日本磐城 – 2024 年 12 月 – 泰珂洛公司(總裁:Satoshi Kinoshita,總部:福島縣磐城市)宣布擴展其 TungForce-Rec 方肩銑刀系列,增加新的 18 尺寸刀片。這些刀片通過反向正前向設計和 V 形底結構提供更高的切削效率和穩定性,確保耐用性、剛度並降低切削阻力。結合多功能破碎錘選項,擴展的產品陣容為各種加工應用提供可靠、經濟高效的解決方案。
挑戰和趨勢
在方肩銑削領域,特別是在涉及黑尺和鑄造表面的高負荷加工中,出現了重大挑戰。傳統的帶有雙角刀片的方肩立銑刀通常缺乏足夠的切削刃強度,從而限制了加工效率的提高。此外,在加工需要高精度的大型部件或零件時,經常發生刀具偏斜引起的顫振和切削刃崩刃等問題,對加工穩定性提出了持續的挑戰。這些挑戰和市場條件在廣泛的行業中很常見,包括汽車零部件、航空航太、模具、建築機械和工業機械部件。市場對能夠提供更高加工效率和可靠性的新解決方案的需求不斷增長,因此開發此類產品成為當務之急。
產品概述
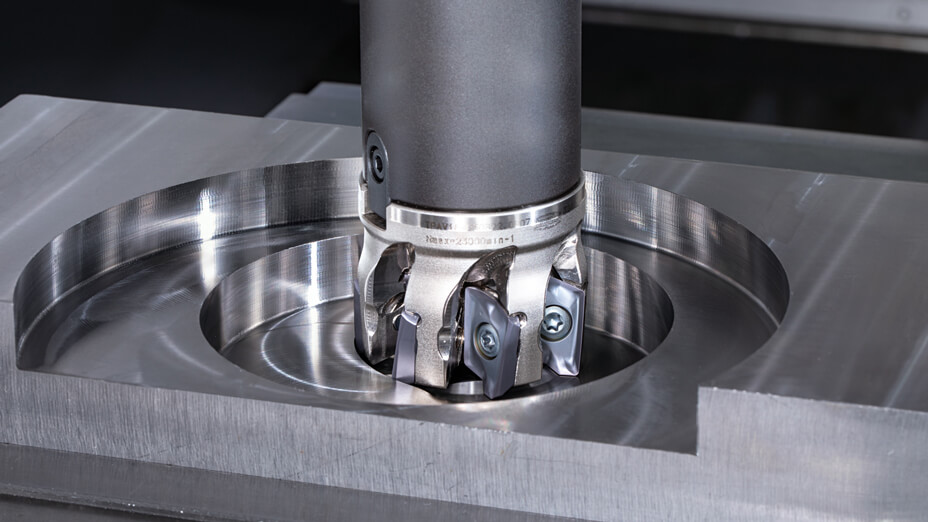
TungForce-Rec 是一款專為方肩銑削而設計的高精度、高效率銑刀。採用獨特的 V 形底刀片和夾緊機構,可提供穩定的加工性能。它適用於各種材料和行業。耐磨塗層可確保較長的刀具壽命,有助於提高生產率並節省成本。

優點和特點
特點 1:高切削刃強度
反向正前角刀片設計確保了更大的刀片橫截面積,從而實現了高抗崩刃性。
大前角設計降低了切削阻力,實現了高效加工。
提供多功能MM斷屑槽和切削刃增強型MT斷屑槽之間的選擇,為特定應用提供量身定製的最佳切割性能。

特點 2:提高可靠性
V 型底刀片設計可確保更大的芯厚和更厚的背板,從而提高刀體的剛度。
與競爭對手相比,使用更大的螺釘尺寸,增強了刀片夾緊系統的可靠性。這確保了即使在苛刻的加工條件下也能保持穩定的性能。
高剛性設計將加工過程中的振動降至最低,有助於提高表面光潔度品質。

切割性能
刀具壽命比較:S55C / C55
![]()

| 刀具 | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| 刀片 | AVMT180708PDER-MM AH3225 / AVMT180708PDER-MT AH3225 |
| 工件材料 | S55C / C55 |
| 切割速度 / 每齒進給量 | Vc = 160 m/min, fz = 0.2 mm/t |
| 切割深度/寬度 | ap = 2 mm,ae = 35 mm |
| 冷卻液 | 乾燥 |
※在銑刀上僅放置一個刀片時
MM 斷屑槽的刀具壽命延長了 1.5 倍,MT 延長了 1.2 倍。
刀具壽命比較: Inconel 718 (38 HRC)
![]()

| 刀具 | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| 刀片 | AVMT180708PDER-MM AH8015 / AVMT180708PDER-MT AH8015 |
| 工件材料 | Inconel 718 (38 HRC) |
| 切削速度/每齒進給量 | Vc = 15 m/min, fz = 0.08 mm/t |
| 切割深度/寬度 | ap = 15 mm,ae = 10 mm |
| 冷卻液 | 濕法 (僅在銑刀上放置一個刀片時執行) |
※在銑刀上僅放置一個刀片時
MM 斷屑槽的刀具壽命延長了 3.5 倍,MT 延長了 3.0 倍。
表面處理
![]()

面銑
| 刀具 | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| 刀片 | AVMT180708PDER-MM AH3225 |
| 工件材料 | S55C / C55 |
| 切削速度 / 每齒進給量 | Vc = 120 m/min, fz = 0.15 mm/t |
| 切割深度/寬度 | ap = 15 mm,ae = 20 mm |
| 冷卻液 | 乾燥 |
與競爭對手相比,表面品質更好。
牆面裝飾
![]()

方肩銑削
| 刀具 | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| 刀片 | AVMT180708PDER-MM AH3225 |
| 工件材料 | S55C / C55 |
| 切削速度 / 每齒進給量 | Vc = 120 m/min, fz = 0.15 mm/t |
| 切割深度/寬度 | ap = 15 mm,ae = 20 mm |
| 冷卻液 | 乾燥 |
比競爭對手更好的牆壁台階。
成功案例
延長刀具壽命
TungForceRec18 由於其高切削刃強度,實現了穩定的加工而不會產生崩刃。
| 工業 | 重工 |
| 元件 | 結構機械零件 |
| 材料 ISO 代碼 | P – 鋼 |
| 工件材料 | 高合金鋼 |
| 機床(主軸式) | 立式加工中心 大型 (#50, HSK100) |
| 刀具系列 | 銑削 |
| 刀具類別 | 方肩銑削 |
| 產品名稱 | TungForce-Rec |
| TSR 編號 | 5071米 |
延長刀具壽命
TungForceRec18 結合堅固的切削刃和 AH3225 材質,將機加工零件的數量從 7 個增加到 10 個,刀具壽命延長了 1.4 倍。
| 行業 | 工程 |
| 元件 | 支架 |
| 材料 ISO 代碼 | P – 鋼 |
| 工件材料 | SKD11 |
| 機床(主軸式) | 立式加工中心中(#40, HSK63) |
| 刀具系列 | 銑削 |
| 刀具類別 | 方肩銑削 |
| 產品名稱 | TungForce-Rec |
| TSR 編號 | 5073米 |
延長刀具壽命
TungForceRec18 採用低電阻 MM 斷屑槽,通過增加齒數和進給率,抑制了顫振,實現了 2.1 倍的加工效率提升。
| 工業 | 重工 |
| 元件 | 外殼 |
| 材料 ISO 代碼 | P – 鋼 |
| 工件材料 | SS400 |
| 機床(主軸式) | 立式加工中心 大型(#50, HSK100) |
| 刀具系列 | 銑削 |
| 刀具類別 | 方肩銑削 |
| 產品名稱 | TungForce-Rec |
| TSR 編號 | 5074米 |
提高生產力
與競爭對手相比,TungForceRec18 擁有更多的切削刃,可實現穩定的加工而不會產生顫振。
結果,加工效率提高了 1.3 倍。
| 工業 | 重工 |
| 元件 | 機座 |
| 材料 ISO 代碼 | P – 鋼 |
| 工件材料 | SS400 |
| 機床(主軸式) | 立式加工中心 大型(#50, HSK100) |
| 刀具系列 | 銑削 |
| 刀具類別 | 螺旋插值 |
| 產品名稱 | TungForce-Rec |
| TSR 編號 | 5076米 |