

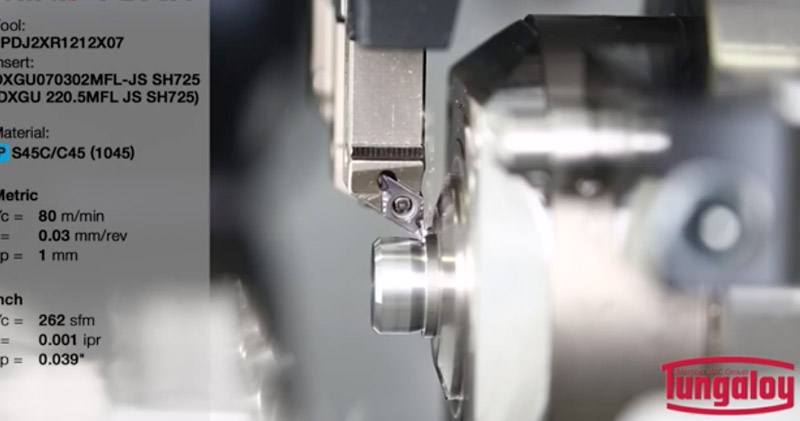
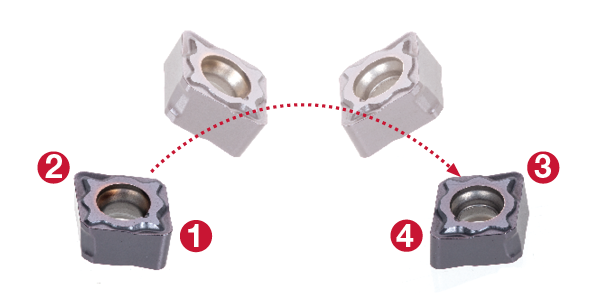
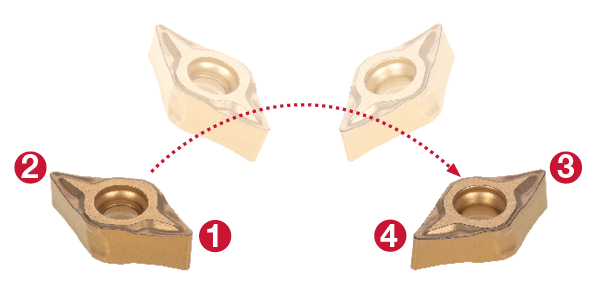
经济型双面正角刀片
创新的几何形状和刀片座接口形式确保稳定性和高性能


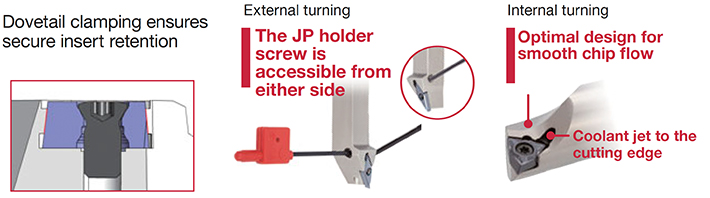
应用 & 特点
应用


特点
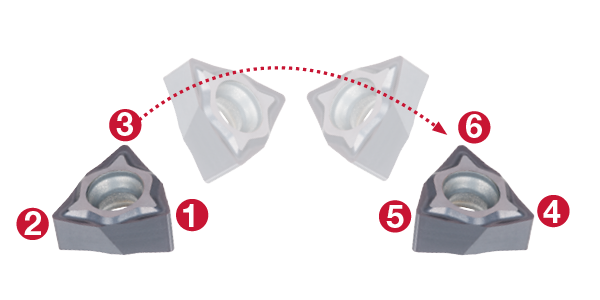
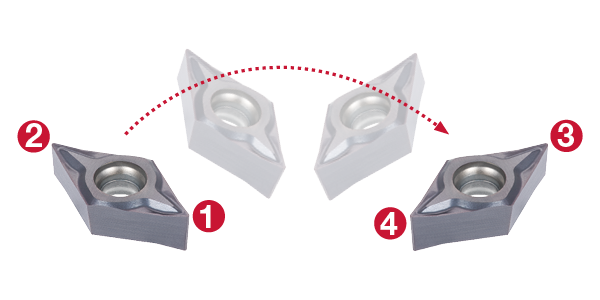
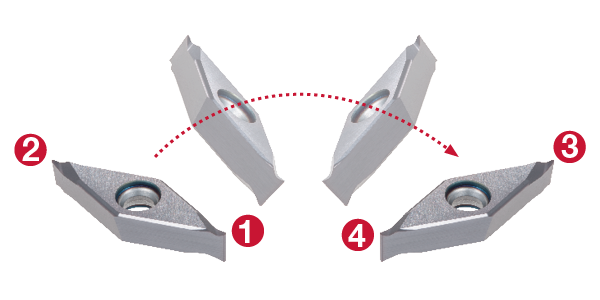
1. 经济型双面正角刀片
WXGU
DXGU
VXGU
CXMU
DXMU
2. 刀杆
3. 轻切削断屑槽
- JS 断屑槽- 特点和好处
- 在各种加工应用中提供优秀的切屑控制能力。
- 刃口上大的刃倾角设计实现轻快切削。
- 优秀的刃口完整性实现光滑的表面光洁度。
- 注意: 因为断屑槽形状限制,端面或内孔车削最大切深是1mm。

刀片 & 材质

刀杆



实际案例
案例 #1
小零件/电子行业
| 零件: | 轴 |
| 材料: | SUS316 / X5CrNiMo17-12-3 |
| 刀杆: | JSDJ2XR1212X07 |
| 刀片: | DXGU070301MFL-JS |
| 材质: | SH725 |
| 加工条件: | Vc = 61 (m/min) f = 0.02 (mm/rev) ap = 0.12 (mm) 应用: 外圆车削 冷却方式: 冷却液 |

案例 #2
小零件/电子行业
| 零件: | 轴 |
| 材料: | S45C /C45 |
| 刀杆: | JSWL2XR1212X04 |
| 刀片: | WXGU040302L-TS |
| 材质: | AH725 |
| 加工条件: | Vc = 66 – 80 (m/min) f = 0.15 (mm/rev) ap = 0.6 (mm) 应用: 外圆车削 冷却方式: 冷却液 |

案例 #3
通用工程
| 零件: | 轴 |
| 材料: | Alloy steels |
| 刀杆: | JSDJ2XR1212X07 |
| 刀片: | DXGU070301ML-JSS |
| 材质: | AH725 |
| 加工条件: | Vc = 66 – 80 (m/min) f = 0.15 (mm/rev) ap = 0.6 (mm) 应用: 外圆车削 冷却方式: 冷却液 |

标准加工条件
用于外圆车削
| 应用 | ISO | 工件材料 | 优先级 | 断屑槽 | 材质 | 切削速度 Vc (m/min) |
切深 ap (mm) |
进给 f (mm/rev) |
|---|---|---|---|---|---|---|---|---|
| 用于瑞士型自动车床 | 低碳钢 SS400, etc. E275A, etc.SS400, etc. E275A, 等。 碳钢 S45C, etc. C45, etc.Carbon steel S45C, 等。C45, 等。 低合金钢SCM415, etc. 18CrMo4, etc.Low alloy steel SCM415, etc. 18CrMo4, 等。 合金钢 SCM440, etc. 42CrMo4, 等。 |
首选 | JS | SH725 | 50 – 180 | 0.1 – 3 | 0.03 – 0.1 | |
| 高锋利度 | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| 不锈钢(奥氏体) SUS304, 等。 X5CrNi18-9, etc.SUS304, etc. X5CrNi18-9, 等。 不锈钢 (马氏体和铁素体) SUS430, etc. X6Cr17, 等。不锈钢(马氏体和铁素体) SUS430, 等。 X6Cr17, 等。 不锈钢 (析出硬化不锈钢)SUS630, 等。 X5CrNiCuNb16-4, 等。 |
首选 | JS | SH725 | 50 – 180 | 0.1 – 1.25 | 0.03 – 0.1 | ||
| 高锋利度 | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| 用于小尺寸数控车床 | 低碳钢 SS400, etc. E275A, etc.SS400, 等。E275A, 等。 碳钢 S45C, 等。 C45, 等。Carbon steel S45C, 等。 C45, 等。 低合金钢 SCM415, 等。 18CrMo4, 等。低合金钢 SCM415,等。18CrMo4, 等。 合金钢 SCM440, 等。 42CrMo4, 等。 |
首选 | SS | AH725 | 50 – 180 | 0.15 – 1.5 | 0.05 – 0.2 | |
| TS | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||||
| 提高表面光洁度 | SS | NS9530 | 50 – 200 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | NS9530 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||||
| 重视耐磨性 | SS | GT9530 | 50 – 250 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | GT9530 | 50 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||||
| 不锈钢 (奥氏体) SUS304, etc. X5CrNi18-9, etc.SUS304, 等。 X5CrNi18-9, 等。 不锈钢(M马氏体和铁素体)SUS430, etc. X6Cr17, 等。不锈钢 (马氏体和铁素体)SUS430, etc. X6Cr17, 等。 不锈钢(析出硬化不锈钢)SUS630,等。X5CrNiCuNb16-4, 等。 |
首选 | SS | AH725 | 50 – 150 | 0.15 – 1.5 | 0.05 – 0.2 | ||
| 重视抗冲击性 | TS | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 |
用于内孔车削加工
| ISO | 工件材料 | 材质 | 切削速度Vc (m/min) | 切深ap (mm) | 进给 f (mm/rev) |
|
|---|---|---|---|---|---|---|
| 首选 | 第二选择 | |||||
| 低碳钢/低合金钢 | T9215 | – | 120 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| 碳钢/合金钢 | T9215 | – | 80 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| 不锈钢(奥氏体) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| 不锈钢(马氏体和铁素体) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| 不锈钢(析出硬化) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| 灰铸铁 | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| 球墨铸铁 | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| 铝合金 | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| 铜合金 | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| 钛合金 | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| 镍基合金 | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| 淬火钢 | BXA20 | – | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | |
| – | BXA10 | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | ||
CBN-tipped DXGQ/U inserts
| ISO | Grade | Workpiece condition | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
| BXA10 | Continuous | 100 – 230 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Light interrupted | 100 – 230 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BXA20 | Continuous | 60 – 180 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Interrupted | 60 – 180 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BR35F | Heavy interrupted | 50 – 150 | 0.05 – 0.3 | 0.05 – 0.2 |
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統