以槽銑刀作為加工選項 ─ 一把工具拓展更多可能:從深切槽、側壁與切斷到避讓干涉
槽銑刀常被視為「專用於切斷與切槽的老式工具」。
然而在實際加工中,它們是高度通用且高生產率的工具,可涵蓋端銑刀難以觸及的領域,包括深槽、側壁精度、薄槽、鍵槽、兩平行面同時加工,以及避讓干涉。
其周向具有多個切削刃,便於將懸伸量降至最低,並可相對於槽寬選用更有利的刀具直徑。 善用這些特性後,過去因顫振、壁面撓曲或切屑堵塞而被放棄的加工,可轉化為穩定的量產製程。
本文將說明槽銑刀的基礎、其有效的應用場景,以及選用方式。 並將進一步深入條件設定以發揮其性能,特別是常被忽略的切屑厚度概念。

1. 什麼是槽銑刀? ─ 以「周邊側刃」進行切削的工具
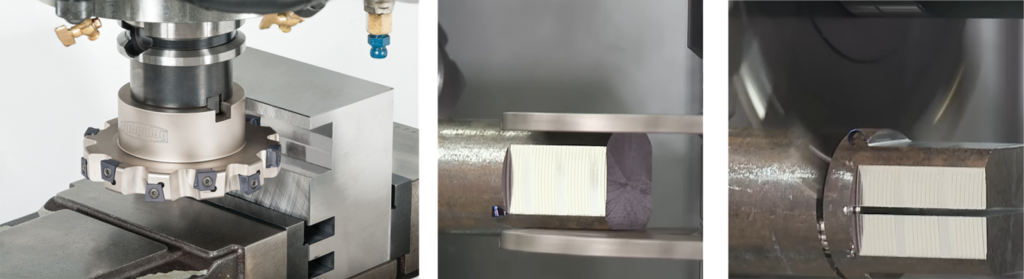
槽銑刀是一類利用刀具周邊側面切削刃來加工槽、肩部與端面的工具。 可用於深而窄的槽、需要側壁精度的應用、切斷、鍵槽,以及兩平行面同時加工。
常見的誤解是它們是「專用於切斷與切槽的老式工具」。 在實際加工中,它們也適用於需要避讓干涉的肩銑削與端面銑削。 隨著 5 軸加工的普及,其作為可用短刀長從側面接近工件的工具之價值正被重新認識。
與相似工具的差異
| 工具 | 主要優勢 | 與槽銑刀的差異 |
|---|---|---|
| 面銑刀 | 平面銑削 | 不適合作為側壁加工的替代方案 |
| 端銑刀 | 通用加工 | 在深槽中懸伸量會變長,更容易產生撓曲與顫振 |
| 切槽鋸 | 切斷與薄切槽 | 槽銑刀的薄刃版本 |

2. 槽銑刀特別有效的典型應用
相對於深度,槽寬較窄
使用端銑刀時,刀具懸伸量會變長,較容易產生撓曲、顫振與尺寸誤差。 槽銑刀往往更具優勢,因為即使刀具相對於直徑較薄,心軸支撐與圓盤剛性仍可提供穩定性。
需要側壁直角精度與平行度時
槽銑削對於形成側壁形狀非常有效。 在群銑中,兩把 Cutter 搭配墊片可讓兩個平行面一次走刀完成加工。
在切斷與薄槽加工中降低材料浪費時
薄刃工具的切削餘量小,有助於降低材料損耗。 即使在深而窄的槽中,只要刀具幾何與排屑匹配得當,也能達到高效率。
5 軸加工中的避讓干涉與可達性
在大型面銑刀難以前向加工,或長端銑刀無法提供足夠避空的區域,槽銑刀可從側面以薄形進入。 在 5 軸加工中心中,刀軸自由度提升使槽銑刀成為更有價值的選項。
重點
在確保剛性的同時避讓干涉的選項
槽銑刀並非「只用於切槽的工具」。 它是提升深槽、側壁加工、切斷加工,以及側向接近加工可行性的選項。
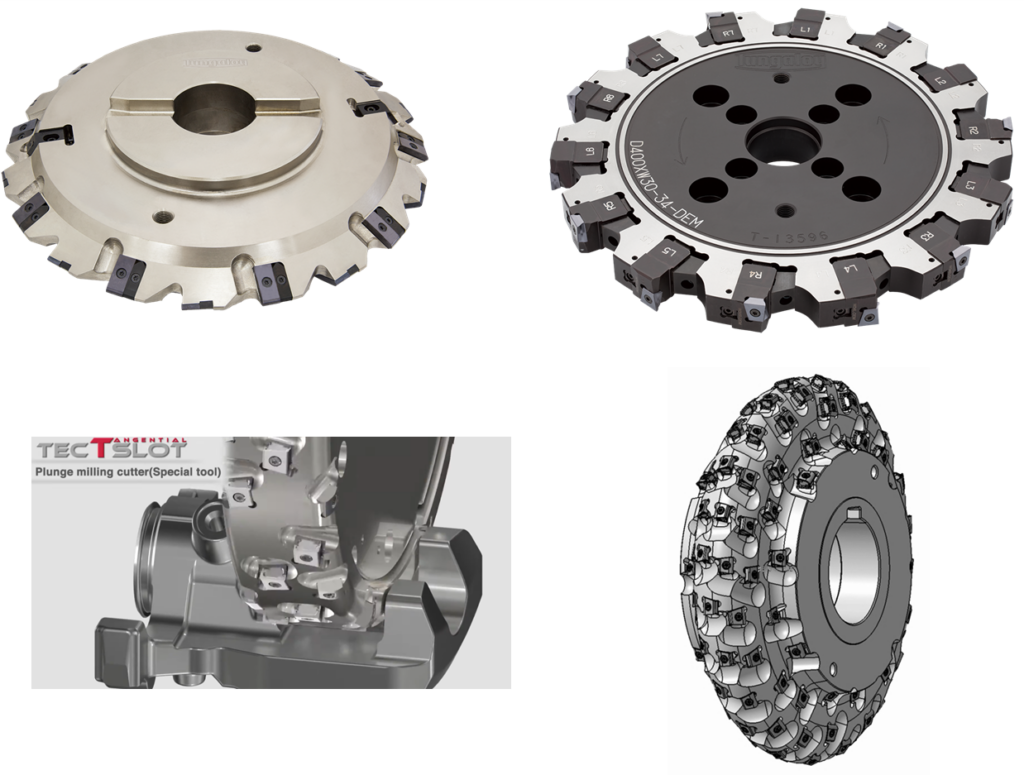
3. 槽銑刀的基本分類 ─ 該選哪一種?
| 類型 | 主要應用 | 適用情境 |
|---|---|---|
| 薄刃型/切槽鋸 | 切斷與薄槽 | 深度大於寬度、降低材料損耗 |
| 側刃與端面 Cutter | 槽、側壁與底面 | 如鍵槽等穩定加工 |
| 半側刃 Cutter | 單側肩部加工 | 階梯加工與單側精加工 |
| 成形槽銑刀 | 輪廓成形 | 高效率加工與量產零件 |
選擇 Cutter 時,請確認切削寬度、寬度範圍、排屑性與可轉位性。 對於量產,可轉位工具將成為強力候選。

4. 從端銑刀切換的判斷基準
適合使用端銑刀的情況
當需要發揮端銑刀的通用性時,例如淺槽、複雜形狀、在通用機台上以單一工具加工,以及重視換線/設定效率的小批量生產,端銑刀較為適合。
槽銑刀更具優勢的情況
對於深而窄的槽、側壁精度、切斷與窄槽加工、長加工長度、量產、兩平行面同時加工、避讓干涉,以及 5 軸機的側向接近加工,值得考慮槽銑刀。
若不確定:看到這些徵兆就考慮槽銑刀
- 槽很深但很窄
- 使用端銑刀會顫振,或槽寬不穩定
- 切屑堵塞、側壁撓曲,或端銑刀折損
- 加工時間很長
- 刀具無法從正面進入,或應避免長懸伸
重點
槽銑刀往往是切槽中生產率最高的選項之一
由於其周向多刃、可減少不必要的懸伸,並能相對於槽寬選用更有利的直徑,尤其當槽寬越小時,相對於端銑刀的優勢越明顯。
5. 發揮性能的基本要點 ─ 懸伸量、齒數與切屑
1. 盡可能縮短懸伸量
心軸長度、支撐剛性、墊片精度與組裝精度,會直接影響加工結果。 懸伸量過大會造成側壁撓曲、尺寸波動與顫振。
2. 齒數並非越多越好
齒數增加可提升生產率,但會降低容屑槽容量。 在黏性材料、長切屑應用與深槽中,增加齒數可能反而產生負面效果。 也可能導致有效切屑厚度的問題,後文將說明。
3. 不可低估跳動
安裝面髒污、墊片精度不佳或夾持不足,可能使負荷集中在特定切削刃上。 這會導致表面粗糙、崩刃與槽寬劣化,因此組裝前檢查至關重要。
4. 排屑優先
深槽常見問題是切屑再切削或切屑卡滯。 冷卻方式的到達性、排屑方向與切削方向應成套設計。
5. Cutter 進入工件的方式會影響刀具壽命
若刀具突然以滿負荷咬入,出口側厚切屑與衝擊會縮短刀具壽命。 採用滾入式進刀並在進刀時降低進給,是有效對策。
6. 槽銑刀最常被忽略的重點 ─ 切屑厚度
由於結構特性,槽銑刀往往在ae/DC較小的條件下運作。 若僅依表觀進給率決定切削條件,切削刃可能會變成「在摩擦而非切削」。
結論
刀具本就僅輕微咬入,進給卻又被進一步降低
這是槽銑刀最常見的失敗模式。 當出現噪音、燒傷、過早磨耗或表面粗糙時,請先檢查切屑厚度。
恢復正常切削的步驟
- 確認在該 ae/DC 比例下是否確保足夠的切屑厚度
- 將fz提高至適當值
- 必要時,減少齒數以提高每齒的切削負荷
- 重新調整主軸轉速與進給率的平衡
- 由「摩擦」回到「正常切削」
重點
切削條件的設定方式,可能會讓您自己限制了刀具性能
槽銑刀是高生產率工具。 在認定「刀具切不動」之前,請先懷疑進給率可能只是太低。
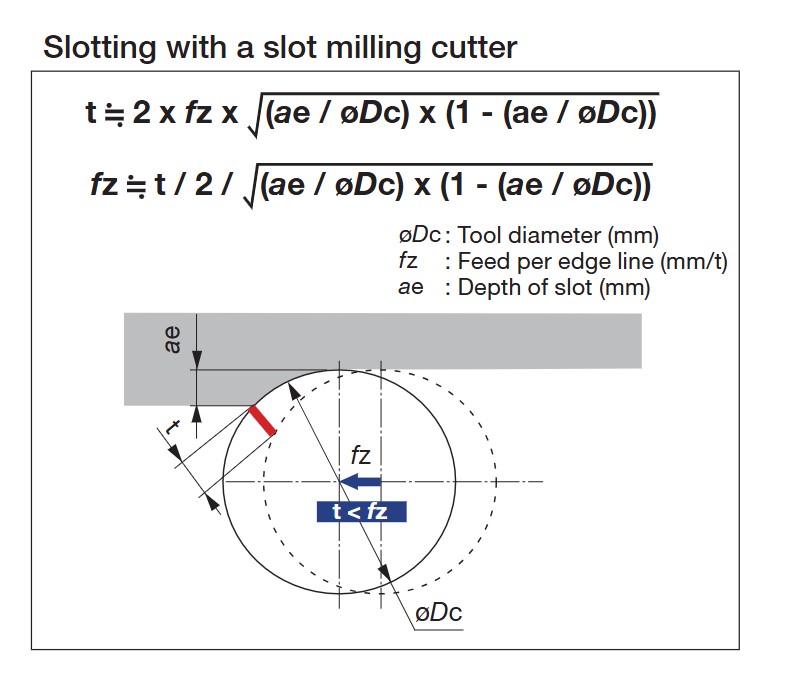
簡易切屑厚度計算器
輸入刀具直徑 DC、徑向切深 ae、齒數 z、主軸轉速 n 與工作台進給 Vf,本工具可即時計算每齒進給 fz、最大切屑厚度 hex、平均切屑厚度 hm與ae/DC。
ae/DC = ae / DC
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* 適用於 ae < DC 的周邊銑削之近似公式。 全槽加工時,設定 ae = DC,則 hex = fz,且 hm ≒ 2fz/π。
計算器使用方式
- 輸入您目前的加工條件— DC、ae、z、n 與 Vf
- 若hex 低於 0.02 mm,摩擦風險很高。 請考慮提高 fz 或減少齒數
- 若ae/DC 低於 10%,通常需要將進給提高到表觀 fz 的數倍,才能達到正常切削
7. 依症狀分類的故障排除指南
| 症狀 | 主要原因 | 檢討重點 |
|---|---|---|
| 顫振 | 懸伸量過大/突然咬入/因進給不足造成摩擦 | 縮短懸伸量、略降主軸轉速、提高 fz 讓刀具切削、檢討刃形與齒數 |
| 槽寬不穩定 | 跳動/組裝時混入異物/薄壁工件撓曲 | 檢查墊片與接觸面、考慮可調寬配置、強化夾治具 |
| 側壁撓曲 | 心軸撓曲/支撐平行度不佳/切削力過大 | 檢查支撐平行度、縮短懸伸量、檢討每刀去除量 |
| 刃口崩裂或過早磨耗 | 切屑堵塞/進刀衝擊/負荷不均 | 改善排屑、進刀時降低進給、降低跳動、檢討齒數 |
| 燒傷或尖銳噪音 | 切削速度過高/因進給過低造成摩擦/薄刃鋸片共振 | 先降低主軸轉速,再調整至適當進給。 使用薄型切槽鋸時避免過高切削速度 |
8. 特定產業專用槽銑刀 ─ 特殊成形 Cutter 的世界
標準型錄品與自動繪圖系統只能涵蓋可用參數化表達的特殊形狀。 然而在實際製造中,對於以一次走刀完成複雜成形輪廓精加工有明確需求。
此時就需要完全客製的特殊成形 Cutter。 Tungaloy 在汽車、建設機械、能源與產業機械等產業應用方面擁有豐富經驗。
重點
依各產業應用量身打造的客製化
自動繪圖系統以速度與標準化為設計重點。 特殊成形 Cutter 則旨在將標準工具無法涵蓋的複雜形狀整合為單一工具完成。
1. 齒輪銑削 Cutter ─ 在建設機械、農業機械、產業機械與風力發電齒輪上的實績表現
- 應用:齒輪、花鍵軸、鋸齒等零件的齒形加工
- 優勢:將齒形內建於切削刃,可一次走刀完成齒槽成形。 在通用加工中心上也能更容易進行齒輪加工
- 關鍵亮點:依模數、齒數、壓力角與變位量匹配的完全客製設計
2. 用於支架與煞車卡鉗加工的 Cutter
- 應用:汽車煞車卡鉗、懸吊支架與底盤零件的階梯槽、圓弧槽及複雜輪廓加工
- 優勢:最佳化齒列配置設計,可抑制低剛性工件的顫振
- 關鍵亮點:在量產線上兼顧刀具壽命與尺寸穩定性的規格設計
3. 用於螺旋轉子加工的 Cutter
- 應用:螺旋壓縮機、螺旋泵與真空泵之陰陽轉子槽的粗加工至半精加工
- 優勢:以專用刃形輪廓對複雜螺旋形狀進行成形加工
- 關鍵亮點:針對各轉子直徑、導程與齒形,近乎一品一樣的完全客製設計。 亦支援高齒高與複雜曲線

跨多元產業的廣泛採用實績
Tungaloy 的特殊成形 Cutter 多年來已在汽車、建設機械、農業機械、產業機械與能源等關鍵產業的量產現場廣泛使用。 透過齒輪、支架與卡鉗、螺旋轉子等應用,Tungaloy 累積了可對應各產業加工需求的設計訣竅與龐大應用資料庫。
結論
無法完全以自動繪圖系統表達的形狀,正是特殊成形 Cutter 的強項所在
由於 Tungaloy 已在多個產業建立實績,可針對各種加工課題設計最佳化 Cutter。
總結 ─ 發揮槽銑刀的價值
槽銑刀並非「只用於切斷與切槽的工具」。 在深槽、側壁精度、避讓干涉,以及 5 軸機的側向接近加工等現代加工課題中,能展現其真正價值。
然而,由於槽銑刀因工具特性而傾向在小 ae/DC 下運作,理解切屑厚度是設定切削條件的起點。
- 槽銑刀擅長切槽、側壁加工、切斷與避讓干涉
- 在切槽中,往往是生產率最高的選項之一
- 懸伸量、組裝與跳動決定加工結果
- 齒數並非越多越好。 請確認容屑槽容量與排屑性
- 不要立刻認定「刀具切不動」;請先懷疑「進給率太低」
- 當 ae/DC 很小時,務必檢查切屑厚度
- 對於標準工具或自動繪圖系統無法涵蓋的形狀,特殊成形 Cutter可實現製程整合
槽銑刀的選用可依加工課題難度逐步考量:「標準系列/可換頭工具 → 透過自動繪圖建立的特殊工具 → 完全客製的特殊成形 Cutter」。在理解基礎後,請選擇最符合您自身加工應用難度的選項層級。