

拥有优秀切屑控制能力的槽铣刀系列实现稳定加工。
能够获得稳定切屑形状的经济型槽铣削加工解决方案在深槽加工中提高生产效率和稳定性

应用 & 特点
应用
特点
1. 丰富的刀具阵容

2. 出色的排屑能力
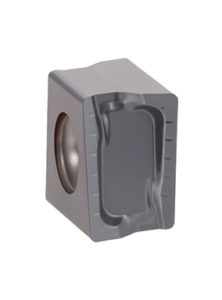
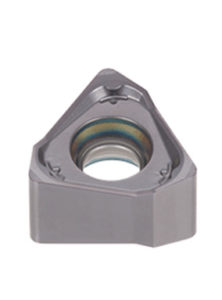
3. 创新的刀片
• 刀尖数量多,生产效率高。
刀片 & 材质


刀体




实际案例
案例 #1
通用工程
| 零件: | 转子 |
| 材料: | AVP- 合金钢P40 |
| 刀盘: | ASV02N160-E4 (ø100, 5 edge lines) |
| 刀片: | TVKX020204-TN MJ |
| 材质: | AH130 |
| 加工条件: | Vc = 161 (m/min) t = 0.01 (mm) fz = 0.07 (mm/t) Vf = 200 (mm/min) W = 4 (mm) ae = 41 (mm) 应用: Slotting Coolant: 压缩空气 机床: ISO50, 20Kw, 3轴立式加工中心 |

案例 #2
通用工程
| 零件: | 机床零件 |
| 材料: | FCD450 / 450-10S |
| 刀盘: | TSN10R125M31.7-16-06 (ø125, 6 edge lines) |
| 刀片: | LMEU100808ZNEN-MJ |
| 材质: | AH120 |
| 加工条件: | Vc = 150 (m/min) t = 0.15 (mm) fz = 0.2 (mm/t) Vf = 358 (mm/min) W = 16 (mm) ae = 22 (mm) 应用: 铣槽 冷却方式: 干切 机床: 立式加工中心, BT50 |

案例 #3
通用工程
| 零件: | 机床零件 |
| 材料: | SKD11 / X153CrMoV12 |
| 刀盘: | ASW06N100-10 (ø100, 5 edge lines) |
| 刀片: | WNGU060308TN-MJ |
| 材质: | AH725 |
| 加工条件: | Vc = 110 (m/min) t = 0.08 (mm) fz = 0.1 (mm/t) Vf = 175 (mm/min) W = 10 (mm) ae = 23 (mm) 应用: 铣槽 冷却方式: 干切 机床: 立式加工中心, BT40 |

标准加工条件
TungMiniSlit
| ISO | Workpiece material | Hardness (HB) |
Insert | Cutting speed Vc (m/min) |
Chip thickness t (mm) |
|---|---|---|---|---|---|
| Low carbon steel SS400, S15C, etc. E275A, C15E4, etc. |
– 200 | SSM… | 150 – 230 | 0.05 – 0.15 | |
| High carbon steel S45C, S55C, etc. E355D, C55, etc. |
200 – 300 | SSM… | 100 – 170 | 0.04 – 0.13 | |
| Alloy steels SCM440, SCr415, etc. 42CrMo4, 20Cr4, etc. |
150 – 300 | SSM… | 90 – 160 | 0.04 – 0.13 | |
| Tool steel SKD11, SKD61, etc. X153CrMoV12, X40CrMoV5-1, etc. |
– 300 | SSM… | 70 – 120 | 0.04 – 0.13 | |
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | SSS… | 90 – 200 | 0.04 – 0.13 | |
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250 | SSM… | 100 – 200 | 0.05 – 0.15 | |
| Ductile cast iron FCD400, etc, 400-15S, etc. |
150 – 250 | SSM… | 80 – 130 | 0.05 – 0.15 |
TungThinSlit
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per edge line: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| ASV | |||||||||
| ae / DC (mm) | |||||||||
| 10% | 20% | 30% | ≤ 50% | ||||||
| Low carbon steels SS400, etc. E275A, etc. |
– 200 HB | First choice | AH725 | 90 – 180 | 0.08 – 0.25 | 0.06 – 0.19 | 0.05 – 0.16 | 0.05 – 0.15 | |
| Fracture resistance | AH130 | 90 – 180 | 0.08 – 0.25 | 0.06 – 0.19 | 0.05 – 0.16 | 0.05 – 0.15 | |||
| High carbon steels S45C, etc. C45, etc. |
200 – 300 HB |
First choice | AH725 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |
| Fracture resistance | AH130 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |||
| Alloy steels SCM440, etc. 42CrMo4, etc. |
150 – 300 HB |
First choice | AH725 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |
| Fracture resistance | AH130 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |||
| Tool steels SKD61, etc. X40CrMoV5-1, etc. |
– 300 HB | First choice | AH725 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |
| Fracture resistance | AH130 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | – | AH725, AH130 | 90 – 200 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |
| Grey cast irons FC250, etc. 250, etc. |
150 – 250 HB |
– | AH120 | 120 – 230 | 0.08 – 0.25 | 0.06 – 0.19 | 0.05 – 0.16 | 0.05 – 0.15 | |
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 | – | AH120 | 90 – 150 | 0.08 – 0.25 | 0.06 – 0.19 | 0.05 – 0.16 | 0.05 – 0.15 | |
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH725 | 30 – 40 | 0.07 – 0.12 | 0.05 – 0.09 | 0.04 – 0.07 | 0.04 – 0.07 | |
| Fracture resistance | AH130 | 30 – 40 | 0.07 – 0.12 | 0.05 – 0.09 | 0.04 – 0.07 | 0.04 – 0.07 | |||
| Nickel-based alloys Inconel 718, etc. |
– 40 HRC | First choice | AH725 | 20 – 35 | 0.07 – 0.12 | 0.05 – 0.09 | 0.04 – 0.07 | 0.04 – 0.07 | |
| Fracture resistance | AH130 | 20 – 35 | 0.07 – 0.12 | 0.05 – 0.09 | 0.04 – 0.07 | 0.04 – 0.07 | |||
TungUniversalSlot
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per edge line: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| TSW / ASW | |||||||||
| ae / DC (mm) | |||||||||
| 10% | 20% | 30% | ≤ 50% | ||||||
| Low carbon steels SS400, etc. E275A, etc. |
– 200 HB | First choice | AH3135 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Wear resistance | AH120 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |||
| High carbon steels S45C, etc. C45, etc. |
200 – 300 HB | First choice | AH3135 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Wear resistance | AH120 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |||
| Alloy steels SCM440, etc. 42CrMo4, etc. |
150 – 300 HB | First choice | AH3135 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Wear resistance | AH120 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |||
| Tool steels SKD61, etc. X40CrMoV5-1, etc. |
– 300 HB | First choice | AH3135 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Wear resistance | AH120 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | – | AH3135 | 90 – 200 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Grey cast irons FC250, etc. 250, etc. |
150 – 250 HB | – | AH120 | 120 – 230 | 0.12 – 0.42 | 0.09 – 0.31 | 0.07 – 0.27 | 0.07 – 0.25 | |
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 HB | – | AH120 | 90 – 150 | 0.12 – 0.42 | 0.09 – 0.31 | 0.07 – 0.27 | 0.07 – 0.25 | |
| Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH3135 | 30 – 40 | 0.1 – 0.17 | 0.08 – 0.13 | 0.06 – 0.11 | 0.06 – 0.1 | |
| Wear resistance | AH130 | 30 – 40 | 0.1 – 0.17 | 0.08 – 0.13 | 0.06 – 0.11 | 0.06 – 0.1 | |||
| Nickel-based alloys Inconel 718, etc. |
– | First choice | AH130 | 20 – 35 | 0.1 – 0.17 | 0.08 – 0.13 | 0.06 – 0.11 | 0.06 – 0.1 | |
| Wear resistance | AH3135 | 20 – 35 | 0.1 – 0.17 | 0.08 – 0.13 | 0.06 – 0.11 | 0.06 – 0.1 | |||
TecTungentialSlot
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per edge line: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| ae / DC (mm) | |||||||||
| 10% | 20% | 30% | ≤ 50% | ||||||
| Low carbon steels SS400, S15C, etc. E275A,C15E4, etc. |
– 200 HB | First choice | AH3225, AH3135 | 90 – 300 | 0.06 – 0.42 | 0.06 – 0.31 | 0.06 – 0.27 | 0.06 – 0.25 | |
| High carbon steels S45C, S55C, etc. C45, C55, etc. |
– 300 HB | First choice | AH3225, AH3135 | 90 – 250 | 0.06 – 0.42 | 0.06 – 0.31 | 0.06 – 0.27 | 0.06 – 0.25 | |
| Alloy steels SCM440, SCr415, etc. 42CrMo4, etc. |
30 – 40 HRC | First choice | AH3225, AH3135 | 90 – 200 | 0.06 – 0.42 | 0.06 – 0.31 | 0.06 – 0.27 | 0.06 – 0.25 | |
| Tool steels SKD11, SKD61, etc. X153CrMoV12, X40CrMoV5-1, etc. |
30 – 40 HRC | First choice | AH3225, AH3135 | 90 – 200 | 0.06 – 0.33 | 0.06 – 0.31 | 0.06 – 0.22 | 0.06 – 0.2 | |
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135, AH130 | 80 – 200 | 0.06 – 0.42 | 0.06 – 0.31 | 0.06 – 0.22 | 0.06 – 0.2 | |
| Grey cast irons FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015, AH120 | 100 – 300 | 0.06 – 0.5 | 0.06 – 0.38 | 0.06 – 0.27 | 0.06 – 0.25 | |
| Ductile cast irons FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250 HB | First choice | AH8015, AH120 | 100 – 250 | 0.06 – 0.33 | 0.06 – 0.31 | 0.06 – 0.27 | 0.06 – 0.25 | |
| Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH8015, AH120 | 20 – 60 | 0.06 – 0.22 | 0.06 – 0.16 | 0.06 – 0.14 | 0.06 – 0.13 | |
| Nickel-based alloys Inconel 718, etc. |
– | First choice | AH8015, AH120 | 20 – 40 | 0.06 – 0.2 | 0.06 – 0.15 | 0.06 – 0.12 | 0.06 – 0.1 | |
| Hardened steel SKD61, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 100 | 0.06 – 0.2 | 0.06 – 0.15 | 0.06 – 0.12 | 0.06 – 0.1 | |



更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統