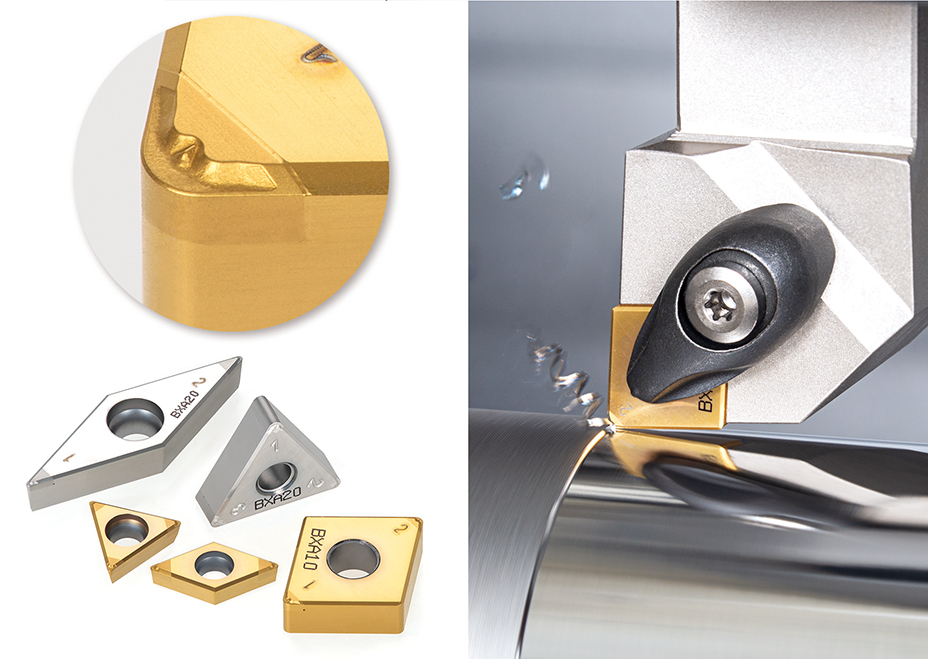
磐城,2022 年 5 月 — 泰珂洛為其 CBN 刀片系列開發了一種新的 HS 型斷屑槽,以確保在高參數下硬零件車削過程中可靠地斷屑和控制。在硬零件車削應用中,CBN 刀片主要用於需要高達RA=0.8a的極小公差的精加工工藝;這意味著低進給率和輕 D.O.C. 例如,用於新興無級變速器 (CVT) 系統的硬化鋼軸需要更小的公差,而這隻能通過磨削來實現,這使得 CBN 刀片在對表面品質要求不那麼嚴格的生產性半精加工工藝中發揮作用。因此,在此應用中,CBN 刀片需要以更高的進給率和更大的 D.O.C. 進行有效斷屑,以提高生產率並滿足所需的表面品質。然而,對於現有的 HP 型 CBN 斷屑槽,當進給速率超過每轉 0.25 毫米 (每轉 0.0098 英寸) 時,有效的斷屑是一個挑戰。為了應對這一挑戰,泰珂洛的最新技術創造了一種新的 HS 型斷屑槽,它具有獨特的 W 曲線幾何形狀。這種槽型可確保在0.1至0.35毫米 (0.004至0.014英寸) 的 D.O.C. 範圍內以高達0.3毫米/轉 (.0118 ipr) 的速度實現卓越的斷屑和控制,這是硬零件車削操作中最常用的切削深度。此外,切削刃的準備是為了在較長時間內保持刃線完整性,並防止在苛刻的切削參數範圍內加工過程中發生災難性故障。採用新型 HS 型斷屑槽的 CBN 刀片有兩種 CBN 材質可供選擇: BXA10 為刀片提供出色的耐磨性,使其可用於淬硬鋼零件的連續到輕斷續加工。 BXA20 是一種多功能的 CBN 材質,適用於中低切削速度的連續或間斷應用。
產品資訊
No. 518-G(公制)