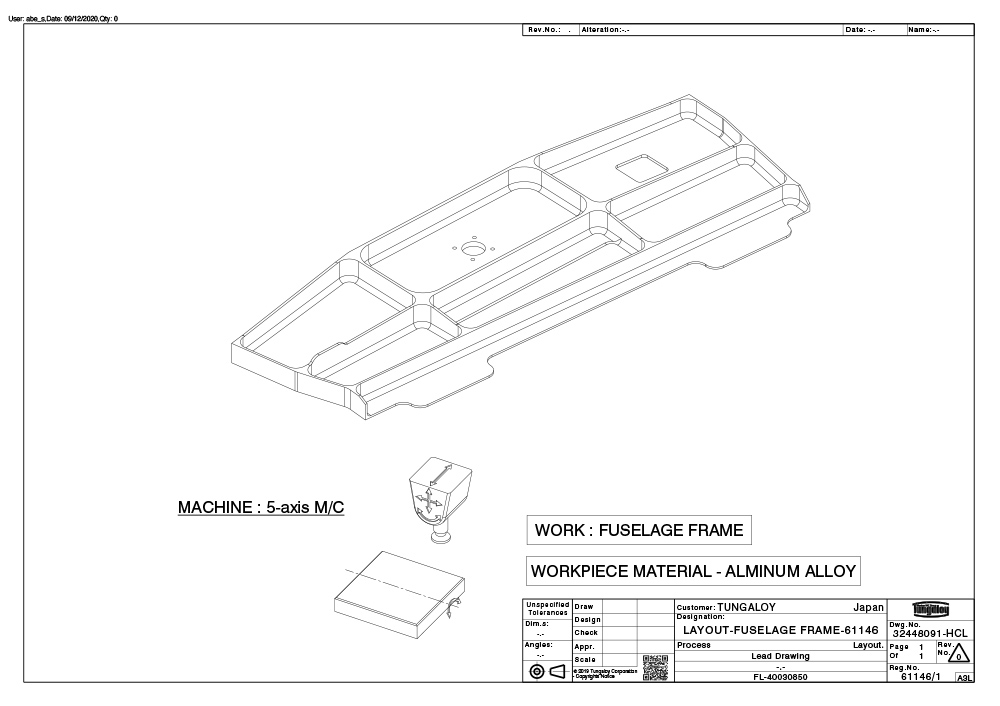
航空航太 – 機身框架
鋁合金因其輕便、可靠和經濟性而被廣泛用於飛機零件。
在許多情況下,高速加工被應用於提高鋁合金加工的效率。需要低切削力的刀具,以防止高速加工中的顫振和飛機零件中常見的薄壁零件的顫振。
此外,為了追求進一步的機械性能,鋁合金、鈦合金和 CFRP 等新材料的使用頻率正在增加。泰珂洛通過提出利用我們獨特技術處理鋁合金和其他新材料的工具和加工方法,為提高飛機零件的生產率做出貢獻。

工具概念
- 提高生產率並防止薄壁零件出現顫振
- 應用低切削力刀具實現高速度和高 D.O.C
- 為了最大限度地提高 5 軸機床的性能,應用多功能工具和加工方法,例如坡走銑和輪廓加工
特色工藝
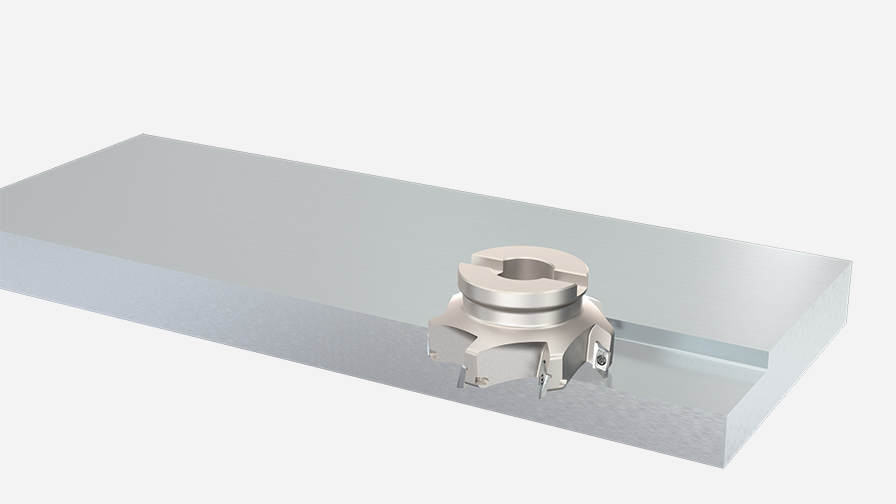
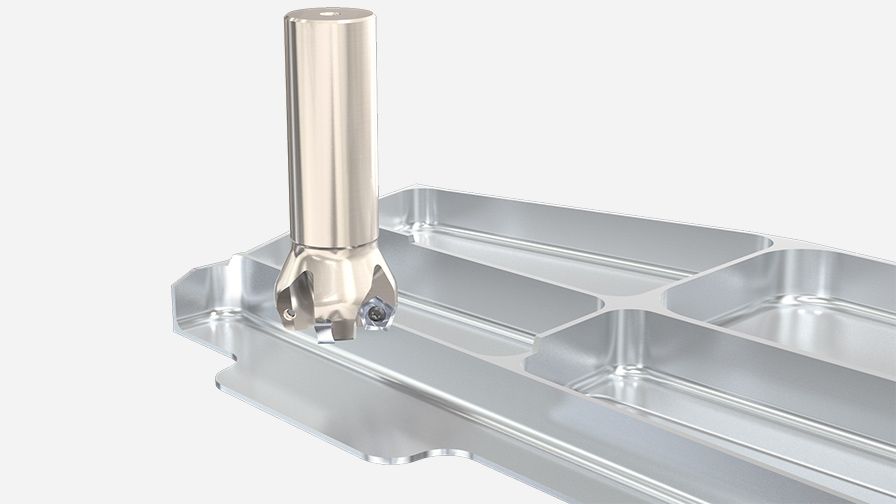
工藝 1:粗銑面
好處
- V 形底部幾何形狀可在離心力的作用下牢固地夾緊嵌件。在極高的切削速度下實現穩定、高效的加工
- 具有長切削刃長度的方肩銑刀,用於高切深加工。減少粗銑加工的加工時間
- 通過將鋒利的切削刃和大前角相結合來降低切削力
- 刀片前刀面的拋光處理可降低粘附力並實現出色的機加工表面品質


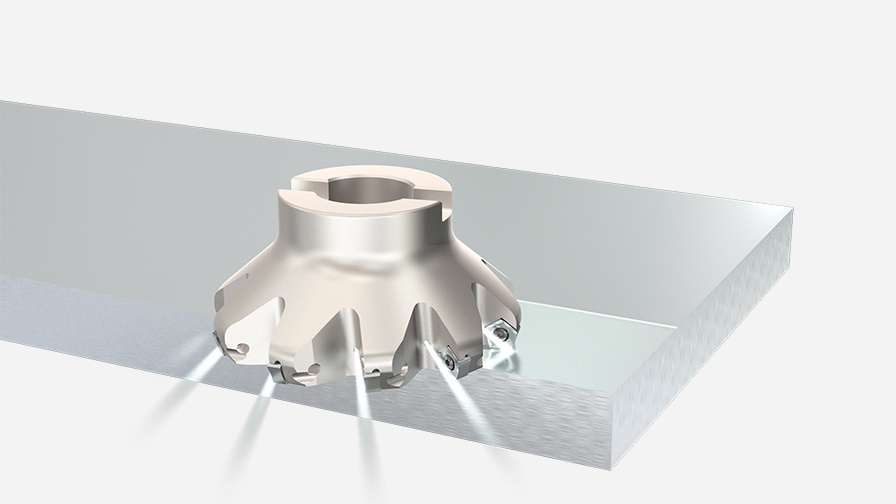
工藝 2:精加工麵銑削
好處
- 對刀片前刀面進行拋光處理,減少粘附力,實現出色的機加工表面品質
- 通過將鋒利的切削刃和大前角相結合來降低切削力
- 高剛性主體設計和高密度,可實現高生產率加工
- 帶內冷卻液通道的銑刀陣容。濕式加工有助於實現出色的排屑效果和提高加工表面品質


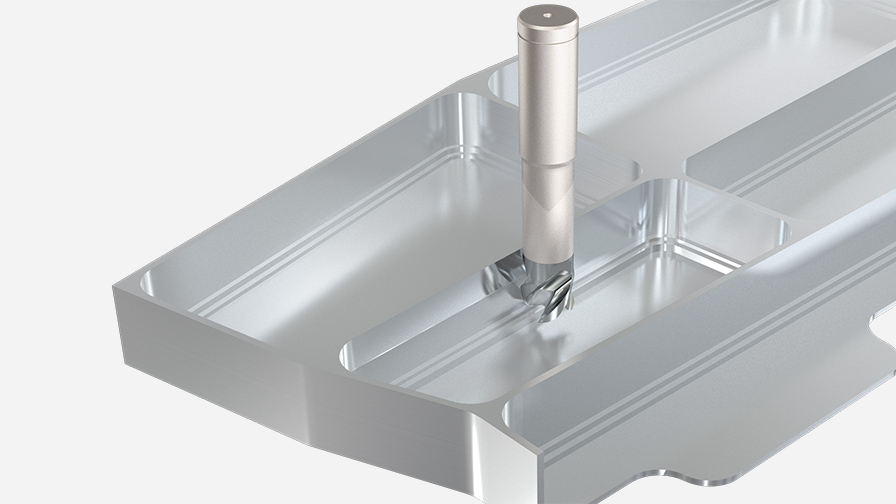
工藝 3:粗銑方肩銑削
好處
- 通過波浪形切削刃的振動抑制效果實現高生產率粗銑
- 即使在鋁加工中,切屑也會被精細分割,因為由於波浪形切削刃,切屑可能很長並相互連接


工藝 4:精加工方肩銑削
好處
- 拋光處理和大前角可防止在加工鋁合金時容易出現的積屑瘤。保持出色的機加工表面品質
- 頭部可以與硬質合金柄組合。防止在長懸伸過程中容易發生的顫振,即使在深區域加工中也能保持高精度


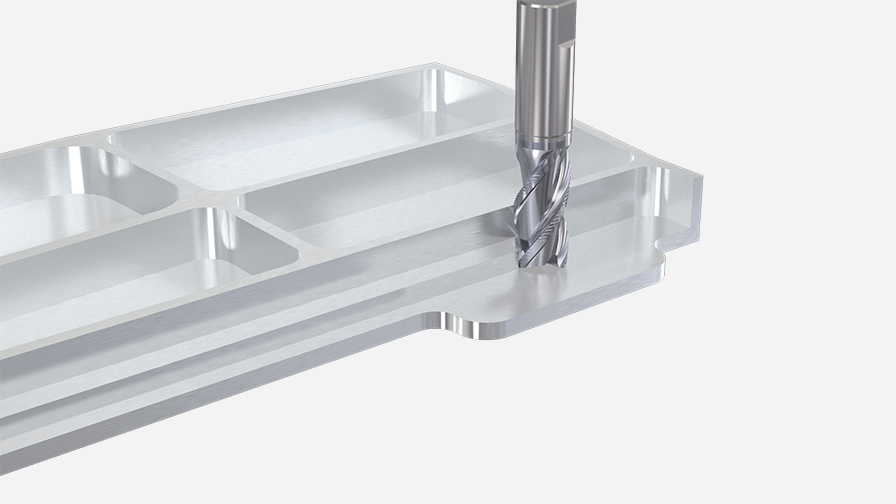
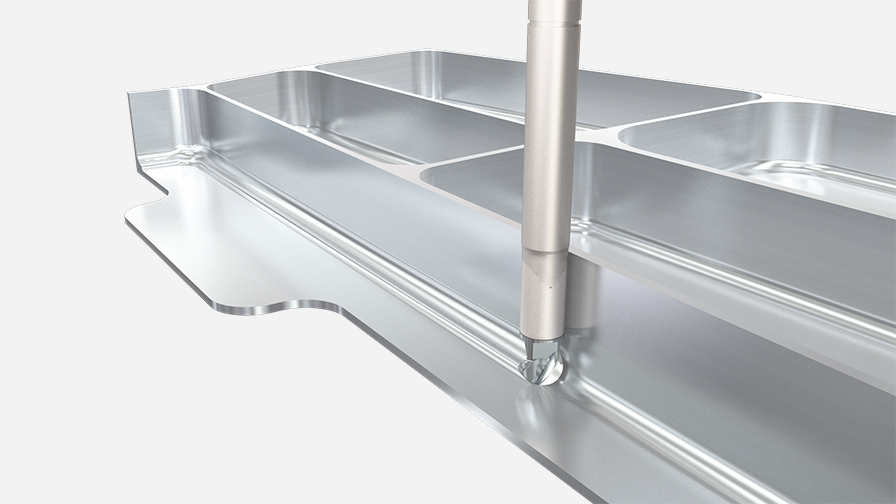
工藝 5:精加工輪廓銑削
好處
- 強大的前角設計,切削力低。防止顫振
- 豐富的刀柄陣容允許調整最佳懸伸長度。確保刀具剛性,有助於保持尺寸精度

工藝 6:精銑
好處
- 對刀片前刀面進行拋光處理,減少粘附力,實現出色的機加工表面品質
- 通過將鋒利的切削刃和大前角相結合來降低切削力
- 高剛性主體設計和高密度,可實現高生產率加工


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統