

拥有强壮和平滑切削刃的方肩铣刀
优化的切削刃完整性,实现最大生产效率和刀具可靠性


应用 & 特点
应用







特点
1. 阵容丰富的经济型4刀尖双面刀片
2. 2款刀片可用
• LQMU11-E-MJ 用于三维加工
• LQMU11/18-MJ 用于一般方肩铣削加工
3. S出色的刃口完整性
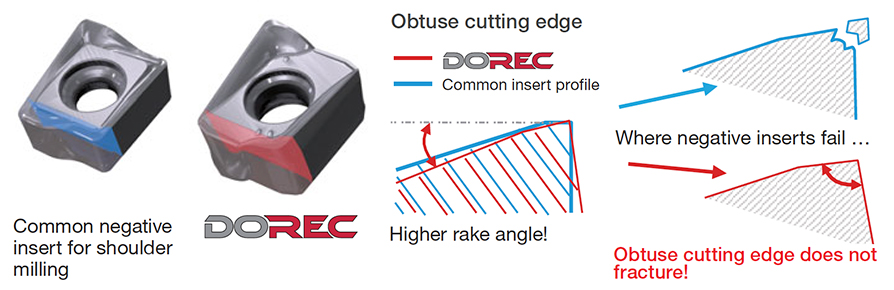
4. 更高的每齿进给能力
刀片 & 材质
刀片

主要材质
刀体


实际案例
案例 #1
通用工程
| 零件: | 法兰板 |
| 材料: | 马氏体不锈钢 |
| 刀盘: | TPQ11R080M27.0E10 (ø80, z = 10) |
| 刀片: | LQMU110708PXER-MJ |
| 材质: | AH3135 |
| 加工条件: | Vc = 180 (m/min) fz = 0.15 (mm/t) Vf = 1074 (mm/min) ap = 1.0 (at 1.0 mm helix pitch) (mm) ae = 50 (mm) 应用:螺旋插补铣扩孔加工 冷却方式: 干切 机床: 立式加工中心, BT50 |

案例 #2
通用加工
| 零件: | 机床零件 |
| 材料: | S55C / C55 |
| 刀盘: | TPQ11R050M22.0E06 (ø50, z = 6) |
| 刀片: | LQMU110708PXER-MJ |
| 材质: | AH3135 |
| 加工条件: | Vc = 180 (m/min) fz = 0.15 (mm/t) Vf = 1035 (mm/min) ap = 9 (competitor’s ap = 8) (mm) ae = 26 (mm) 应用: 方肩铣削 冷却方式: 外冷 机床: 立式加工中心, BT50 |

案例#3
通用加工
| 零件: | 底座 |
| 材料: | SS400 / E275A |
| 刀盘: | TPQ11R040M16.0E04 (ø40, z = 4) |
| 刀片: | LQMU110708PXER-MJ |
| 材质: | AH120 |
| 加工条件: | Vc = 176 (m/min) fz = 0.15(其它品牌: fz = 0.12) (mm/t) Vf = 860(其它品牌: Vf = 720) (mm/min) ap = 4 (0.38º坡铣角) (mm) ae = 10 (mm) 应用: 扩充,螺旋插补铣 冷却方式: 外冷 机床: 立式加工中心, BT50 |

标准加工条件
| ISO | 工件材料 | 硬度 | 优先程度 | 断屑槽 | 材质 | 切速 Vc (m/min) |
每齿进给 fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
 |
低碳钢 S15C, etc. C15E4, 等 |
– 200 HB | 首选 | MJ | AH3225 | 100 – 250 | 0.1 – 0.25 | |
| 低切削力 | ML | AH3225 | 100 – 250 | 0.1 – 0.25 | ||||
| 高碳钢 S45C, S55C, 等 C45, C55, 等 |
200 – 300 HB | 首选 | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| 低切削力 | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| 合金钢 SCM440, SCr415, 等 42CrMo4, 等 |
– 300 HB | 首选 | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| 低切削力 | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| 工具钢 SKD11,等 X153CrMoV12, 等 |
30 – 40 HRC | 首选 | MJ | AH3225 | 100 – 180 | 0.1 – 0.2 | ||
| 低切削力 | ML | AH3225 | 100 – 180 | 0.1 – 0.2 | ||||
 |
不锈钢 SUS304, 等 X5CrNi18-9, 等 |
– 200 HB | 首选 | ML | AH3135 | 90 – 180 | 0.1 – 0.25 | |
| 抗崩刃性 | MJ | AH3135 | 90 – 180 | 0.1 – 0.25 | ||||
 |
灰铸铁 FC250,等 250,等 |
150 – 250 HB | 首选 | MJ | AH8015 | 140 – 250 | 0.1 – 0.25 | |
| 低切削力 | ML | AH8015 | 140 – 250 | 0.1 – 0.25 | ||||
| 耐磨损 | MJ | T1215 | 200 – 400 | 0.1 – 0.25 | ||||
| 球墨铸铁 FC400, 等 450-10S, 等 |
150 – 250 HB | 首选 | MJ | AH8015 | 110 – 200 | 0.1 – 0.25 | ||
| 低切削力 | ML | AH8015 | 110 – 200 | 0.1 – 0.25 | ||||
| 耐磨损 | MJ | T1215 | 150 – 300 | 0.1 – 0.25 | ||||
 |
钛合金 Ti-6AI-4V, 等 |
– | 首选 | ML | AH3135 | 30 – 60 | 0.08 – 0.2 | |
| 抗崩刃性 | MJ | AH3135 | 30 – 60 | 0.08 – 0.2 | ||||
| 耐热合金 Inconel 718, 等 |
– | 首选 | ML | AH8015 | 20 – 50 | 0.06 – 0.15 | ||
| 抗崩刃性 | MJ | AH8015 | 20 – 50 | 0.06 – 0.15 | ||||
 |
淬火钢 | SKD61,等 X40CrMoV5-1, 等 |
40 – 50 HRC | 首选 | MJ | AH8015 | 45 – 70 | 0.08 – 0.15 |
| SKD11, 等 X153CrMoV12, 等 |
50 – 60 HRC | 首选 | MJ | AH8015 | 40 – 65 | 0.06 – 0.1 | ||


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.