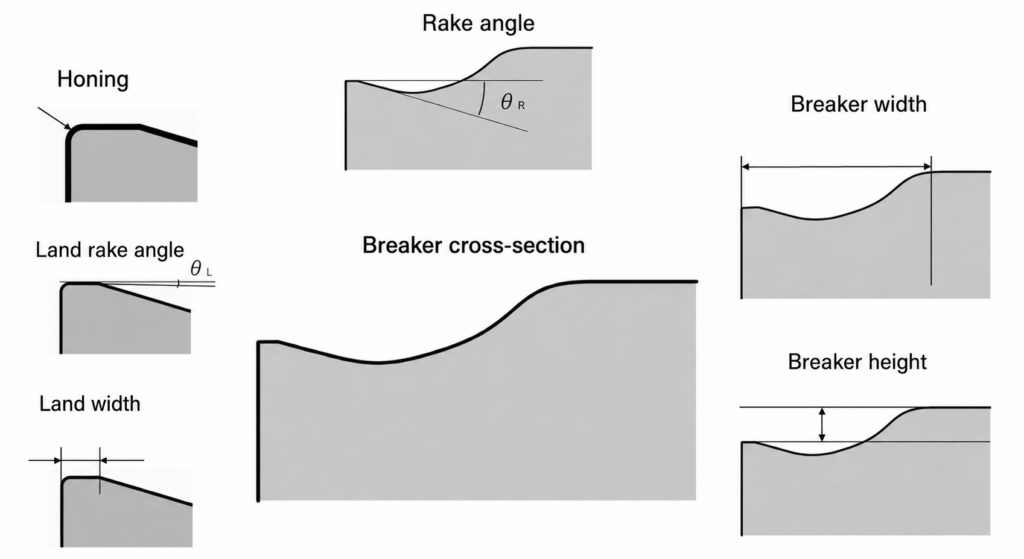
構成斷屑槽的要素
- 斷屑槽寬度 — 決定切屑捲曲距離的溝槽寬度
- 斷屑槽壁高度 — 承接並彎折切屑的壁面高度
- 前角 — 影響切屑流向與切削阻力的角度
- 刃帶寬度 — 緊接切削刃後方的平坦區域寬度
- 刃帶前角 — 刃帶表面的傾斜角度。
- 刃口鈍化(刃口處理) — 對切削刃施加的輕微圓角
參數因素與其效果的關係
下表彙整各要素變化對三項因素「斷屑性能」「切削阻力」「切削刃強度」的影響。
| 參數因素 | 變化方向 | 斷屑性能 | 切削阻力 | 切削刃強度 |
|---|---|---|---|---|
| 斷屑槽寬度 | 變窄 | ↑ 更容易折斷切屑 | ↑ 增加 | – |
| 斷屑槽壁高度 | 變高 | ↑ 更容易折斷切屑 | ↑ 略為增加 | – |
| 前角 | 增加正前角 | ↑ 更容易捲曲 | ↓ 降低 | ↓ 降低 |
| 刃帶寬度 | 變寬 | ↓ 略為變差 | ↑ 增加 | ↑ 提升 |
| 刃帶前角 | 增加負前角 | ↓ 略為變差 | ↑ 增加 | ↑ 提升 |
| 刃口鈍化 | 加大 | ↓ 略為變差 | ↑ 增加 | ↑ 提升 |
重點
「選擇斷屑槽」等同於選擇這些切削刃規格的整體平衡
斷屑性能、切削阻力與切削刃強度彼此為取捨關係,因此必須依加工目的找出最佳平衡。
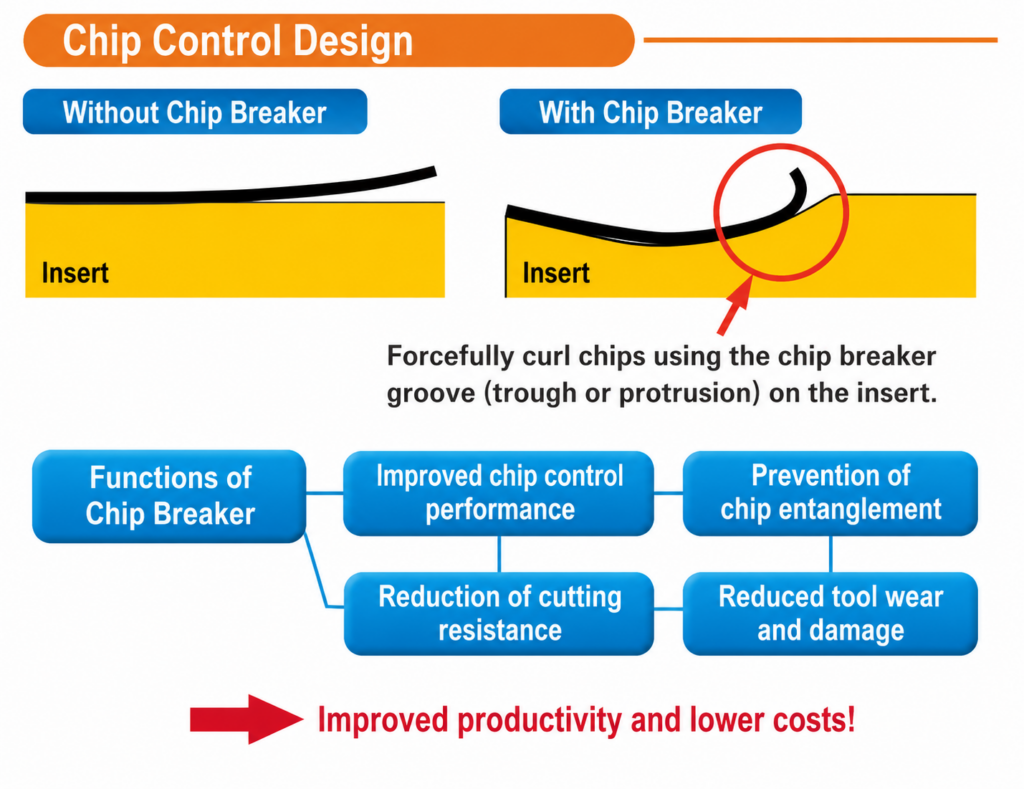
2. 為什麼需要斷屑槽?
沒有斷屑槽時的問題
- 長而連續的切屑 → 切屑纏繞工件或刀具
- 可能造成加工面刮傷與機台停機的風險
- 操作人員安全疑慮:長切屑尖銳且危險
- 尤其在自動化機台與連續加工中,排屑不良會直接導致製程停機
具備斷屑槽的優點
- 提升加工效率 — 切屑可適當折斷並順利排出
- 延長刀具壽命 — 防止切屑纏繞造成的異常負載
- 穩定加工品質 — 降低切屑接觸而影響表面粗糙度的情況
不只是 Chip control — 三項角色
斷屑槽不僅負責 Chip control,同時也負責控制切削阻力與確保切削刃強度。
- Chip control — 透過斷屑槽寬度與槽壁高度的設計,適當折斷並排出切屑
- 切削阻力 — 透過前角與斷屑槽寬度的設計降低阻力,有助於節能與抑制振動
- 切削刃強度 — 透過刃帶寬度、刃帶前角與刃口鈍化的設計確保切削刃強度,防止破損與異常磨耗
重點
斷屑槽是同時設計「Chip control」「切削阻力」「切削刃強度」的要素
選擇斷屑槽即是選擇這三項因素的最佳平衡。 若只著眼於 Chip control,可能導致選用錯誤。
3. 何時不使用斷屑槽反而更好
斷屑槽並非「一定需要」,也不是「作用越強越好」。 依加工目的、工件材質與切削條件不同,有些情況下不設斷屑槽或採用斷屑效果較弱的斷屑槽反而更有利。
■ 選用平頂(Flat top)時
切屑本來就容易短碎的工件材質,例如鑄鐵與黃銅
由於不需要斷屑槽的斷屑功能,可使用平頂以優先確保切削刃強度。
極重切削或斷續切削
斷屑槽溝槽可能成為切削刃強度的弱點,選用平頂可降低破損風險。
■ 選用斷屑效果較弱的斷屑槽時
希望降低切削阻力時
限制切屑的斷屑槽會增加阻力。 當低阻力優先於 Chip control 時,選擇切屑拘束較弱的斷屑槽有助於抑制阻力。
希望獲得優異加工表面品質時
若強調斷屑,斷屑槽對切屑的拘束會增加切屑厚度,使切屑更容易刮傷加工壁面。 拘束較弱的斷屑槽可產生較不易損傷加工面的切屑,讓表面品質得以優先。
重點
依加工目的、工件材質與條件不同,「無斷屑槽」或「弱斷屑槽」也可能是正確選擇
重要的是避免先入為主地認為一定需要斷屑槽,並做出符合加工目的的判斷。
4. 切屑如何折斷:原理
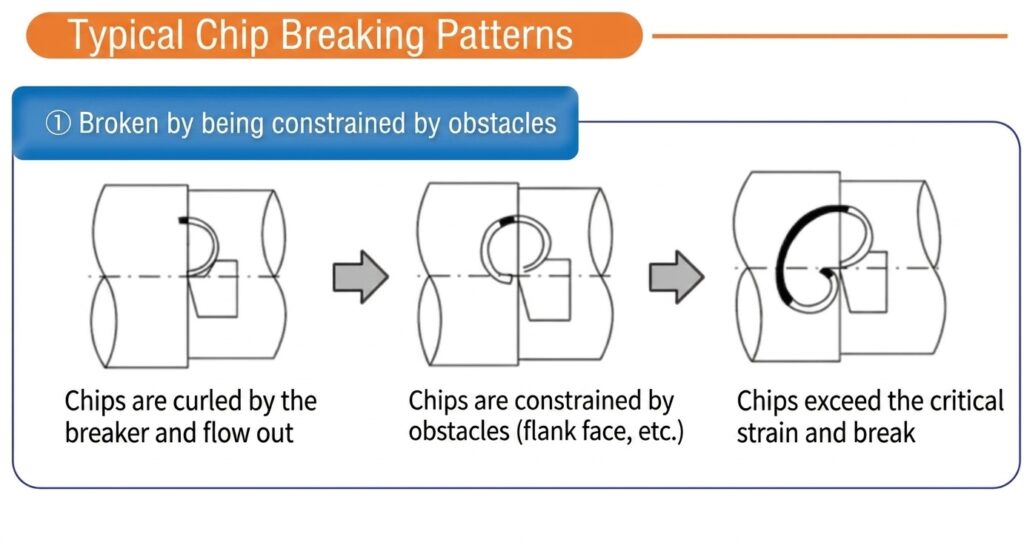
斷屑槽折斷切屑的原理可分為以下四個步驟理解。
- 被剪切並抬升 — 切屑自切削刃沿前刀面開始流動
- 捲曲 — 切屑受溝槽與槽壁等斷屑槽 Geometry 影響而被迫強烈捲曲
- 應變增加 — 捲曲半徑變小,使切屑內部的彎曲應變增加
- 折斷 — 當應變超過極限時,切屑即折斷
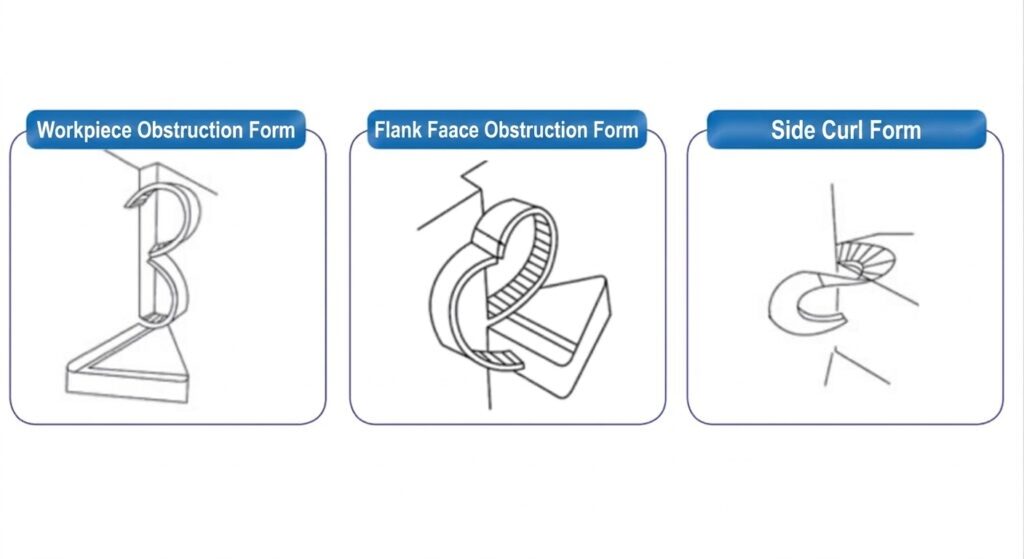
三種斷屑型態
- 對刀具折斷 — 捲曲切屑撞擊槽壁或刀片表面而折斷
- 對工件折斷 — 捲曲切屑撞擊工件表面而折斷
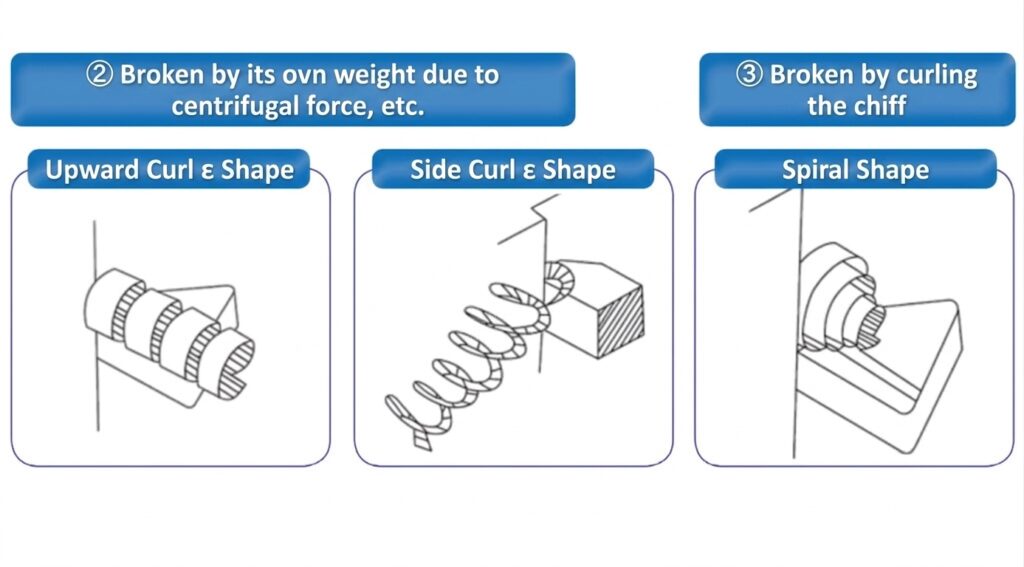
- 自折型 — 切屑僅靠自身彎曲應變自然折斷
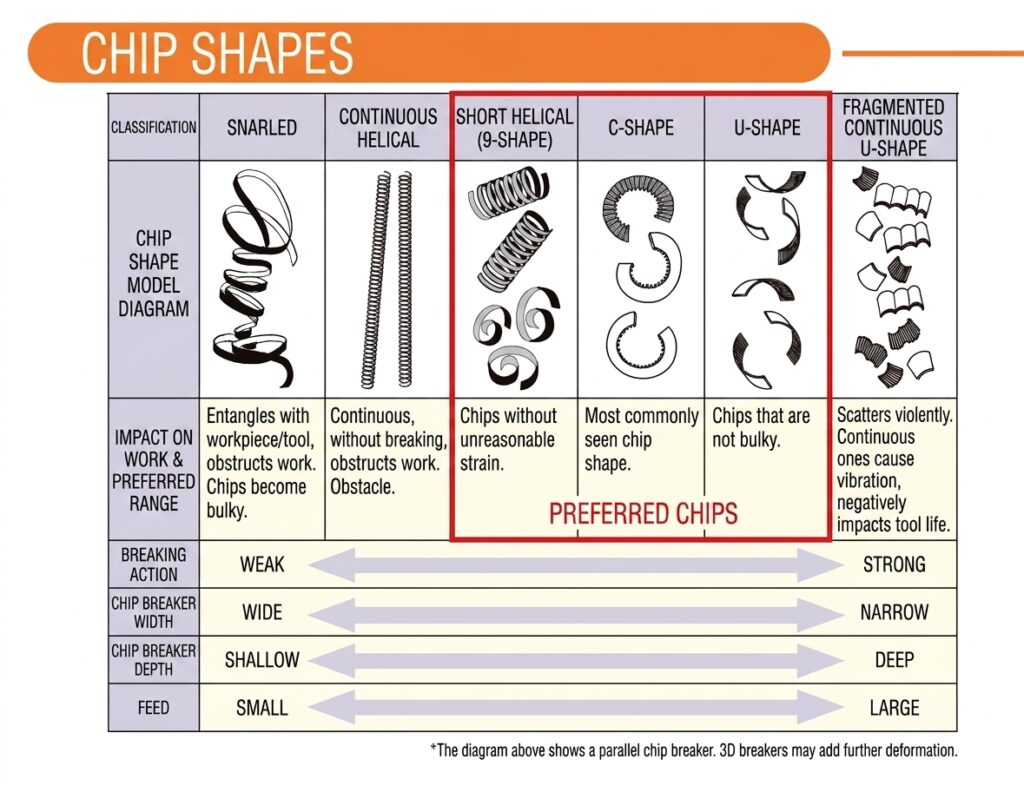
5. 理想的切屑形狀是什麼?
了解「什麼樣的切屑是好的」可作為判斷斷屑槽選用與條件調整的依據。
理想切屑
- 捲圈數圈的螺旋切屑 — 適度捲曲並自然折斷
- 適度折斷的 C 形切屑 — 不過短也不過長,易於排屑
不理想的切屑
❌ 過長的連續切屑
會纏繞工件或刀具並刮傷加工面。 在自動化機台中,可能因排屑不良而造成製程停機。
❌ 過細且硬的切屑
表示斷屑槽對切屑的拘束過強。 會增加切削刃負載,導致刀具壽命縮短並提高破損風險。
重點
理想切屑是「不過短、不過長,且易於排屑」
目標不只是折斷切屑;平衡同樣重要。
6. 斷屑槽選用的基本準則
選擇斷屑槽時,主要有三項基本準則需要考量。
① 加工區域
指精加工、中切削與粗加工等分類。 由於所需的鋒利度、切削刃強度與 Chip control 能力不同,請選擇適合加工區域的斷屑槽系統。
② 工件材質
切屑生成會因工件材質(如鋼、不鏽鋼、鑄鐵、non-ferrous metals、耐熱合金等)而大幅不同。 各製造商皆會提供對應 ISO 分類(P/M/K/N/S/H)的斷屑槽系統。
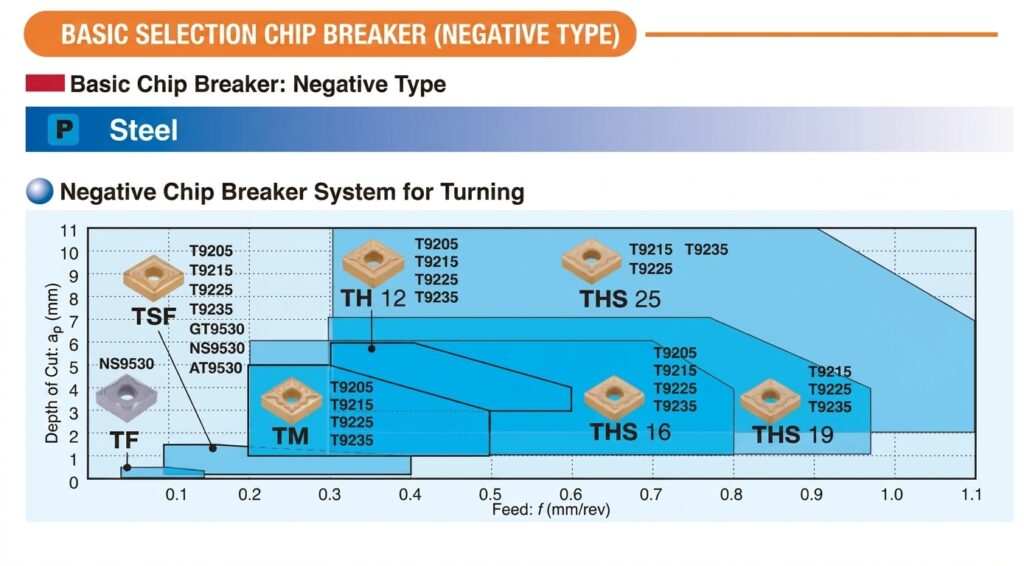
③ 切深(ap)與進給量(f)範圍
各斷屑槽都有其適用的切深與進給量範圍。 請使用型錄中所示的斷屑槽選用圖(ap × f),選擇符合加工條件的斷屑槽。
重點
如何閱讀斷屑槽選用圖
橫軸為進給量(f),縱軸為切深(ap),各斷屑槽的適用範圍以區域表示。 確認您的加工條件落在哪個區域,並選擇對應的斷屑槽。
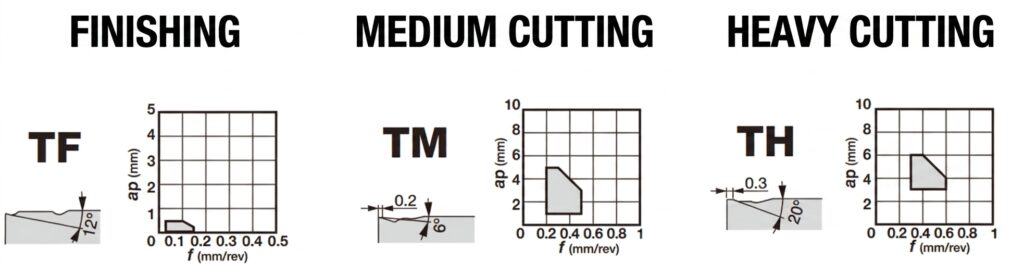
7. 精加工、中切削與粗加工斷屑槽的差異
斷屑槽所需性能會因加工區域而有很大差異。
| 項目 | 精加工用 | 中切削用 | 粗加工用 |
|---|---|---|---|
| 進給量與切深 | 低進給、淺切深 | 中等範圍 | 高進給、深切深 |
| 鋒利度 | 鋒利(低阻力) | 平衡型 | 強度導向 |
| 切削刃強度 | 較低 | 中等 | 高 |
| 表面品質 | ◎ 有利 | ○ 良好 | △ 不利 |
| Chip control | 支援薄切屑 | 支援廣泛條件 | 強力折斷厚切屑 |
| 應用範圍 | 窄(條件受限) | 寬(量產首選) | 適用於重切削與斷續切削 |
精加工斷屑槽
在低進給、淺切深範圍內以鋒利度為重點設計。 有利於表面品質,並可維持較低切削阻力。 但在粗加工條件或斷續切削下,切削刃強度可能不足。
中切削斷屑槽
用途最廣,設計上可輕鬆涵蓋廣泛條件。在量產現場常為首選;若不確定,先嘗試中切削斷屑槽是標準做法。
粗加工斷屑槽
堅固設計,可支援深切深、高進給與重切削。 能強力彎折切屑並提供高切削刃強度,但在低阻力與加工表面品質方面可能較不利。
8. 斷屑槽需與切削條件搭配運作
斷屑槽選用並非僅靠斷屑槽 Geometry 即可完成。 其作用方式會因與加工條件的組合而改變。
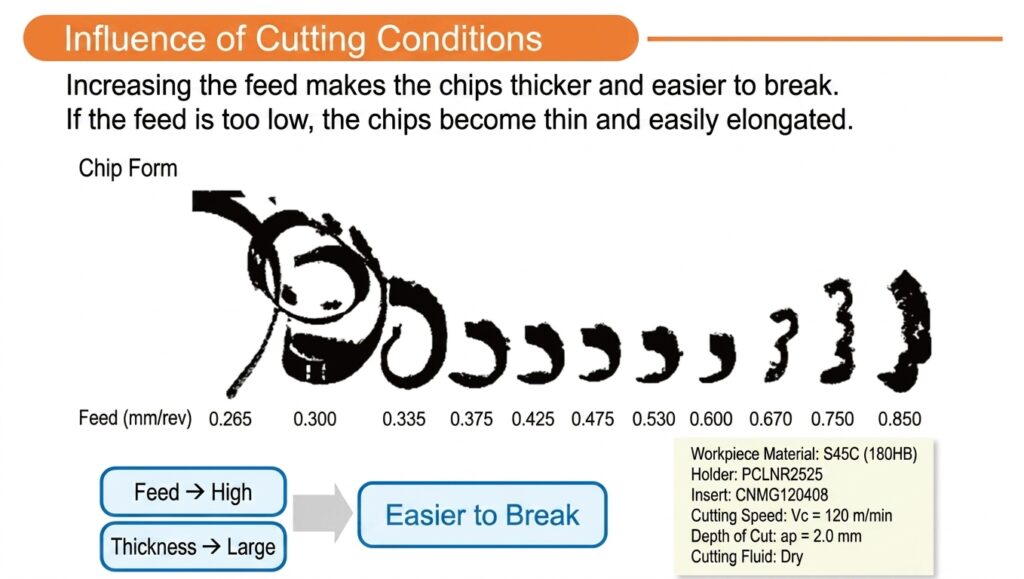
影響斷屑槽性能的加工條件
- 進給量(f) — 進給量過低時,切屑變薄而不易折斷。 過高則因拘束過度而增加切削刃負載。
- 切深(ap) — 切深過淺時,切屑寬度不足,斷屑槽效果降低。
- Cutting speed(Vc) — 一般而言,Cutting speed 越高,斷屑槽的有效範圍越傾向變窄。
- Coolant — 是否使用切削液及其供給方式不同,有效範圍也會改變。 高壓冷卻有助於排屑與斷屑。
- 刀桿角度(進入角/接近角) — 會改變切屑流向、厚度與寬度,進而影響斷屑槽的作用方式。
重點
斷屑槽選用並非只看斷屑槽本身
而是由進給量、切深、速度與冷卻方式的組合所決定。 一般而言,Cutting speed 增加時,切屑溫度上升、切屑變軟,使斷屑槽有效的進給量與切深範圍變窄。
9. 依工件材質的注意事項
切屑生成會因工件材質種類而大幅不同,斷屑槽所需特性也會隨之改變。 以下依 ISO 工件材質分類(P/M/K/N/S/H)彙整各材質群的重點。
ISO P 鋼(碳鋼與合金鋼)
- 屬於較容易套用斷屑槽的代表性材質。 在適當條件下,相對容易達成目標切屑形狀。
- 一般而言,Chip control 良好,切削力也在穩定範圍內。
- 低碳鋼(C<0.25%)延展性高且易黏著,包含積屑瘤。 鋒利切削刃與正前角有效。 將切深維持在刀尖圓弧半徑以上可改善 Chip control。
- 在高合金鋼與高硬度鋼中,發熱增加,斷屑槽的有效範圍傾向變窄。
ISO M 不鏽鋼
- 屬於容易產生長切屑且難以控制的代表性材質。
- 奧氏體不鏽鋼易加工硬化,會產生硬切屑與積屑瘤。 建議使用鋒利切削刃與正向 Geometry。
- 雙相不鏽鋼抗拉強度高,切削力大。 切屑變厚且硬,存在切屑敲擊(chip hammering)或切屑衝擊造成切削刃損傷的風險。
- 搭配高壓冷卻,並使用精加工/中切削/粗加工的專用斷屑槽系統效果佳。
- 重要的是切削需低於加工硬化層,並保持切深恆定。
ISO K 鑄鐵
- 特徵為切屑短且易折斷;一般 Chip control 良好。
- 灰口鑄鐵(GCI)自折性高,切屑傾向短碎。 相較於斷屑槽的斷屑功能,更重要的是耐磨粒磨耗能力。
- 球墨鑄鐵(NCI)易產生積屑瘤;在軟的鐵素體等級中,以黏著磨耗為主。
- 蠕墨鑄鐵(CGI)抗拉強度為 GCI 的 2~3 倍,導致切削力與發熱增加。
- ADI(等溫淬火球墨鑄鐵)相較 NCI 會使刀具壽命降低 40~50%。 需注意高動態切削力。
- 常使用強調切削刃強度的負前角刀片。
ISO N non-ferrous metals(鋁、銅合金等)
- 鋁合金切削力低,且容易產生長切屑。 若為合金化材質,Chip control 相對容易。
- 純鋁黏著性高,因此鋒利切削刃與高 Cutting speed 為必要條件。
- Si 含量 13% 以上的鋁材磨耗性高,PCD 刀具有效。
- 黃銅、青銅等銅合金會產生相對較短的切屑。 易切削銅合金對斷屑槽的依賴較低。
- 一般而言,鋒利切削刃與正向 Geometry 為基本要求。 當以鋒利度為優先時,斷屑效果較弱的斷屑槽也是選項之一。
ISO S 耐熱超合金與鈦(HRSA)
鎳基合金(如 Inconel)
- 高溫強度高,會產生難以折斷的分段切屑。
- 高動態切削力使切削刃承受沉重負載。 需留意缺口磨耗與積屑瘤。
- 建議使用大接近角的圓形刀片與正向 Geometry。
鈦合金
- 導熱性低,切削熱集中於切削刃。
- 薄切屑與前刀面接觸面積小,使負載集中在切削刃附近。
- 若 Cutting speed 過高,可能因與刀具材料的化學反應而有突發破損風險。
- 需要鋒利且具韌性的切削刃。
鈷基合金
- 屬於最難加工的材質之一,具高耐熱腐蝕性。 比切削阻力極高,為 2700~3100 N/mm²。
共通要點
- 高壓冷卻與專用斷屑槽的組合不可或缺。
- 在低速、低進給量範圍的 Chip control 是一大課題。
- 退火材與時效硬化材的可加工性差異很大,因此選用斷屑槽前請先確認熱處理狀態。
ISO H Hardened steel(50~68 HRc)
- 主要用於精加工。 比切削阻力高(2550~4870 N/mm²),但 Chip control 相對良好。
- 以 CBN 刀具為主流,3D 斷屑槽可改善 Chip control、提供前角並抑制振動。
- 高切削溫度造成的塑性變形與耐磨粒磨耗是重要課題。
10. 效果不佳時的檢視要點
下表彙整切屑相關問題發生時的典型症狀、主要原因與對策。
| 症狀 | 主要原因 | 對策 |
|---|---|---|
| 產生長切屑 | 進給量不足/切深不足/刀尖圓弧半徑過大/進入角(接近角)不適當 | 提高進給量/增加切深/減小刀尖圓弧半徑/檢討接近角 |
| 切屑過短且硬,導致切削刃負載過高 | 進給量過大/刀尖圓弧半徑過小/斷屑槽拘束過強(斷屑槽選用不當) | 降低進給量/更換為大進給用斷屑槽/考慮斷屑效果較弱的斷屑槽 |
| 加工表面品質不佳 | 切屑撞擊並刮傷工件表面/因斷屑槽拘束使切屑厚度增加/積屑瘤 | 檢討斷屑槽與切削條件/更換為拘束較弱的斷屑槽/提高 Cutting speed 以抑制積屑瘤 |
💡 常見迷思
| 迷思 | 事實 |
|---|---|
| 更換斷屑槽就能解決一切 | 若進給量、切深、速度、冷卻方式與刀桿角度也不適當,仍不會奏效。 |
| 切屑折得越細越好 | 切屑過細會增加切削刃負載,導致刀具壽命縮短並造成破損。 |
| 只需要檢查表面品質 | 切屑可能撞擊工件表面並造成刮傷。 也需要檢查切屑形狀。 |
總結 — 斷屑槽選用重點
斷屑槽不只是「折斷切屑的溝槽」,而是包含前角、刃帶與刃口鈍化在內的整套切削刃規格。 它是確保製程穩定性的關鍵要素,會同時影響 Chip control、切削阻力與切削刃強度。
- Geometry 選擇與條件最佳化需成套進行 — 若條件不合適,只更換斷屑槽也無法得到預期效果。
- 使用斷屑槽選用圖 — 依 P/M/K/N/S/H 分類,透過型錄選用圖確認適合加工條件的斷屑槽。
- 考量工件材質特性 — 因材質不同切屑生成差異大,請選擇適合該材質的斷屑槽系統。
- 「無」或「弱」也可能正確 — 依加工目的不同,平頂或拘束較弱的斷屑槽也可能是有效選項。
- 檢查切屑形狀 — 理想形狀為「不過短、不過長,且易於排屑」。 加工後觀察切屑,並將其作為改善線索。
結論
依工件材質特性與加工條件選擇最佳斷屑槽,是製造高品質產品的關鍵
正確理解斷屑槽並最佳化「Chip control」「切削阻力」「切削刃強度」之間的平衡,即可同時達成加工品質與生產力。