25 10 月 TungTurn-Jet 噴氣機提供具有流線型冷卻液噴嘴設計的新型刀柄
Posted at 08:18h
in
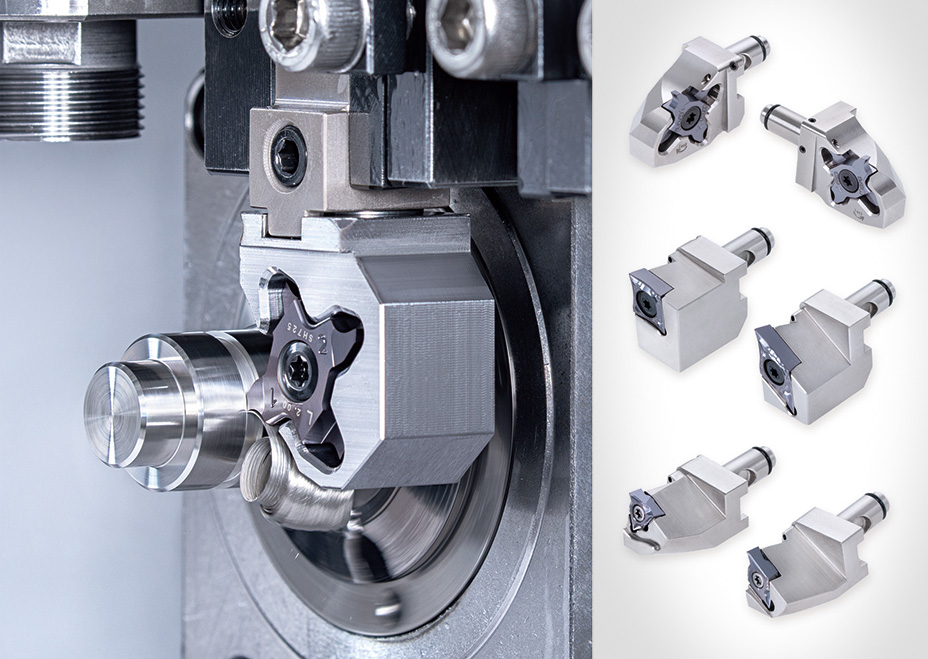
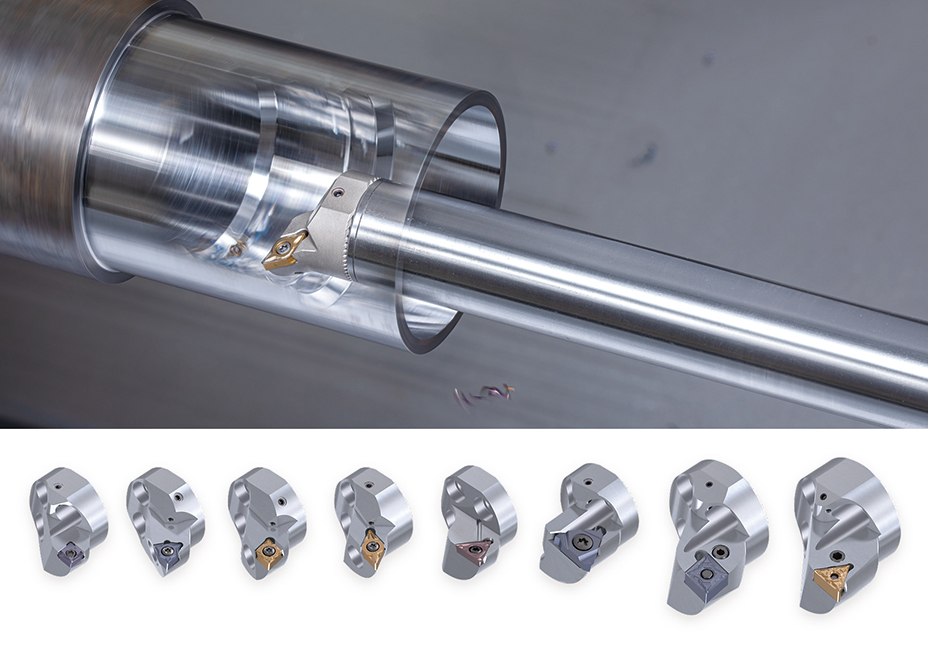
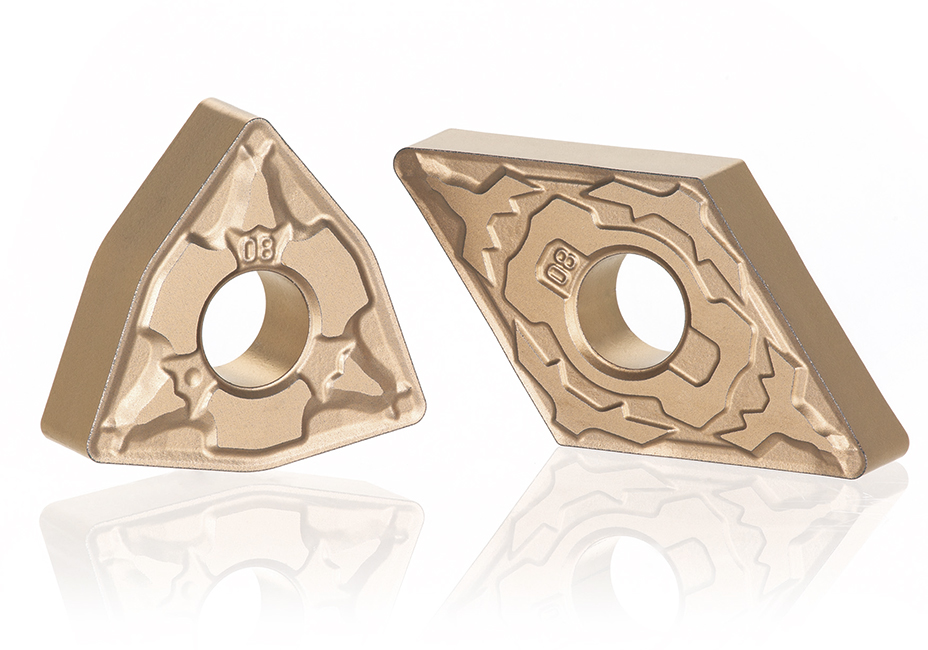
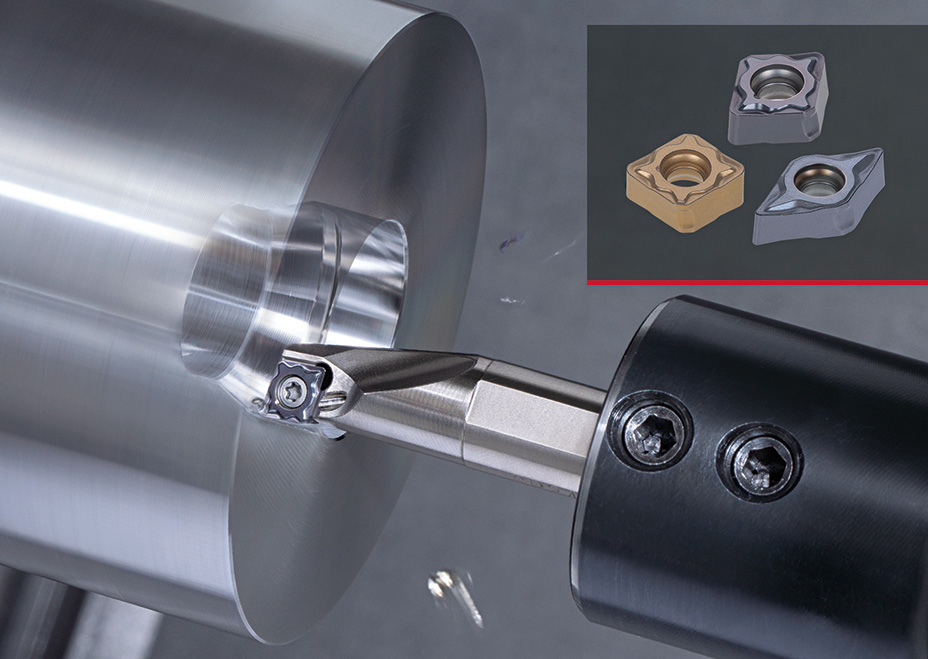
2021年10月,磐城 — 泰珂洛擴展了其 TungTurn-Jet 高壓內冷式車刀刀座,增加了具有全新流線型冷卻液出口設計的刀座。泰珂洛的精密內冷式車削刀桿系列 TungTurn-Jet 能夠使用超過7 MPa或1,015 Psi的高壓冷卻液,以有效控制長切屑材料(如不鏽鋼和耐熱高溫合金)中的切屑。新的刀座在刀體中內置了一個冷卻液出口。這種流線型設計比傳統的內冷式刀座更有效,後者具有可調節的冷卻液噴嘴或笨重的噴嘴元件。隨著零件數量的減少,新的刀桿以經濟的選擇擴展了 TungTurn-Jet 的範圍,可以幫助客戶進一步降低刀具成本,同時保持有效的切屑控制和最長的刀具壽命。此外,當與 ISO-EcoTurn 小型刀片一起使用時,新的 TungTurn-Jet 刀座在加工鋼件和特殊材料時提高了生產率和經濟性。 TungTurn-Jet 系列 該系列專為高生產率外圓車削、切槽、螺紋車削和內徑車削而開發 (內徑車削刀柄僅在 PSC 機床側連接中可用),可實現高速加工和有效排屑。也可用於瑞士機床應用的 TungTurn-Jet 刀座系統。小型和微型零件的加工工藝可以通過 TungTurn-Jet 刀座及其內冷方法得到顯著改善。此外,該系列在瑞士機床中使用時可以消除冷卻液軟管連接的麻煩,該機床能夠從排滑台直接將冷卻液供應到刀架中。這種即插即用的冷卻液功能使操作員只需將刀架安裝在排滑座或刀架上,並使用集成的冷卻液噴嘴即可實現有效的切屑控制和最長的刀具壽命。 產品資訊 編號:426S4-G ...