汽車 – EV 電機案例
隨著電動汽車 (EV) 和混合動力汽車的普及,對牽引電機的需求正在增加。
牽引電機是汽車的心臟,它取代了發動機,人們正在努力提高其效率,減小其尺寸和重量,以擴展決定汽車動態性能和續航里程的扭矩特性。此外,對安靜性和高可靠性等品質的要求正在迅速增加,以實現舒適的汽車生活。
EV 電機外殼是構成牽引電機的主要部件之一,由於需要減輕重量,形狀越來越薄,形狀越來越複雜。由於工件和夾具的剛度降低,這種薄壁和複雜形狀的工件的加工往往很困難。泰珂洛為電機外殼加工提出了最佳的刀具陣容和加工方法,為解決問題和提高生產率做出了貢獻。

工具概念
- 通過應用高密度刀具提高生產率
- 使用帶有去毛刺刀片的銑刀,可防止在精銑中產生毛刺。有助於減少去毛刺工序的負荷和提高產品品質
- 使用帶有 3D 斷屑槽的 PCD 刀片可消除鋁車削中的切屑問題
- 使用刀頭可更換工具,減少機器停機時間以及工具更換和管理的工作量

特色工藝






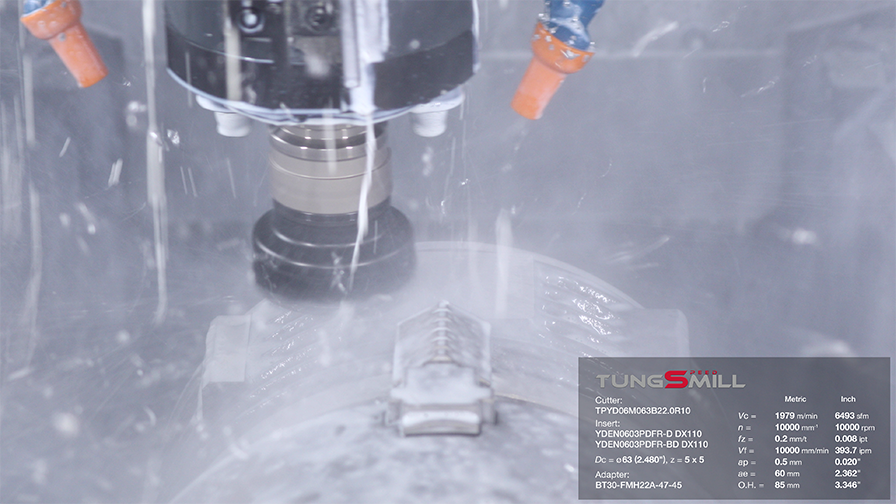
工藝 1:粗銑面
好處
- 配備高密度銑刀的 TungForce-Rec 是高效粗銑的理想選擇
- 通過使用增材製造 斷屑槽 進行鋁銑削應用,支援鋁加工
- 支援使用獨創的 V 形刀片底部對鋁進行高速加工

![]()
")
AM 外掛程式 (用於有色金屬)
- 帶獨特 V 型底刀片的方肩銑刀,可實現最高效率
- 有助於提高高密度規格的加工效率

工藝 2:芬蘭面銑
好處
- 高密度銑刀提高了精銑的加工效率,特別適用於外殼部件
- 使用獨特的的高度調節機構,可輕鬆調整切削刃高度。顯著減少高密度銑刀難以調整刀片高度所需的時間
- 提供去毛刺 Wiper (修光刃) 刀片。防止毛刺的產生並提高加工表面品質,這在精銑工序中非常重要
![]()
")
D 刀片 (標準刀片)
BD 刀片 (去毛刺刀片)
- 通過增加齒數實現高效加工
- 採用獨特的夾緊機構,防止刀片飛散。支援高速旋轉
- 新的切削刃調整機構「Cam Adjust」大大縮短了切削刃高度調整的工作時間

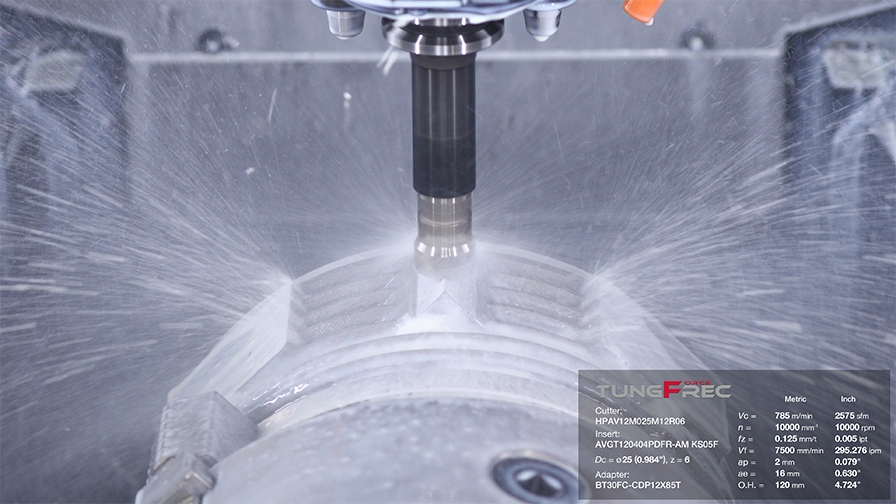
工藝 3:方肩銑削
好處
- 獨特的 V 形刀片底部提高了加工效率,齒數比競爭對手的方肩銑刀多
- 通過使用增材製造 斷屑槽 進行鋁銑削應用,支援鋁加工
![]()
")
AM 外掛程式 (用於有色金屬)
- 帶獨特 V 型底刀片的方肩銑刀,可實現最高效率
- 有助於提高高密度規格的加工效率

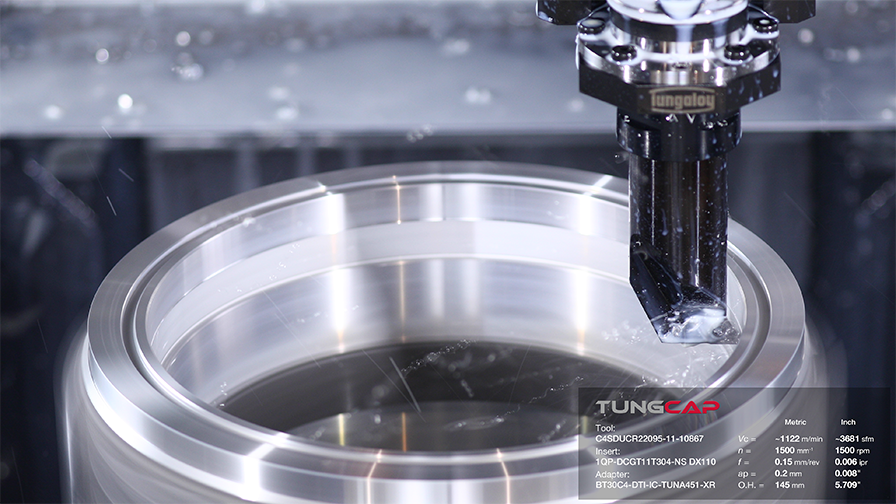
工藝 4:OD /ID 精車
好處
- PSC 刀柄適用於複合加工機上的車削刀具。即使在多任務機床的車削過程中也能確保高刀具剛度,因為這些機床往往具有較長的懸伸長度
- 應用帶新型 3D 斷屑槽的 PCD 刀片。通過應用 3D 斷屑槽 設計,即使在使用 PCD 刀片時也能實現出色的切屑控制性能
![]()

- 獨特的 3D 斷屑槽 槽形狀消除了鋁合金車削中的切屑問題
- 在較寬的切削區域內可實現良好的切屑控制
- 也適用於車削導致 D.O.C 變化的複雜形狀的鋁製部件。

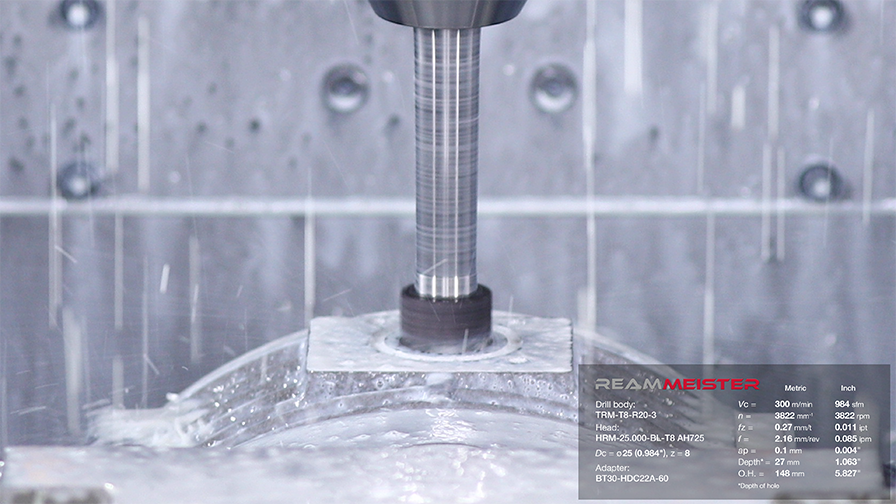
工藝 5:鉸孔
好處
- 用於通孔鑽孔的BL型切削頭將切屑向前排出
- 向前排屑可防止排屑過程中切屑損壞加工表面導致孔表面質量惡化
- 向前排屑可防止切屑處理問題,例如切屑纏結在刀具中

")
BL 頭 (通孔用)
- 與 H7 孔精度相容的可換頭鉸刀
- 2種頭系列:用於盲孔的 AS 型和用於通孔的 BL 型
- 用於通孔的BL型頭可將切屑向前排出,極大地有助於防止切屑控制問題

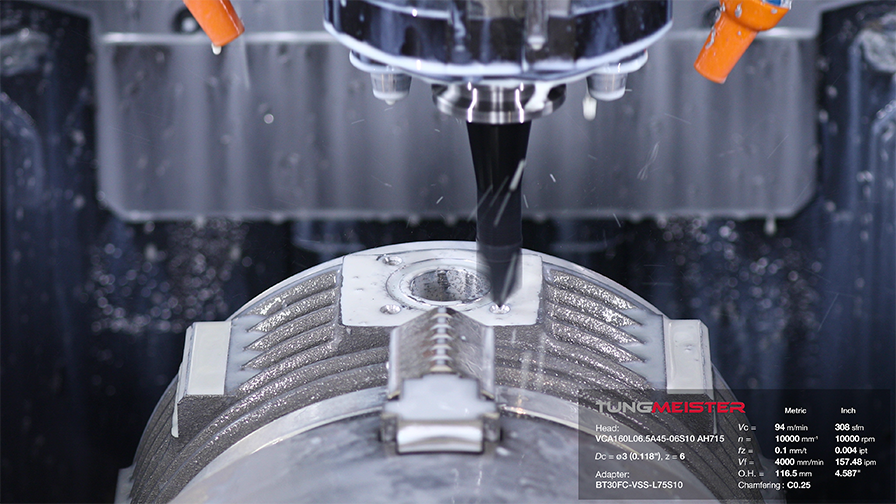
過程 6:倒角
好處
- 採用換頭立銑刀 「TungMeister」 進行倒角加工
- 可以從各種刀柄長度和形狀中選擇最佳刀具
- 通過使用高密度的 VCA 頭,它極大地提高了倒角加工的效率
![]()
")
VCA 頭
- 具有多種刀頭和刀柄組合的可換頭立銑刀
- 豐富的刀頭系列,包括方形、高進給、球形、倒角、鑽孔和開槽槽型
- 簡單且高精度的安裝機構大大縮短了換刀時間


