

冷却液驱动高速紧凑型主轴
因为主轴在冷却液压力的驱动下高速旋转使生产效率提高了4倍

特点
1. 在主轴转速受到限制的机床上使用小直径刀具时,冷却液驱动的高转速主轴能够获得高生产效率
• SpinJet利用机床现有的冷却液供给,利用高压泵作为能量来源高速驱动涡轮旋转。
• 强大的冷却液射流能够延长刀具寿命并实现加工稳定性。
2. 节能
• 仅利用冷却液压力让刀具旋转,SpinJet在工作时机床主轴保持不转。
注意:当SpinJet主轴安装在机床上时,机床主轴应该保持静止。
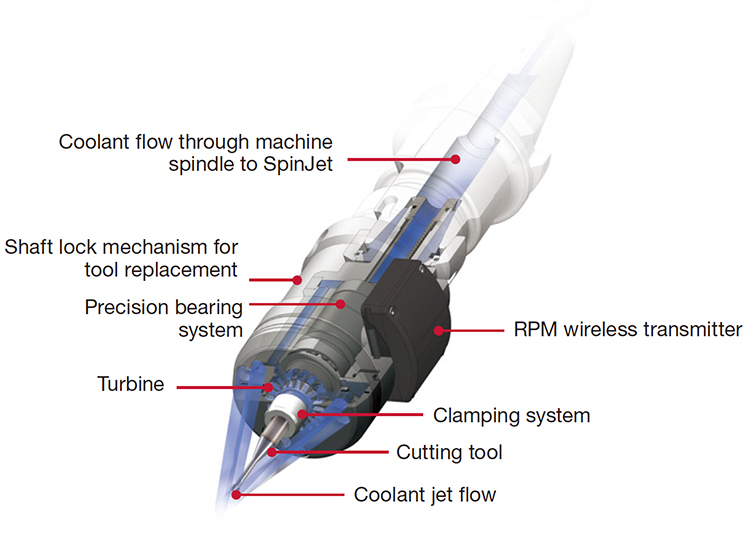
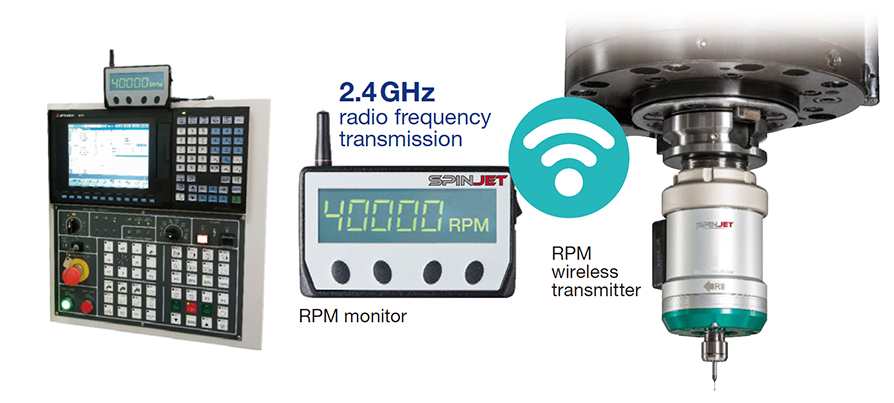
3. 无线转速监控系统
• 转呗了一款线上速度显示系统, 在加工时监控实际的刀具转速。
刀柄 & 附件


实际案例
案例 #1
通用工程
| 零件: | 机床零件 |
| 材料: | SUS303 / X10CrNiS18-9 (25HRC) |
| 刀柄: | TJSGJETST20 |
| 立铣刀: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| 材质: | AH750 |
| 加工条件: | Vc = 120 (m/min) n = 45,600 (RPM) fz = 0.016 (mm/t) ap = 0.01 (mm) ae = 1 (mm) 应用: 切槽 冷却方式: 冷却液 机床: 立式加工中心, BT30 |

案例 #2
模具行业
| 零件: | 电极 |
| 材料: | C1100 |
| 刀柄: | TJSGJETST20 |
| 立铣刀: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| 材质: | AH750 |
| 加工条件: | Vc = 95 (m/min) n = 40,000 (RPM) fz = 0.025 (mm/t) ap = 0.04 (mm) ae = 0.04 (mm) 应用: 仿形加工 冷却方式: 冷却液 机床: 立式加工中心, BT30 |

案例 #3
医疗行业
| 零件: | 医疗器械 |
| 材料: | 钛合金 |
| 刀柄: | TJSGJETER32 |
| 立铣刀: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| 材质: | AH750 |
| 加工条件: | Vc = 80 (m/min) n = 35,000 (RPM) fz = 0.03 (mm/t) ap = 0.03 (mm) ae = 0.05 (mm) 应用: 仿形加工 冷却方式: 冷却液 机床: 立式加工中心, BT30 |

标准加工条件
TJS M00
| ISO | Workpiece material | Tool | Application | Tool diameter DC (mm) |
Coolant pressure (MPa) |
Spindle speed n (min-1) |
Width of cut ae (mm) |
Depth of cut ap (mm) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|---|---|
 |
Alloy steel 35 HRC |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.007 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| Ball type endmill |
Profiling | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.05 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.08 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.1 | 0.006 | ||||
| 2 | 23,000 | – | 0.1 | 0.006 | |||||
| 3 | 31,000 | – | 0.1 | 0.006 | |||||
| 4 | 40,000 | – | 0.1 | 0.006 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.006 | ||
| 2 | 23,000 | 1 | 0.1 | 0.006 | |||||
| 3 | 31,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 2 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 40,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 1.5 | 18,000 | 3 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 3 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 40,000 | 3 | 0.15 | 0.01 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.5 | 0.5 | 0.002 | |||
| 2 | 23,000 | 0.5 | 0.5 | 0.014 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.018 | |||||
 |
Stainless steel 180 – 250 HB |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.015 |
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.015 | ||
| 2 | 23,000 | 1 | 0.1 | 0.015 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.15 | 0.015 | ||||
| 2 | 23,000 | 2 | 0.15 | 0.015 | |||||
| 3 | 31,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.015 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.35 | 0.15 | 0.02 | |||
| 2 | 23,000 | 0.35 | 0.15 | 0.02 | |||||
| 3 | 31,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.18 | 0.025 | |||||
 |
Aluminium alloy 80 – 160 HB |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.01 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.017 | |||||
| 4 | 40,000 | – | – | 0.018 | |||||
| Ball type endmill |
Profiling | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.13 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.15 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.08 | 0.006 | ||||
| 2 | 23,000 | – | 0.09 | 0.006 | |||||
| 3 | 31,000 | – | 0.09 | 0.006 | |||||
| 4 | 40,000 | – | 0.15 | 0.006 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.025 | ||
| 2 | 23,000 | 1 | 0.1 | 0.025 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.2 | 0.025 | ||||
| 2 | 23,000 | 2 | 0.2 | 0.025 | |||||
| 3 | 31,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.025 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.5 | 0.25 | 0.02 | |||
| 2 | 23,000 | 0.5 | 0.25 | 0.02 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.025 |
TJS M90
| ISO | Workpiece material | Tool | Application | Tool diameter DC (mm) |
Coolant pressure (MPa) |
Spindle speed n (min-1) |
Width of cut ae (mm) |
Depth of cut ap (mm) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|---|---|
|
Pre-hardened steel 35 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.05 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.08 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.1 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 | |||||
| Endmill | Slotting | 0.5 | 2 | 35,000 | 0.5 | 0.05 | 0.006 | ||
| 3 | 44,000 | 0.5 | 0.05 | 0.006 | |||||
| 4 | 53,000 | 0.5 | 0.05 | 0.006 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.006 | ||||
| 3 | 44,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 2 | 35,000 | 2 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 53,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 2 | 35,000 | 3 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 53,000 | 3 | 0.15 | 0.01 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.5 | 0.5 | 0.001 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.018 | |||||
|
Stainless steel SUS316 35 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.015 |
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 1 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| Endmill | Slotting | 1 | 2 | 35,000 | 1 | 0.1 | 0.015 | ||
| 3 | 44,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 2 | 35,000 | 2 | 0.15 | 0.015 | ||||
| 3 | 44,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.015 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.35 | 0.15 | 0.02 | |||
| 3 | 44,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.18 | 0.025 | |||||
|
Aluminium alloy ADC12 28 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.017 | |||||
| 4 | 53,000 | – | – | 0.018 | |||||
| Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.13 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.15 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.09 | 0.006 | |||||
| 4 | 53,000 | – | 0.15 | 0.006 | |||||
| Endmill | Slotting | 0.5 | 2 | 35,000 | 0.5 | 0.1 | 0.02 | ||
| 3 | 44,000 | 0.5 | 0.12 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.15 | 0.02 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.025 | ||||
| 3 | 44,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 2 | 35,000 | 2 | 0.2 | 0.025 | ||||
| 3 | 44,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.025 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.5 | 0.25 | 0.02 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.025 | |||||
 |
Tool steel SKD61 58 HRC |
Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.005 |
| 3 | 44,000 | – | 0.05 | 0.005 | |||||
| 4 | 53,000 | – | 0.05 | 0.005 | |||||
| 2 | 2 | 35,000 | – | 0.07 | 0.006 | ||||
| 3 | 44,000 | – | 0.08 | 0.006 | |||||
| 4 | 53,000 | – | 0.08 | 0.006 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 |
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
Video
关于SpinJet请联系泰珂洛
如果您需要泰珂洛提供支持,请通过以下联系方式联系我们


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統