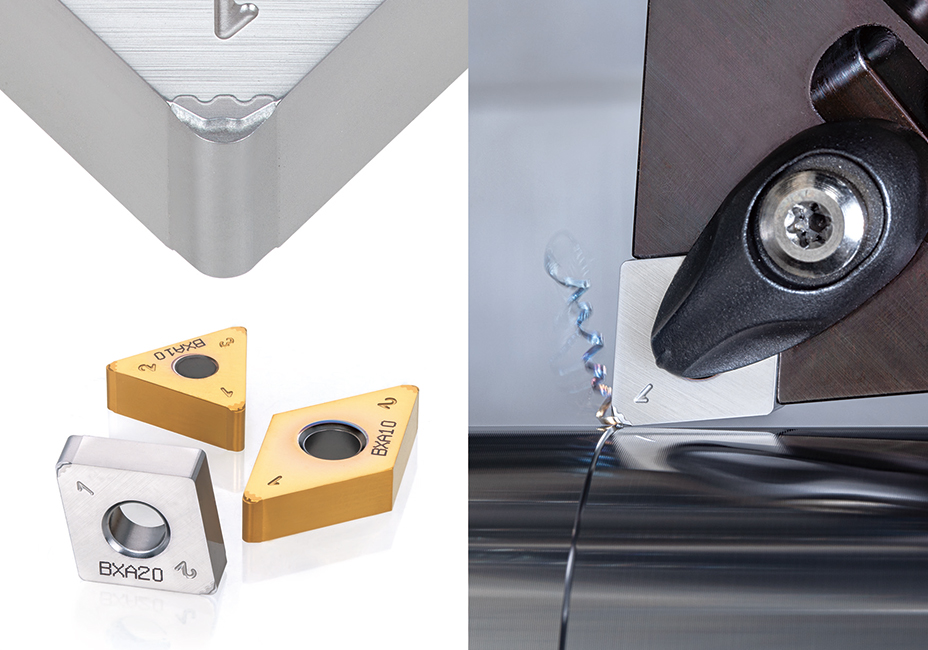
2021年11月,磐城市 — 泰珂洛的 CBN 刀片採用 HP 型斷屑槽,旨在確保在硬化鋼零件精加工過程中實現良好的斷屑和控制,現在提供雙面 WavyJoint 樣式,可提供最大的刀具可靠性和穩定性。開發了一種創新的 HP 型斷屑槽,可確保在以 0.2 mm (.008“) 或更輕的 d.o.c. 進行硬零件車削時實現卓越的切屑控制。斷屑槽採用獨特設計,在切削刃和切屑導向器之間具有最佳距離。這種設計最大限度地減少了前刀面上的月牙窪磨損,從而最大限度地延長了刀具壽命,還有助於減輕加工過程中的切削力,消除振痕和零件廢料,從而提高加工穩定性。20 種 HP 型斷屑槽的新刀片現在提供 WavyJoint 型;即 4QS-CNGG1204..-HP, 4QS-DNGG1504..-HP,6QS-TNGG1604..-HP和4QS-VNGG1604..- HP 外掛程式。傳統上,CBN 切削刃釺焊到閥座地面上,通常在一側,在硬質合金刀片體上,以形成 CBN 刀片。 WavyJoint 技術進一步增強了 CBN 切削刀尖與負前角刀片的結合力,CBN 刀尖與硬質合金刀片體之間的釺焊表面增加了 160%。此外,該技術使用體積增大 200% 的 CBN 刀尖,以提高刀片可靠性和刀具壽命。此外,CNGG1204..-HP 刀片也提供Wiper (修光刃) 幾何形狀,從而提高表面精加工品質。有兩種刀片材質可供選擇:通用型 BXA20 適用於中低切削速度下的連續到斷續切削, BXA10 在淬硬鋼的連續切削中表現出卓越的耐磨性,可提供可靠性和較長的刀具壽命。 產品資訊
編號 518S2-G (公制)