

实现优异表面精度和壁面精度的方肩铣刀
刀片采用螺旋刃口和大轴向前角设计,在半精加工中实现顺畅的切削

应用 & 特点
应用










特点
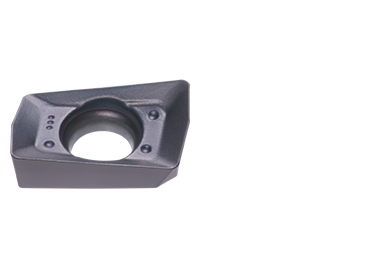
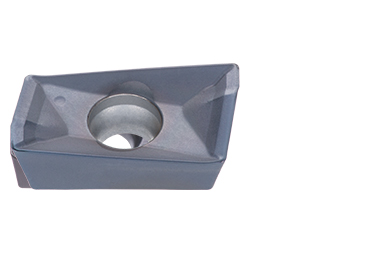
1. 刀片
• 螺旋刃口设计实现高壁面精度。
• 实现优异表面精度的修光刃设计。
• 优化的前角保证锋利度和可靠性。
• 4种断屑槽型应对各种加工。
• 刀尖圆角半径最大 3.2 mm (0.126″).
• 包含类金刚石DLC涂层刀片和金属陶瓷刀片
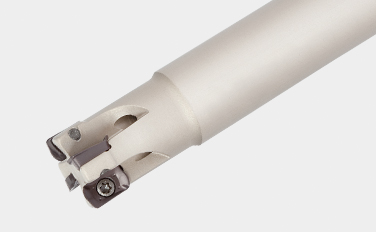
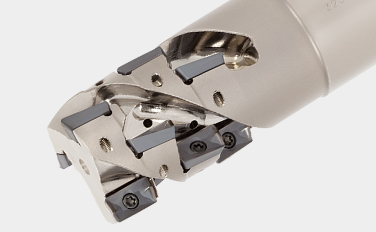
2. 刀体
• 气孔提高排屑能力。
• 包含梳齿和密齿型刀体以及长悬伸刀杆。
刀片 & 材质

刀体
刀杆式
EPO (ø12 – ø63mm)
高精度直角方肩立铣刀
- EPO07
– 刀具直径: ø12 – ø28 mm
– 刀片: AO*T07 - EPO11
– 刀具直径: ø12 – ø50 mm
– 刀片: AS*T11 / ASGW11 - EPO18
– 刀具直径: ø25 – ø63 mm
– 刀片: AO*T18
模块式

HPO (ø12 – ø32mm)
带TungFlex接口的高精度直角方肩立铣刀 (TungRec)
- HPO07
– 刀具直径: ø12 – ø25 mm
– 刀片: AO*T07 - HPO11
– 刀具直径: ø20 – ø32 mm
– 刀片: AS*T11 / ASGW11


实际案例
案例 #1
通用工程
| 零件: | 设备零件 |
| 材料: | SCM440 / 42CrMo4 |
| 刀盘: | TPO07R040M16.0E10 (ø40, z = 10) |
| 刀片: | AOMT070208PDPR-MJ |
| 材质: | AH725 |
| 加工条件: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 1000 (mm/min) ap = 3.0 (mm) ae = ~ 30 (mm) 应用: 方肩铣削 冷却方式: 干切 机床: 立式加工中心, BT40 |

案例 #2
通用工程
| 零件: | 压缩机零件 |
| 材料: | SS400 / E275A |
| 刀杆: | EPS11033RSB (ø33, z = 5) |
| 刀片: | ASMT11T304PDPR-MJ |
| 材质: | NS740 |
| 加工条件: | Vc = 150 (m/min) fz = 0.13 (mm/t) Vf = 940 (mm/min) ap = 5 (mm) ae = 15 (mm) 应用: 方肩铣削 冷却方式: 干切 机床: 立式加工中心, BT50 |

案例 #3
通用工程
| 零件: | 设备零件 |
| 材料: | SS400 / E275A |
| 刀盘: | TLS11R050M22.0E04 |
| 刀片: | ASMT11T308PDPR-MJ |
| 材质: | AH725 |
| 加工条件: | Vc = 150 (m/min) fz = 0.17 (mm/t) Vf = 649 (mm/min) ap = 40 (mm) ae = 5 (mm) 应用: 方肩铣削 冷却方式: 干切 机床: 立式加工中心, BT50 |

标准加工条件
TPO07 / EPO07 / HPO07
| ISO | 工件材料 | 硬度 HB |
材质 | 切削速度Vc (m/min) | 每齿进给: fz (mm/t) | ||
|---|---|---|---|---|---|---|---|
| MJ | HJ | AJ | |||||
| 低碳钢 S15C, etc. C15E4, etc. |
< 200 | AH725 | 90 – 200 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 高碳钢和合金钢 S55C, SCM440, etc. C55, 42CrMo4, etc. |
200 – 300 | AH725 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 工具钢 SKD11, etc. X153CrMoV12, etc. |
150 – 300 | AH725 | 80 – 120 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 不锈钢 SUS304, etc. X5CrNi18-9, etc. |
– | AH140 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 灰铸铁 FC250, etc. 250, etc. |
150 – 250 | AH725 | 100 – 180 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 球墨铸铁 FCD450, etc. 450-10S, etc. |
150 – 250 | AH725 | 80 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 铝合金 Si < 13% |
– | KS15F | 300 – 1000 | – | – | 0.08 – 0.2 | |
| 铝合金 Si ≥ 13% |
– | KS15F | 100 – 200 | – | – | 0.08 – 0.2 | |
| 钛合金 Ti-6Al-4V, etc. |
– | AH725 | 20 – 50 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 超级合金 Inconel 718, etc. |
– | AH725 | 20 – 35 | 0.05 – 0.08 | 0.2 – 0.6 | – | |
- 请使用压缩空气清除过多的切屑堆积。
- 为避免切削刃粘刀(铝加工),请使用水溶性冷却液。
- 断续表面或铸造表皮加工时,应将每齿进给量(fz)降低到上表所示的较低推荐值。
- 切削条件受机床功率、工件刚度和主轴输出的限制。当切宽、切深或悬伸长度较大时,将Vc和fz设置为较低的推荐值,并检查机床功率和振动情况。
TPO11 / EPO11 / HPO11
| ISO | 工件材料 | 硬度 HB |
优先级 | 材质 | 切削速度Vc (m/min) | 每齿进给: fz (mm/t) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | – | |||||||
| 低碳钢 S15C, etc. C15E4, etc. |
< 200 | 首选 | AH3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | ||
| < 200 | 高耐磨性 | T3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | |||
| < 200 | 高表面质量 | NS740 | 100 – 250 | 0.05 – 0.15 | – | – | – | |||
| 高碳钢,合金钢 S45C, SCM440, etc. C45, 42CrMo4, etc. |
200 – 300 | 首选 | AH3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | ||
| 200 – 300 | 高耐磨性 | T3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | |||
| 200 – 300 | 高表面质量 | NS740 | 100 – 200 | 0.05 – 0.12 | – | – | – | |||
| 工具钢 SKD61, etc. X40CrMoV5-1, etc. |
150 – 300 | 首选 | AH3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | ||
| 150 – 300 | 高耐磨性 | T3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | |||
| 不锈钢 SUS304, etc. X5CrNi18-9, etc. |
– | 首选 | AH3225 | 80 – 200 | – | 0.08 – 0.2 | – | – | ||
| – | 高耐磨性 | AH130 | 80 – 200 | – | 0.08 – 0.2 | – | – | |||
| 灰铸铁 FC250, etc. 250, etc. |
150 – 250 | 首选 | AH120 | 100 – 250 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | 高耐磨性 | T1215 | 100 – 250 | 0.12 – 0.2 | – | – | – | |||
| 球墨铸铁 FCD450, etc. 400-15S, etc. |
150 – 250 | 首选 | AH120 | 80 – 200 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | 高耐磨性 | T1215 | 80 – 200 | 0.12 – 0.2 | – | – | – | |||
| 铝合金 Si < 13% |
– | 首选 | DS1100 | 300 – 1000 | – | – | 0.05 – 0.2 | – | ||
| – | 高耐磨性 | DX110 | 500 – 2,000 | – | – | – | 0.05 – 0.2 | |||
| 铝合金 Si ≥ 13% |
– | 首选 | DS1100 | 100 – 200 | – | – | 0.05 – 0.2 | – | ||
| – | 高耐磨性 | DX110 | 200 – 800 | – | – | – | 0.05 – 0.2 | |||
| 钛合金 | – | 首选 | KS05F | 200 – 500 | – | – | 0.05 – 0.2 | – | ||
| – | 高耐磨性 | DX110 | 200 – 500 | – | – | – | 0.05 – 0.2 | |||
| 钛合金 Ti-6Al-4V, etc. |
– | 首选 | AH130 | 20 – 60 | 0.08 – 0.13 | – | – | – | ||
| – | 高抗崩损性 | AH3225 | 20 – 60 | 0.08 – 0.13 | – | – | – | |||
| 超级合金 Inconel718, etc. |
– | 首选 | AH725 | 20 – 40 | 0.08 – 0.13 | – | – | – | ||
| – | 高抗崩损性 | AH130 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| – | 高耐磨性 | AH120 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| 淬火钢 | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | 首选 | AH725 | 45 – 70 | 0.04 – 0.08 | – | – | – | |
| SKD11, etc. X153CrMoV12, etc. |
50- 60 HRC | 首选 | AH725 | 40 – 65 | 0.04 – 0.06 | – | – | – | ||
TLS11 / ELS11
| ISO | 工件材料 | 硬度 HB |
优先级 | 材质 | 切削速度Vc (m/min) | 每齿进给: fz (mm/t) | ||
|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | ||||||
| 低碳钢 S15C, etc. C15E4, etc. |
< 200 | 首选 | AH3225 | 100 – 250 | 0.10 – 0.18 | – | – | |
| < 200 | 高耐磨性 | T3225 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| 高碳钢,合金钢 S45C, SCM440, etc. C45, 42CrMo4, etc. |
200 – 300 | 首选 | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 200 – 300 | 高耐磨性 | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| 工具钢 SKD61, etc. X40CrMoV5-1, etc. |
150 – 300 | 首选 | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 150 – 300 | 高耐磨性 | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| 不锈钢 SUS304, etc. X5CrNi18-9, etc. |
– | 首选 | AH3225 | 100 – 150 | – | 0.08 – 0.15 | – | |
| – | 高耐磨性 | AH130 | 100 – 150 | – | 0.08 – 0.15 | – | ||
| 灰铸铁 FC250, etc. 250, etc. |
150 – 250 | 首选 | AH120 | 100 – 250 | 0.10 – 0.18 | – | – | |
| 150 – 250 | 高耐磨性 | T1215 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| 球墨铸铁 FCD450, etc. 400-15S, etc. |
150 – 250 | 首选 | AH120 | 80 – 200 | 0.10 – 0.18 | – | – | |
| 150 – 250 | 高耐磨性 | T1215 | 80 – 200 | 0.10 – 0.18 | – | – | ||
| 铝合金 Si < 13% |
– | 首选 | DS1100 | 200 – 500 | – | – | 0.05 – 0.18 | |
| 铝合金 Si ≥ 13% |
– | 首选 | DS1100 | 100 – 200 | – | – | 0.05 – 0.18 | |
| 钛合金 Ti-6AI-4V, etc. |
– | 首选 | AH130 | 20 – 60 | – | 0.08 – 0.14 | – | |
| – | 高抗崩损性 | AH3225 | 20 – 60 | – | 0.08 – 0.14 | – | ||
| 超级合金 Inconel718, etc. |
– | 首选 | AH725 | 20 – 40 | 0.06 – 0.12 | – | – | |
| – | 高耐磨性 | AH130 | 20 – 40 | 0.06 – 0.12 | – | – | ||
| – | 高耐磨性 | AH3225 | 20 – 40 | 0.06 – 0.12 | – | – | ||
- 请使用压缩空气清除过多的切屑堆积。
- 为避免切削刃粘刀(铝加工),请使用水溶性冷却液。
- 断续表面或铸造表皮加工时,应将每齿进给量(fz)降低到上表所示的较低推荐值。
- 切削条件受机床功率、工件刚度和主轴输出的限制。当切宽、切深或悬伸长度较大时,将Vc和fz设置为较低的推荐值,并检查机床功率和振动情况。
TPO18 / EPO18
| ISO | 工件材料 | 硬度 HB | 材质 | 切削速度Vc (m/min) | 每齿进给: fz (mm/t) | |
|---|---|---|---|---|---|---|
| MJ | AJ | |||||
| 低碳钢 S15C, etc. C15E4, etc. | – 200 | AH725 | 100 – 250 | 0.08 – 0.25 | – | |
| 高碳钢和合金钢 S55C, SCM440, etc. C55, 42CrMo4, etc. | 200 – 300 | AH725 | 100 – 230 | 0.08 – 0.2 | – | |
| 工具钢 SKD11, etc. X153CrMoV12, etc. | 150 – 300 | AH725 | 100 – 180 | 0.08 – 0.2 | – | |
| 不锈钢 SUS304, etc. X5CrNi18-9, etc. | – | AH140 | 90 – 200 | 0.08 – 0.2 | – | |
| 灰铸铁 FC250, etc. 250, etc. | 150 – 250 | AH725 | 140 – 250 | 0.08 – 0.25 | – | |
| 球墨铸铁 FCD450, etc. 450-10S, etc. | 150 – 250 | AH725 | 110 – 200 | 0.08 – 0.25 | – | |
| 铝合金 Si < 13% | – | KS15F | 300 – 1000 | – | 0.05 – 0.25 | |
| 铝合金 Si ≥ 13% | – | KS15F | 100 – 200 | – | 0.05 – 0.25 | |
| 钛合金 Ti-6Al-4V, etc. | – | AH725 | 20 – 60 | 0.08 – 0.18 | – | |
| 超级合金 Inconel 718, etc. | – | AH725 | 20 – 40 | 0.08 – 0.15 | – | |
- 请使用压缩空气清除过多的切屑堆积。
- 为避免切削刃粘刀(铝加工),请使用水溶性冷却液。
- 断续表面或铸造表皮加工时,应将每齿进给量(fz)降低到上表所示的较低推荐值。
- 切削条件受机床功率、工件刚度和主轴输出的限制。当切宽、切深或悬伸长度较大时,将Vc和fz设置为较低的推荐值,并检查机床功率和振动情况。
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統