日本磐城 – 2025 年 9 月 – 泰珂洛公司 (總裁:木下聰,總部:福島縣磐城市) 宣布擴展其塗層 CBN 系列 (BM05M/BXA10/BXA20/BR35F),透過新增針對硬化鋼高速加工的全新 BM05M 材質,強化其產品組合。 強化後的產品陣容現包含四種塗層 CBN 材質,提供卓越的耐磨性、延長刀具壽命,以及針對各種加工條件和應用量身打造的靈活材質選擇系統。
挑戰與趨勢
在量產環境中,尤其是在專注於汽車零件的環境中,加工硬化鋼時對更高切深和提高生產力的需求日益增長。 然而,傳統 CBN 材質在此領域面臨重大挑戰。
其中一個主要問題是高速加工期間刀具壽命短,尤其是由於月牙窪磨損,這會導致刀具過早失效。 因此,使用高成本的 CBN 刀片提高性價比一直很困難,使得平衡高速加工與長刀具壽命變得具有挑戰性。
這些條件產生了對能夠在硬化鋼加工中提供更高效率和穩定性能的新解決方案的強烈需求。
產品概述
用於硬化鋼高精度加工的塗層 CBN 系列 BM05M/BXA10/BXA20/BR35F 提供卓越的耐磨性和熱穩定性,即使在斷續切削中也能提供長刀具壽命和一致的性能。 提供多種材質以適應各種加工條件。

優點與特點
特點 1:高速加工中卓越的耐磨性
- 採用 TiCN 基高硬度塗層,即使在升高溫度下也能提供卓越的耐磨性
- 特殊設計的 CBN 基材可抑制後刀面磨損和月牙窪磨損
- 在切深超過 Vc = 200 m/min 的硬化鋼連續高速加工中實現長刀具壽命

特點 2:靈活的材質選擇以匹配加工條件
- 新增 BM05M 將塗層 CBN 產品陣容擴展至四種材質
- 根據加工條件和工件材料實現最佳材質選擇
- 支援從高精度到高效率加工的廣泛需求

特點 3:適用於廣泛應用的多功能刀片形狀
- 提供多種刀片幾何形狀,包括斷屑槽、刮削刀片和 MiniForceTurn
- 為每次精加工提供最佳切削性能
- 有助於減少換刀頻率和穩定加工品質





切削性能
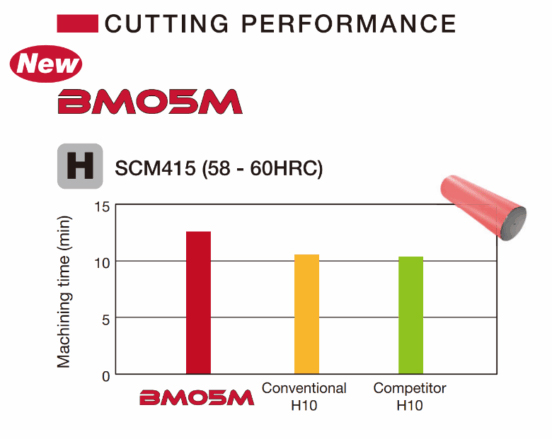
| 刀片 | DNGA150408 |
| 切深 | Vc = 300 m/min |
| 進給量 | f = 0.08 mm/rev |
| 切削深度 | ap = 0.1 mm |
| 加工 | 連續切削 |
| 冷卻方式 | 濕式 |
BM05M 在硬化鋼的超高速連續切削中提供了卓越的耐磨性。