抑制顫振,突破極限。 一支刀具兼顧粗加工與精加工——複合刃端銑刀

開槽加工時的顫振、粗加工端銑刀造成的表面粗糙、粗加工與精加工之間更換刀具的麻煩——Tungaloy 獨特的 Combination Edge 設計可解決現場的這些課題。 其 將波形與直線切削刃結合的專有刃形 Geometry——競品無法提供——可抑制顫振,並以單一刀具完成從粗加工到精加工的所有工序。 可換頭式 VEE-C 與整體式 FinishMeister——兩條產品線涵蓋所有應用。 本文以 內部測試數據 與 5 個使用者加工案例研究 為依據,深入解析 Combination Edge 的能力。
1. 端銑削最大的課題是「顫振」——現場數據揭示了什麼
目前在端銑削中,最困擾多數工廠的課題是什麼?
答案在 Tungaloy 於 2023 年方肩銑削研討會所進行的調查中清楚呈現。
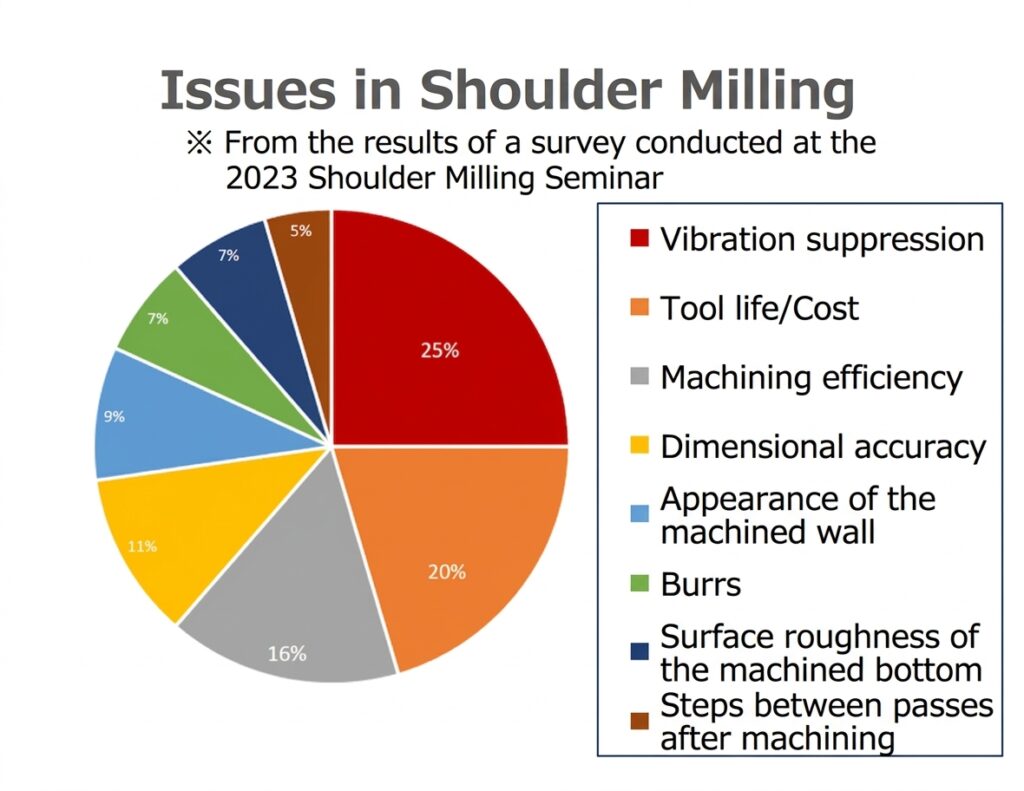
| 排名 | 課題 | 比例 |
|---|---|---|
| 第 1 名 | 顫振抑制 | 25% |
| 第 2 名 | 刀具壽命/成本 | 20% |
| 第 3 名 | 加工效率 | 16% |
| 第 4 名 | 尺寸精度 | 11% |
| 第 5 名 | 側壁表面外觀 | 9% |
| 第 6 名 | 毛邊 | 7% |
| 第 7 名 | 底面粗糙度 | 7% |
| 第 8 名 | 走刀間的階梯痕 | 5% |
每 4 位受訪者就有 1 位將「顫振抑制」列為首要課題。 其穩居第 1 名,領先「刀具壽命/成本」(第 2 名)與「加工效率」(第 3 名)。
此調查針對方肩銑削,但在開槽加工中情況更為嚴峻。 開槽加工在結構上更容易產生顫振,相較方肩銑削更甚。
- 同時參與切削的 Flute 數多——同時切削刃數達到最大,使切削阻力遠高於方肩銑削
- 切屑排出困難——切屑易堆積於槽底,可能造成二次切削、熱累積與損傷
- 顫振放大——全周切入+長懸伸使振動更容易發生
- 斷裂風險——深槽(1×D 以上)時刀具撓曲增加,直接導致斷裂
然而,許多工廠仍習慣選用「常見的通用 4 刃端銑刀」。 依據 Tungaloy 的銷售數據(2022–2025),以 Flute 數計,4 刃端銑刀占端銑刀使用量的 84%。 雖然幾乎都是因其通用性而被選用,但 4 刃端銑刀並非專為顫振抑制而設計。
如何在開槽加工中同時抑制顫振,並兼顧效率與穩定性? 答案就是 Combination Edge。
2. 解決方案的關鍵:什麼是 Combination Edge?
Combination Edge 結構
FinishMeister 與 VEE-C 刀頭所採用的 Combination Edge,是一種 專有刃形 Geometry:波形切削刃與直線切削刃交替配置。
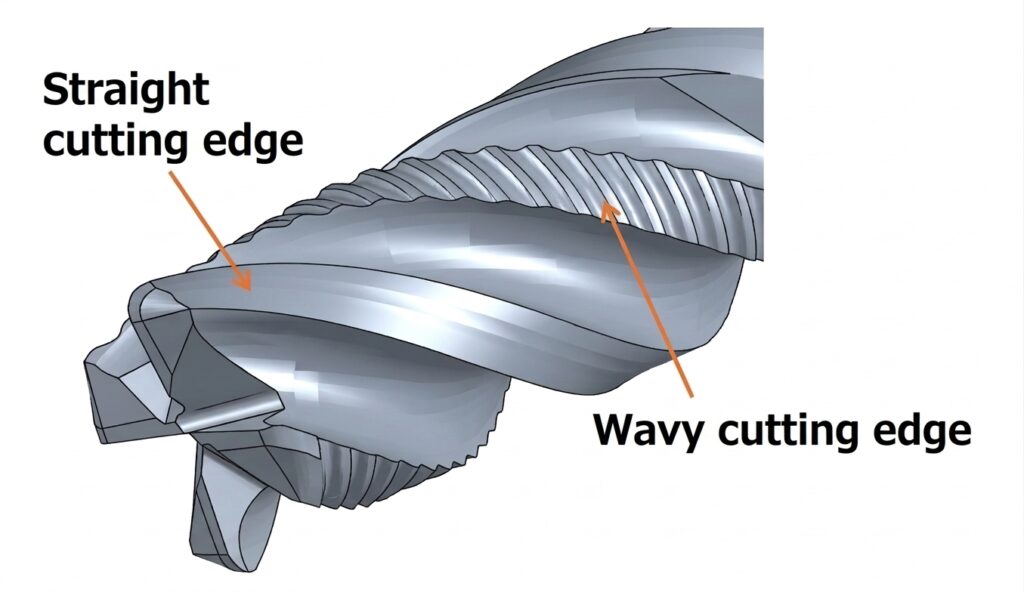
此結構具備兩個明確的作用:
- 波形切削刃——分散接觸刃長以降低切削阻力。抑制顫振
- 直線切削刃——修整波形刃留下的表面,消除粗加工端銑刀常見的粗糙紋理。 確保表面精加工品質
換言之,單一刀具即可同時達成「粗加工降低阻力」與「確保表面精加工品質」。
與其他刃型的差異
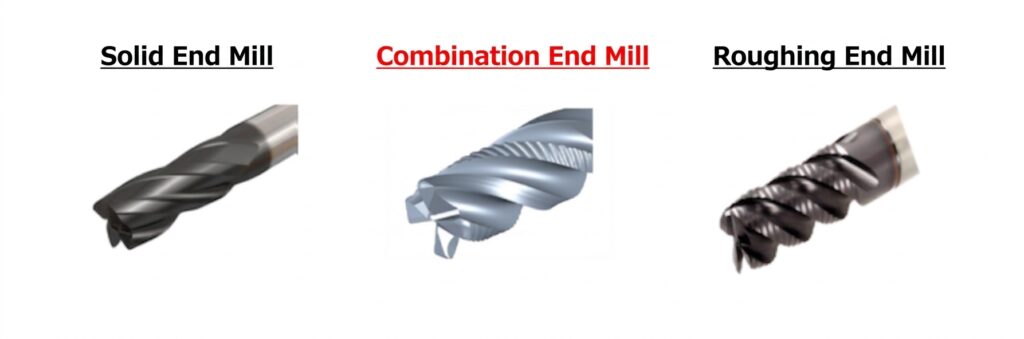
| 刃型 | 顫振抑制 | 表面品質 | 應用範圍 | 備註 |
|---|---|---|---|---|
| 通用 4 刃(不等分/不等導程) | △ | ○ | 通用(開槽加工、方肩銑削) | 深槽有斷裂風險 |
| 粗加工 | ◎ | × | 所有粗加工 | 表面粗糙需另用精加工刀具 |
| Combination | ○ | ○ | 從開槽加工到方肩銑削(粗+精) | 一支刀具完成粗到精 |
重點
僅 Tungaloy 才有的獨特刃形 Geometry——兩條產品線
Combination Edge 具備與粗加工端銑刀同等級的顫振抑制能力,同時可達到接近通用 4 刃端銑刀的表面精加工品質。 此組合在任何競品中都不存在——這是 唯有 Tungaloy 才能提供的刃形 Geometry。
Combination Edge——兩條產品線
Tungaloy 以 兩個產品系列 提供 Combination Edge。 可依加工條件、成本與應用需求選擇最佳產品線。
| 產品 | 類型 | 刀具直徑 | 特點與應用 | |
|---|---|---|---|---|
 |
VEE-C | 可換頭 (TungMeister) |
φ10–φ25 | 更換刀頭可降低運行成本。 可搭配高剛性刀桿,適用於低剛性機台 |
 |
FinishMeister | 整體式 | φ6–φ20 | 可從小直徑開始選用。 在複合加工機與長懸伸應用上具備實績。 Kondo Iron Works 已發表案例研究 |
兩者皆採用 相同的 Combination Edge 設計理念(波形+直線刃交替)。 本文的數據與案例主要聚焦於 VEE-C,但 Combination Edge 在 FinishMeister 上同樣能發揮同等效果。
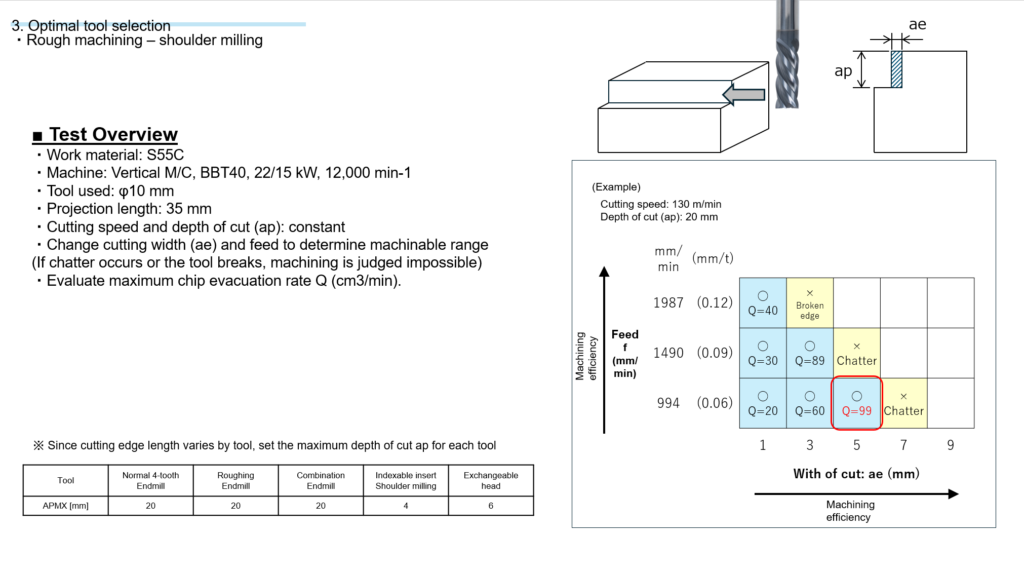
3. 實測數據比較——為何在開槽加工、方肩銑削與精加工表現出色
以下將以 Tungaloy 內部大量切削測試數據,從 三個面向——開槽加工、方肩銑削與精加工 驗證 Combination Edge 的性能。
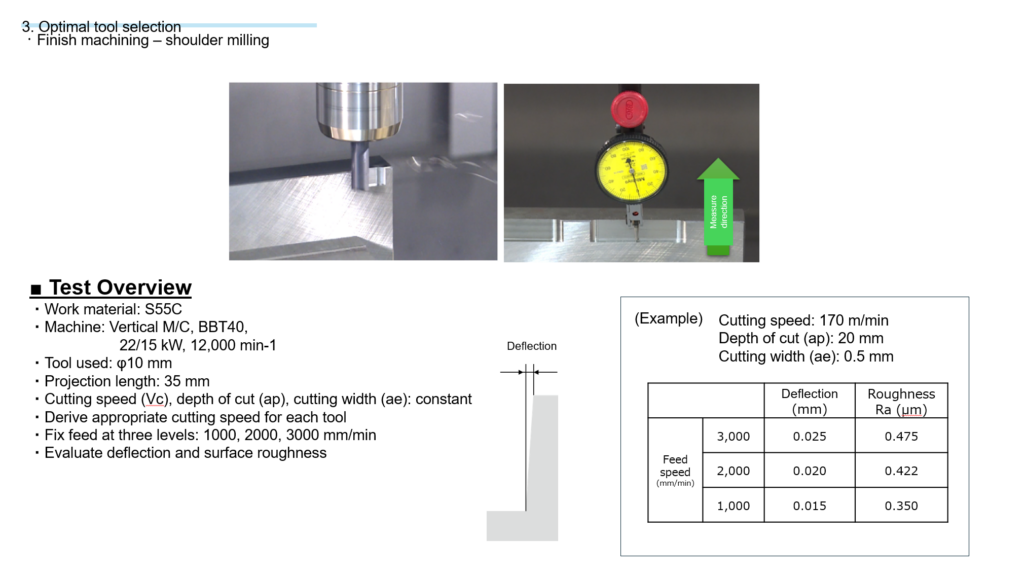
測試概要
| 工件材質 | S55C |
|---|---|
| 機床 | Vertical machining center BBT40(22/15kW,12,000 min⁻¹) |
| 刀具直徑 | φ10mm |
| 懸伸長度 | 35mm(L/D=3.5) |
| 切削速度 | Vc = 100 m/min *為評估目的,採用易產生顫振的速度進行測試 |
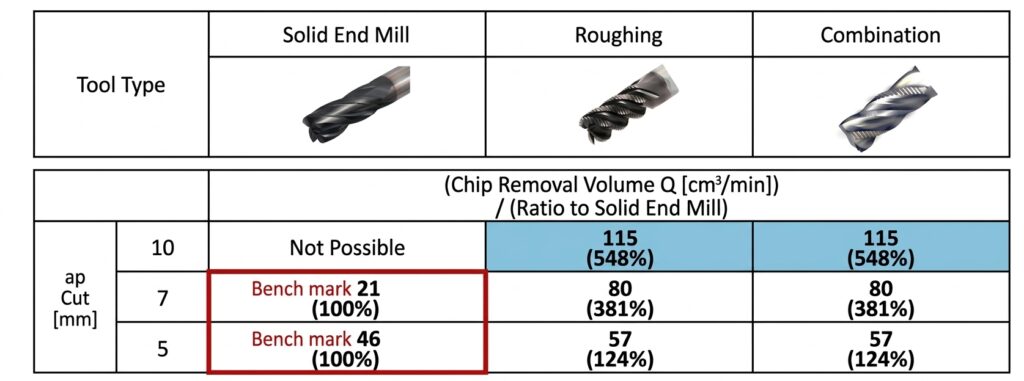
① 開槽加工——深槽加工的壓倒性效率
在開槽加工中,切削刃以全周與工件接觸,切削阻力高,顫振/斷裂風險遠高於方肩銑削。 正是在這種嚴苛環境下,Combination Edge 的波形切削刃能發揮最大的 切削阻力分散效果。
關鍵數據
在 1×D 深槽時,相較通用 4 刃提升 548%
在 ap=10mm(槽深 1×D)時,通用 4 刃 無法加工。 Combination Edge 達成 相較通用 4 刃的切屑去除率 548%。 在此深槽範圍——高進給刀具與可轉位刀片類型無法運作——唯有 Combination Edge 能實現穩定加工。
為何深槽加工能力強? ——波形切削刃可分散每個 Flute 的接觸刃長,緩和全周切入造成的切削阻力急遽上升。 因此可抑制顫振,即使在通用 4 刃無法承受的深度,也能持續加工而不斷裂。
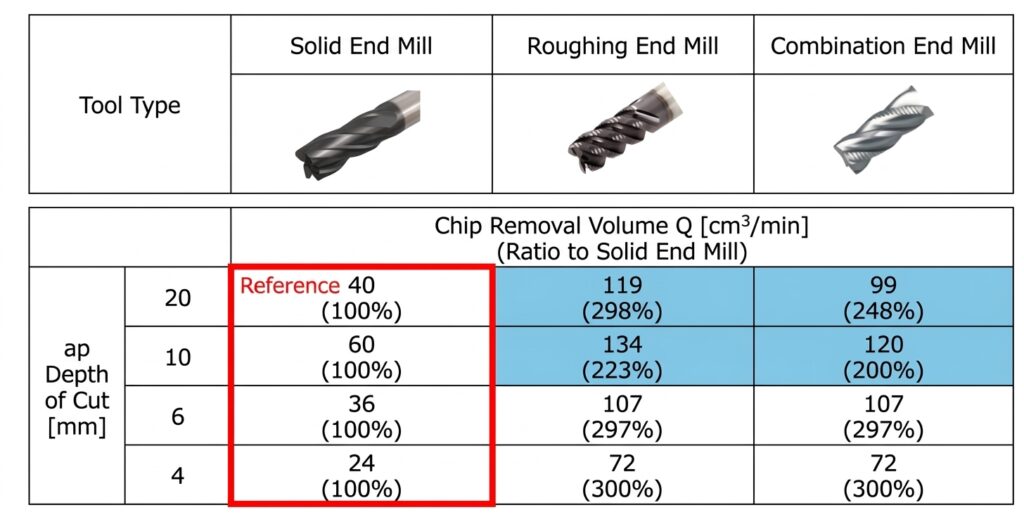
② 方肩銑削——顫振更少,就能更敢「推條件」
如第 1 節所述,方肩銑削的首要課題是「顫振抑制」(25%)。 Combination Edge 在方肩銑削同樣兼具顫振抑制與高效率。
從數據可得三個重點:
重點 1:ap≤6mm 時,效率與粗加工端銑刀完全相當
在 ap=4–6mm 範圍——實際方肩銑削最常用的切深——Combination Edge 的 切屑去除率幾乎與粗加工端銑刀相同。 相較通用 4 刃,最高可達 300%(3×)。 在此範圍內,就效率而言 Combination=粗加工。
重點 2:即使 ap=10–20mm 深切削,也可達通用 4 刃的 2–2.5×
即使在 ap=20mm 的深方肩銑削中,Combination Edge 也可達通用 4 刃的 248%。 雖不及粗加工端銑刀,但仍保持第二高的效率。 此外,由於粗加工端銑刀無法達到下述的精加工品質,若將精加工納入,Combination Edge 往往在整體製程效率上更具優勢。
重點 3:顫振更少,就能「把條件推得更高」
Combination Edge 的波形切削刃在方肩銑削同樣能分散接觸刃長,降低切削阻力。 因此 可抑制顫振,更容易提高 Vc 與 fz。 除了數據所示的效率差異外,從「現場是否真的能提高條件」的角度來看,這是一項重大優勢。
實際上,在案例 3(SS400、BT40)中,以 VEE-C 替換粗加工端銑刀後提高了條件——Vc:100→120 m/min、fz:0.12→0.15 mm/t——效率提升 1.5×、刀具壽命提升 1.7×。「不會顫振,所以能推更高」——這正是使用者在現場的真實感受。
方肩銑削總結
相較通用 4 刃,效率最高可達 3×
在方肩銑削中,Combination Edge 相較通用 4 刃最高可達 3× 效率。 在 ap≤6mm 時,效率與粗加工端銑刀完全相當。 此外,顫振抑制效果也帶來提高切削條件的空間,使實際效率提升可超越僅從數據推估的幅度。
③ 精加工——已證實的表面品質可與通用 4 刃相當
「我理解它能抗顫振、粗加工效率高,但 Combination Edge 真的能做出好的精加工面嗎?」——這是最常被問到的問題。
簡要結論是:Combination Edge 的表面精加工品質幾乎可與通用 4 刃相當。 請參考研討會測試中量測的側壁撓曲與表面粗糙度 Ra 數據。
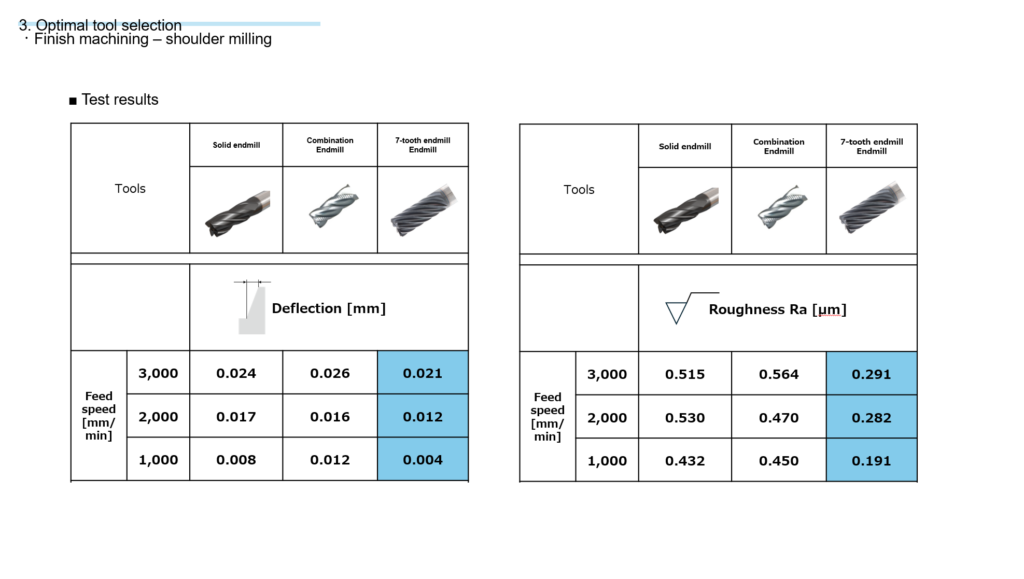
側壁撓曲比較 [mm]
| 進給速度 | 通用 4 刃 | Combination | 差異 | 7 刃(參考) |
|---|---|---|---|---|
| 3,000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2,000 mm/min | 0.017 | 0.016 | −0.001 | 0.012 |
| 1,000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
表面粗糙度 Ra 比較 [μm]
| 進給速度 | 通用 4 刃 | Combination | 差異 | 7 刃(參考) |
|---|---|---|---|---|
| 3,000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2,000 mm/min | 0.530 | 0.470 | −0.060 | 0.282 |
| 1,000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
從數據可得重點如下:
① 相較通用 4 刃,撓曲與 Ra 的差異極小
最大撓曲差為 0.004mm,最大 Ra 差為 0.049μm。 兩者皆 在實務加工上不構成顯著差異。 在 2,000 mm/min 進給速度下,Combination Edge 在撓曲與 Ra 兩項指標上甚至 優於 4 刃(數值更低)。
② 與粗加工端銑刀相比,精加工品質是完全不同的層級
粗加工端銑刀全由波形切削刃構成,會留下表面不平整,需另行精加工。 Combination Edge 的直線切削刃可修整表面,達成 與粗加工端銑刀截然不同的精加工品質。 這正是「一支刀具兼顧粗加工與精加工」得以實現的直接原因。
③ 無法超越專用 7 刃精加工刀具,但應用定位不同
若需 Ra 約 0.2μm 等級的高精度精加工,多刃的 7 刃刀具最為合適。 然而,對於一般精加工公差(約 Ra 0.5μm),Combination Edge 已完全足夠。 此外,Combination Edge 可直接由粗加工轉入精加工,省去換刀與段取。
精加工總結
表面精加工品質可與通用 4 刃相當
Combination Edge 的表面精加工在撓曲與 Ra 兩方面皆 與通用 4 刃同等。 它不只是「只能粗加工的刀具」——數據證明它可用單一刀具完成從粗加工到精加工。 對於約 Ra 0.5μm 的一般精加工,無需在粗加工與精加工之間更換刀具。
第 3 節總結——涵蓋開槽加工、方肩銑削與精加工的多用途性能
| 比較面向 | 相較通用 4 刃 | 相較粗加工端銑刀 |
|---|---|---|
| 開槽加工效率 | 最高 5.5×(548%) | 相當或更佳(深槽更優) |
| 方肩銑削效率 | 最高 3×(300%) | 相當(ap≤6mm) |
| 顫振抑制 | 壓倒性優勢 | 相當(開槽加工更優) |
| 表面精加工品質 | 相當(撓曲/Ra 差異極小) | 壓倒性優勢 |
| 刀具整合 | — | 粗+精一支刀具完成 |
Combination Edge 並非「只適用開槽加工的刀具」。在開槽加工具壓倒性效率、在方肩銑削兼具高效率與顫振抑制、且精加工表面可與通用 4 刃相當——它是唯一能在三個面向皆展現高性能的刃形 Geometry。
4. 實際表現:使用者加工案例研究(5 個成功案例+已發表案例)
除內部測試數據外,5 件使用者現場評估皆獲得「win」評價。 以下將介紹 VEE-C(可換頭)與 FinishMeister(整體式)的案例。
案例概要
| # | 產品 | 加工方法 | 工件材質 | 刀具直徑 | 機床 | 效率比 | 刀具壽命比 |
|---|---|---|---|---|---|---|---|
| 案例 1 | FinishMeister | 方肩銑削(閥件) | SUS316 | φ12 | 複合加工機 | 3× | 15× |
| 案例 2 | FinishMeister | 方肩銑削(活塞) | FCD500 | φ25 | 大型臥式 M/C/HSK100 | 3× | 相同 |
| 案例 3 | VEE-C | 方肩銑削 | SS400/160HB | φ25 | 立式 M/C/BT40 | 1.5× | 1.7× |
| 案例 4 | VEE-C | 開槽加工 | SKD11/40HRC | φ12 | 立式 M/C/BT50 | 2× | 2× |
| 案例 5 | VEE-C | 開槽加工 | SUS430F | φ10 | 立式 M/C/BT30 | 2.8× | 相同 |
亮點
VEE-C 與 FinishMeister 皆獲「win」評價
無論可換頭或整體式,Combination Edge 的效果皆已獲得驗證。 效率最高可達 3×、刀具壽命最高可達 15×,不受產品型式影響皆能帶來顯著改善。
FinishMeister 案例研究
案例 1 SUS316 閥件加工:效率 3×、刀具壽命 15×
加工內容
- 加工方式:方肩銑削(閥件外徑)
- 工件材質:SUS316(不鏽鋼)
- 刀具直徑:φ12
- 機台:複合加工機
- 產業:汽車
課題
- 因工件夾持剛性不足無法車削;先前以 4 刃整體硬質合金端銑刀加工
- 生產力停滯。 隨磨耗進展產生振動,刀具壽命短
採用 FinishMeister 的改善
- 使用刀具:TEFS120B44-26C12-83(AH725)
- Vc:40→60 m/min、fz:0.06 mm/t、ap=5 mm、ae:1→2 mm——提高條件
- MRR:1.27 → 3.82 cm³/min(效率 3×)
- 切削長度:0.3 → 4.5 m(刀具壽命 15×)
- 波形切削刃降低切削阻力,即使磨耗進展仍能抑制振動
重點
效率 3×、刀具壽命 15×——大幅改善
即使在夾持剛性不足的環境下,Combination Edge 的低阻力特性仍達成效率 3× 與刀具壽命 15×。 即便提高切削速度仍能抑制振動,可在更激進的條件下穩定加工。
案例 2 FCD500 活塞環加工:效率 3×+刀具整合

加工內容
- 加工方式:方肩銑削(活塞外徑車銑)
- 工件材質:FCD500(球墨鑄鐵)
- 刀具直徑:φ25
- 機台:大型臥式加工中心(#50/HSK100)
- 產業:造船
課題
- 先前使用兩支端銑刀——一支粗加工、一支精加工
- 換刀麻煩與循環時間成為問題
採用 FinishMeister 的改善
- 使用刀具:TEFS250E44-52C25CF121(AH725)
- Vc:79→120 m/min、fz:0.07 mm/t、ap=30 mm、ae:3→6 mm——提高條件
- MRR:25.35 → 77.01 cm³/min(效率 3×)
- 刀具壽命與先前相當——無問題
- 粗加工與精加工 整合為單一 FinishMeister。 已導入量產線
重點
效率 3×+刀具整合——導入量產
由兩支刀具整合為單一 FinishMeister,達成效率 3×。 刀具壽命維持相當,因此導入量產線。
VEE-C 案例研究
案例 3 替換粗加工端銑刀:效率 1.5×+刀具整合
加工內容
- 加工方式:方肩銑削
- 工件材質:SS400(160HB)
- 刀具直徑:φ25
- 機台:立式 M/C/BT40
課題
- 目前使用競品硬質合金粗加工端銑刀
- 整體端銑刀切深僅能到 20mm。 發生切削刃損傷
- 粗加工與精加工需分別使用不同刀具
採用 VEE-C 的改善
- Vc:100→120 m/min、fz:0.12→0.15 mm/t——提高條件
- MRR:61.12 → 91.67 cm³/min(約 +50%)
- 刀頭壽命:每刀頭 3 件 → 每刀頭 5 件(1.7×)
- 粗加工+精加工 整合為單一 VEE-C。 換刀時間亦縮短
重點
效率 1.5×+刀具壽命 1.7×+刀具整合
粗加工端銑刀無法提供精加工品質,且需另用精加工刀具。 VEE-C 將粗加工+精加工整合為一支刀具,同時達成效率 1.5× 與刀具壽命 1.7×。
案例 4 由 2 支 HSS 刀具整合為 1 支 VEE-C:效率 2×、刀具壽命 2×

加工內容
- 加工方式:開槽加工
- 工件材質:SKD11(40HRC)
- 刀具直徑:φ12
- 機台:立式 M/C/BT50
課題
- 目前使用 2 刀具 HSS 配置:粗加工端銑刀+HSS 精加工端銑刀
- 換刀麻煩與循環時間成為問題
- HSS 刀具限制加工速度
採用 VEE-C 的改善
- 條件 B:Vc=40、ap=4、ae=12、fz=0.03 → MRR:3.06 → 6.11 cm³/min(2×)
- 每刀頭 5 件(刀具壽命 2×)
- 粗加工與精加工 整合為單一 VEE-C → 無需換刀
重點
效率 2×、刀具壽命 2×——大幅改善
由 2 刀具 HSS 配置整合為單一 VEE-C。 效率 2×、刀具壽命 2×——大幅改善。 即使在 SKD11 40HRC 高硬度下也能穩定加工。
來源:TR78848
案例 5 切深加倍以縮短循環時間

加工內容
- 加工方式:開槽加工&方肩銑削
- 工件材質:SUS430F
- 刀具直徑:φ10
- 機台:立式 M/C/BT30
課題
- 現用競品硬質合金端銑刀因顫振而限制可達切深(ap)
- 在低剛性 BT30 環境下難以提高條件
採用 VEE-C 的改善
- 切深由 ap=1mm 提高至 2mm
- 測試 3:Vc=66、ap=2、ae=10、fz=0.05 → MRR:8.40 cm³/min
- 刀具壽命與先前相當,表面精加工品質亦相當。 切削聲音安靜
重點
切深加倍以縮短循環時間
運用 VEE-C 的抗顫振能力以縮短循環時間。 即使在低剛性 BT30 機台上,也能在激進條件下穩定加工。
已發表案例研究:Kondo Iron Works × FinishMeister Combination Edge
上述 5 個案例來自內部測試報告,另有一則 正式發表 的成功案例。

Kondo Iron Works Co., Ltd.(愛知縣犬山市)專精於工具機與建設機械零件加工。 該公司在複合加工機上導入 Combination Edge 整體端銑刀 FinishMeister φ12,取得顯著成果。
| 使用產品 | FinishMeister φ12(Combination Edge 整體端銑刀) |
|---|---|
| 加工內容 | 軸類圓筒部位的方肩銑削與開槽加工(螺栓座、鍵槽) |
| 工件材質 | S45C |
| 機床 | 複合加工機(一次夾持多面加工) |
| 課題 | 在複合加工機上,端銑刀長懸伸 易產生顫振 → 無法提高切削條件 |
| 切削條件 | Vc=100 m/min、f=0.26 mm/rev(fz=0.065)、ap=7–8 mm、ae=12 mm |
成果:
- 縮短加工時間——Combination Edge 的顫振抑制使高切深加工成為可能。 減少走刀次數,縮短循環時間
- 刀具整合——一支刀具兼具粗加工能力與精加工品質。 粗加工與精加工整合為單一刀具
工廠主管評語
「在易產生顫振的長懸伸加工中,取得顯著成果」
「透過減少切削走刀次數縮短加工時間」
「將刀具懸伸設定更長,也能在不同段取間共用刀具」
VEE-C 是將 Kondo Iron Works 已驗證的同一 Combination Edge 以可換頭形式 採用的產品。 整體式 FinishMeister 與可換頭 VEE-C——可依應用與經濟性從兩條產品線中選擇。
總結——抑制顫振,接著進行下一刀
本文透過結構、數據與案例,展示了 Tungaloy 的 Combination Edge 能力。 重點如下:
- 端銑削最大的課題是「顫振」——實地調查中,25% 的現場受訪者將其列為第 1 名
- Combination Edge 是獨一無二的 Geometry——波形刃抑制顫振,直線刃修整表面
- 已在 874 組測試條件中驗證——開槽加工效率最高 5.5×、方肩銑削最高 3×。表面精加工可與通用 4 刃相當
- 5 個使用者案例皆獲「win」評價——效率最高 3×、刀具壽命最高 15×
- 已在 BT30、BT40 與複合加工機上驗證——即使低剛性、長懸伸也能穩定加工
- 一支刀具兼顧粗加工與精加工——刀具整合可降低段取時間與成本
- 兩條產品線涵蓋所有應用——VEE-C(可換頭)與 FinishMeister(整體式)
若您正面臨開槽加工效率提升、顫振對策或刀具整合等課題,建議試用 Combination Edge。