

用于大直径钻孔加工的可换钻尖式钻头
钻头采用特殊锁紧理念和两个有效切削刃的钻尖实现了优异的孔质量和较高的生产效率


应用& 特点
应用

特点
1. 两个有效切削刃
• 带两个有效切削刃的钻尖实现较高的生产效率和可靠性。
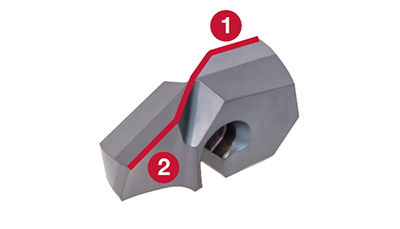
2.特殊锁紧系统
• 无需将钻体从刀柄或主轴拆除就能更换钻尖,避免了重新对刀的麻烦。
• 对称形状的钻尖不仅保证了重型加工中的稳定性,而且还防止了钻尖安装错误。
• 钻体对钻尖拥有宽支撑面实现了牢固的刀片锁紧。

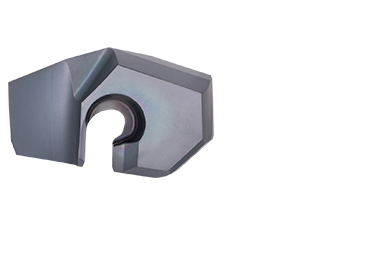
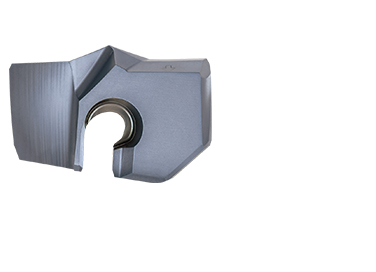
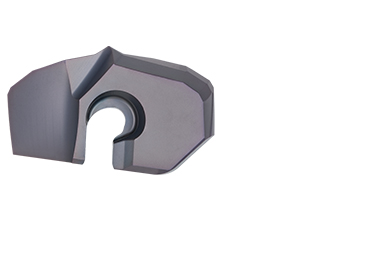
刀片 & 材质
刀片
材质
钻体

实际案例
案例 #1
通用工程
| 零件: | 阀门 |
| 材料: | SUS304 / X5CrNi18-9 |
| 钻体: | TIS300F40-5 |
| 钻尖: | SMP300 |
| 材质: | AH725 |
| 加工条件: | Vc = 60 (m/min) f = 0.25 (mm/rev) Vf = 160 (mm/min) H = 120 (mm) 机床: 卧式加工中心 |

案例 #2
重工业
| 零件: | 回转支承 |
| 材料: | SCM440 / 42CrMo4 |
| 钻体: | TIS330F40-5 |
| 钻尖: | SMP331 |
| 材质: | AH725 |
| 加工条件: | Vc = 100 (m/min) f = 0.4 (mm/rev) Vf = 380 (mm/min) H = 150 (mm) 机床: 立式加工中心 |

标准加工条件
SMP / SMF
| ISO |
Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
||
|---|---|---|---|---|---|
| Vc (m/min) | ø20 – 29.9 | ø30 – 35.9 | ø36 – 41 | ||
 |
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
 |
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
40 – 80 | 0.15 – 0.3 | 0.2 – 0.3 | 0.2 – 0.35 |
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 | |
 |
Non ferrous materials | 100 – 200 | 0.4 – 0.6 | 0.4 – 0.6 | 0.5 – 0.7 |
 |
Heat-resistant alloys Inconel718, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
| Titanium alloys Ti-6AI-4V, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 | |
 |
Hard materials | 20 – 60 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
SMC
| ISO | Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
|---|---|---|---|
| Vc (m/min) | ø20 – 33 | ||
|
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | |
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | |
|
Hard materials | 20 – 60 | 0.1 – 0.2 |





更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.