

钢件精车加工金属陶瓷材质
高抗崩损性,刀具寿命稳定的金属陶瓷材质

应用 & 特点
应用




特点
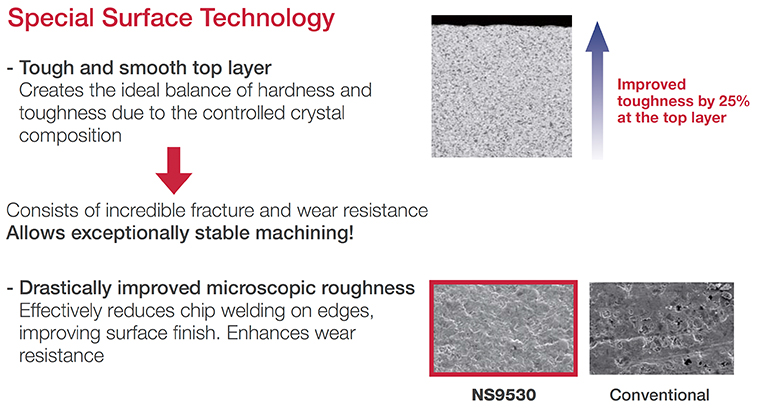
1. 特殊的表面技术
高耐磨性和高抗崩损性实现了稳定的加工!
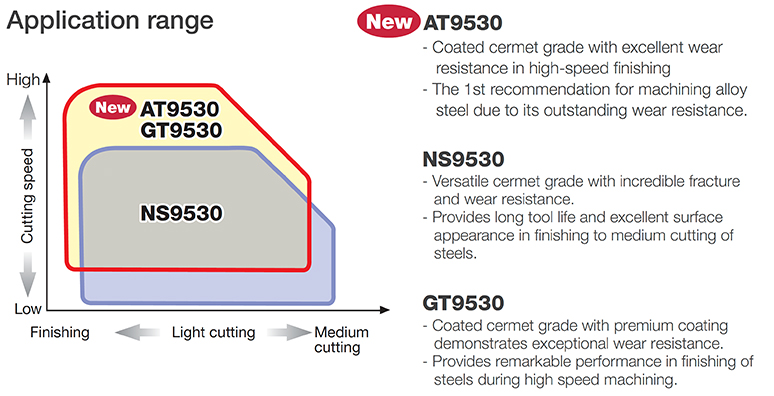
2. 应用范围
材质
实际案例
案例 #1
通用工程
| 零件: | 转子零件 |
| 材料: | 烧结材料 |
| 刀片: | VNMG160402-TSF |
| 材质: | AT9530 |
| 加工条件: | Vc = 220 (m/min) f = 0.07 (mm/rev) ap = 0.5 (mm) 应用: 端面车削 (连续切削) 冷却方式: 冷却液 |

案例 #2
汽车行业
| 零件: | 汽车零件 |
| 材料: | SPCH |
| 刀片: | DNMG150408-TSF |
| 材质: | GT9530 |
| 加工条件: | Vc = 225 (m/min) f = 0.25 (mm/rev) ap = 0.3 (mm) 应用: 车端面 (连续切削) 冷却方式: 冷却液 |

案例#3
汽车行业
| 零件: | 汽车零件 |
| 材料: | SCM415 |
| 刀片: | TPMT110304-PS |
| 材质: | NS9530 |
| 加工条件: | Vc = 125 (m/min) f = 0.15 (mm/rev) ap = 1.0 (mm) 应用: 车内孔 (连续切削) 冷却方式: 冷却液 |

标准加工条件
NEGATIVE TYPE INSERTS
Basic chipbreaker
| Application | Chipbreaker | Grades | Cutting speedVc (m/min) | Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Precision finishing | TF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.03 – 0.15 |
| Finishing | TSF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.08 – 0.4 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to medium cutting |
TS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.5 | 0.1 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
Complementary chipbreakers
| Application | Chipbreaker | Grades | Cutting speedVc (m/min) | Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Precision finishing | 01 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.4 | 0.03 – 0.15 |
| A – D | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 4.0 | 0.1 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.03 – 0.2 | |
| Finishing | ZF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.2 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| 11 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| NS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.25 | |
| AFW | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 1.5 | 0.2 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| High feed, small depth of cut |
AS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.2 – 0.6 |
| ASW | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.3 – 0.6 | |
| Boring (Double sided chipbreaker) |
CB | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 2.5 | 0.1 – 0.25 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to medium cutting |
TQ | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.15 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| ZM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.7 – 2.0 | 0.15 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| NM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.15 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Medium cutting | All-round | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 3.0 | 0.2 – 0.4 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Parallel | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 4.0 | 0.2 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| S | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 4.0 | 0.2 – 0.4 | |
| P | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 4.0 | 0.2 – 0.5 | |
POSITIVE TYPE INSERTS
Basic chipbreakers
| Application | Chipbreaker | Grades | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Finishing | PSF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.05 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to light cutting |
PSS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to medium cutting |
PS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.5 | 0.1 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Medium cutting | PM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 3.0 | 0.15 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
Complementary chipbreakers
| Application | Chipbreaker | Grades | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Precision finishing |
01 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.05 – 0.5 | 0.03 – 0.15 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing | PF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.05 – 0.25 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W08 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 1.0 | 0.03 – 0.15 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W10 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W11 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| W13 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W15 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W20 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| with hand | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 2.0 | 0.03 – 0.2 | |
| Finishing to medium cutting |
ZF | GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | 0.3 – 1.5 | 0.05 – 0.25 |
| ZM | GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | 0.5 – 2.0 | 0.05 – 0.3 | |
| 23 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 | |
| SS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 | |
| All-round | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 2.0 | 0.05 – 0.2 | |
| For external turning on small lathes | J10 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 5.0 | 0.01 – 0.1 |
| Medium cutting | 24 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 3.0 | 0.08 – 0.3 |
| Heavy cutting | 61 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 2.0 | 0.3 – 1.0 |
| Finishing to medium cutting | – | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.05 – 0.3 |
JS, JP Chipbreaker
| ISO | Workpiece materials | Chipbreaker | Grade | Cutting speed Vc (m/min) | Depth of cut ap (mm) | Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
 |
Carbon steel Alloy steel |
JP | NS9530 | 150 – 250 | 0.05 – 2.5 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | – |
| AT9530 | 150 – 300 | 0.05 – 2.5 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | – | |||
| JS | NS9530 | 150 – 250 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | ||
| AT9530 | 150 – 300 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |||
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統