行業解決方案 泰珂洛针对各种组件的工具解决方案
NTK Website Explore NTK’s machining solutions
電子目錄 下載 CAD 圖紙和 3D 模型
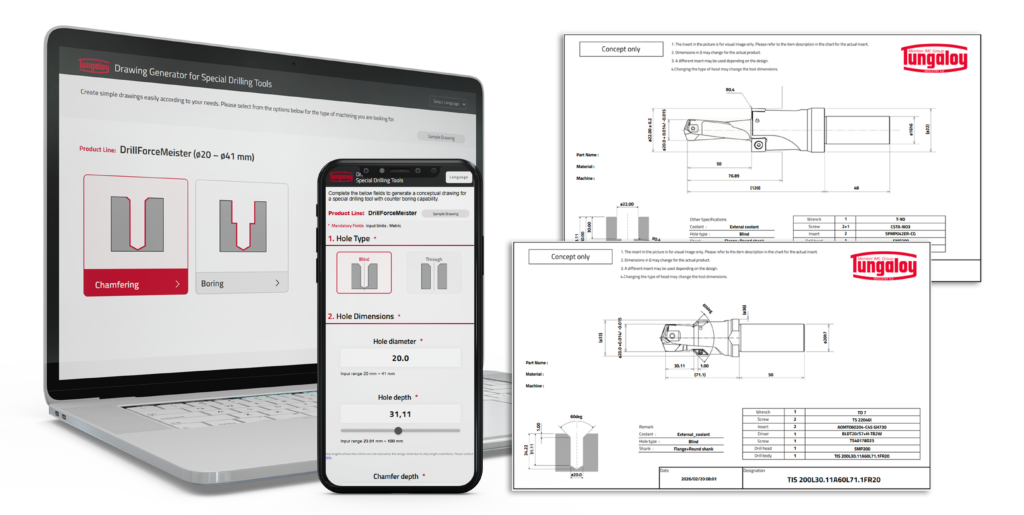
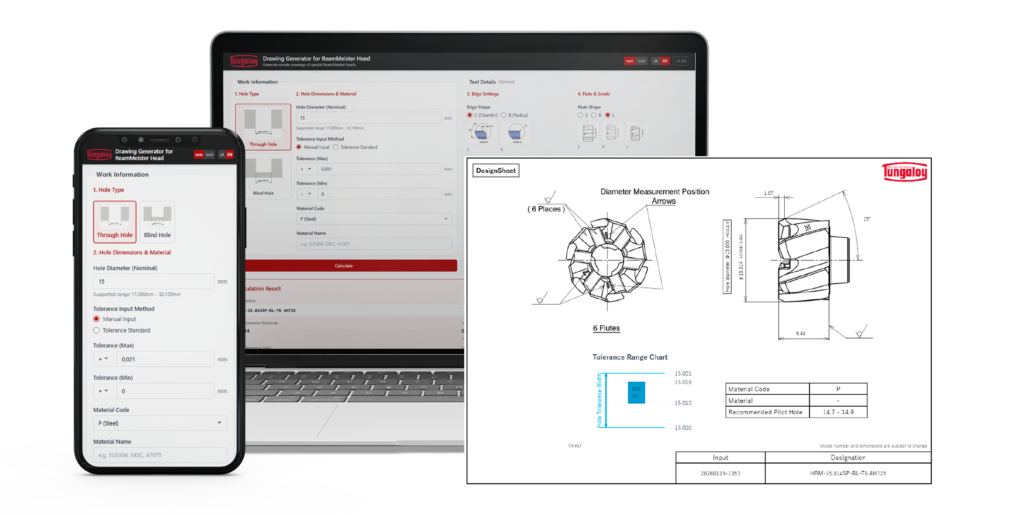
泰珂洛新的應用程序為工程師和銷售人員提供加工解決方案。
泰珂洛線上加工計算器
刀具管理系統
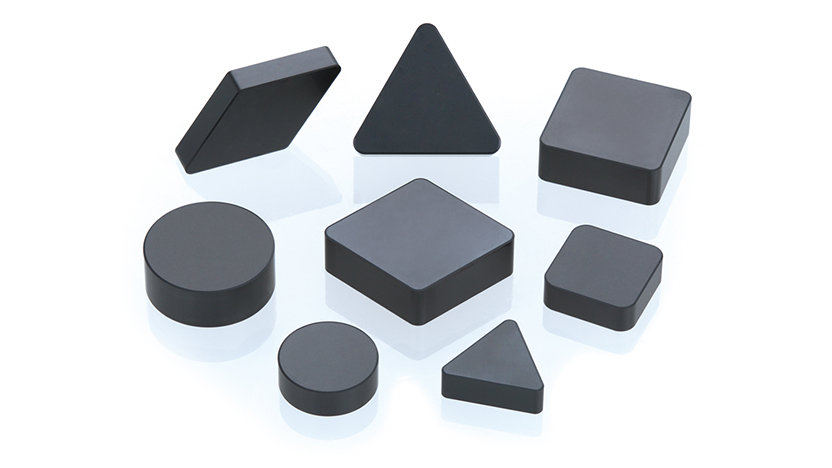
首選的材質和斷屑槽
透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。