使用 Tungaloy 的 CBN Premium 產品揭開尖端 CBN 加工知識的面紗
使用 Tungaloy 的優質車削產品進入 CBN 加工的世界。本文解釋了立方氮化硼 (CBN) 的基本原理,展示了影響工具性能的技術複雜性,並提供了 Tungaloy 關於選擇正確 CBN 解決方案的見解。探索 CBN 技術的最新趨勢,以獲得更高的性能和生產力。
目錄
-
-
-
什麼是 CBN?
-
CBN 的物理性能及其作為工具材料的特性
- CBN 特性及其影響
- CBN 含量及其與耐磨性和抗崩損性的關係
-
使用 Tungaloy 的最新刀具形狀提高加工性能
- 獨特的釺焊技術:波浪形接頭
- 邊緣處理(珩磨)
- Tungaloy 的 Hardbreaker 系列
- Tungaloy 獨特的週邊幾何刀片:GNGA/FNGA/YNGA
- MiniForce-Turn 控制器CBN 系列內圓車削
-
泰珂洛的 CBN 牌號及其特性
-
對 CBN Machecking 有疑問或疑慮?
-
-
什麼是 CBN?
汽車 、航空航太、石油和天然氣以及醫療等各個行業的技術進步導致了具有超強熱阻和耐磨性的材料的發展。這種尖端材料提高了材料的耐用性,但也給加工帶來了更大的挑戰。通常, 切削工具需要的硬度是被切削材料的三倍。因此,在加工 700Hv 左右的高硬度鋼時,切削刀具的硬度必須至少為 2100Hv。常見的硬質切削工具和刀片的硬度為 1500Hv,這對於這種高硬度材料來說是不夠的。

泰珂洛 是為數不多的能夠在內部生產燒結CBN(立方氮化硼)的公司之一,也稱為立方晶體氮化硼。這種材料是通過在非常高的壓力和溫度下壓縮硼和氮的化合物以及其他粘合材料而形成的。它是人類已知的第二硬材料,僅次於金剛石,硬度超過 7000Hv 且導熱性非常高。CBN 在高硬度鋼、燒結材料、鑄鐵和鉻鎳鐵合金的高速加工中起著至關重要的作用。
CBN 作為工具材料的物理性質和特性
CBN 特性及其影響
財產 |
影響 |
|---|---|
| 硬度僅次於鑽石 | 優異的耐磨性,適用於超過58HRc的淬硬鋼的高速加工。也適用於鑄鐵和含有磨料顆粒的燒結材料,與硬質金屬相比,可延長工具壽命。 |
| 卓越的耐熱性 – 高導熱性 | 高導熱性確保切削刃的有效散熱,這對於加工硬化鋼和鉻鎳鐵合金等硬質材料至關重要。 |
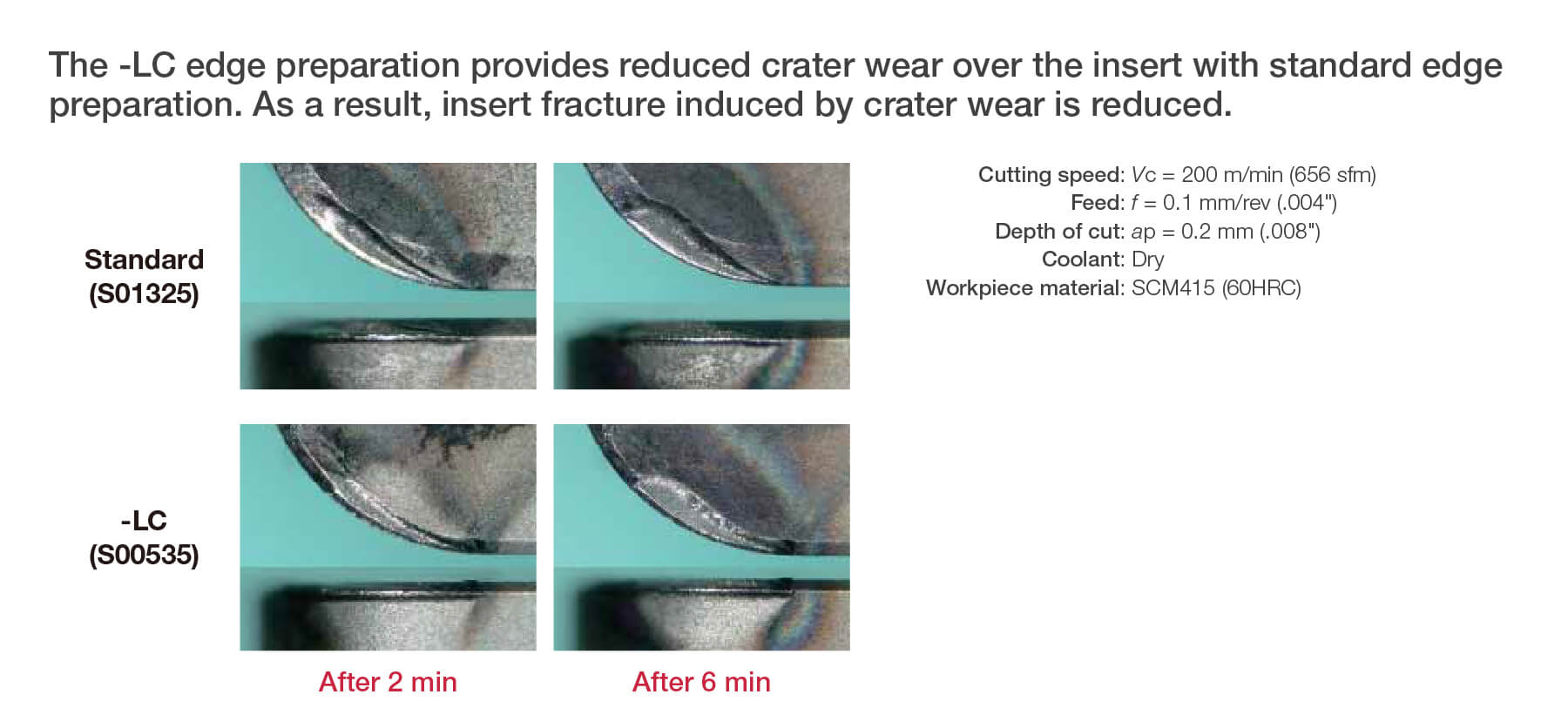
| 下具有出色的化學穩定性 | 顯著減少高溫下化學反應引起的月牙窪磨損 |
CBN 含量及其與耐磨性和抗崩損性的關係
CBN 含量 (vol. %) 在工具性能特徵中起著重要作用。CBN 牌號是通過將 CBN 顆粒與陶瓷或碳化物粘合劑混合而生產的。泰珂洛提供一系列CBN等級,CBN含量從45%到95%不等。
納入排除標準:
- 較低的 CBN 含量 提高了 耐磨性
- 更高的 CBN 含量 提高了 抗斷裂性
CBN 含量越低,材質的耐磨性越強,CBN 含量越高,車削淬硬鋼時材質的抗斷裂性就越強。

使用 Tungaloy 的最新刀具形狀提高加工性能
雖然CBN材質的性能本身很重要,但泰珂洛也專注於CBN工具形狀的開發。了解這些最新技術的優勢併為每種加工過程選擇合適的刀具可以延長刀具壽命、降低刀具成本並提高加工效率。
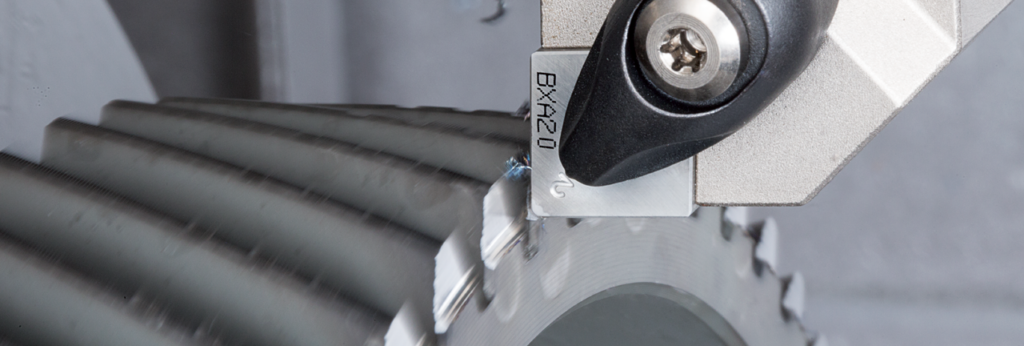
獨特的釺焊技術: 波浪形接頭
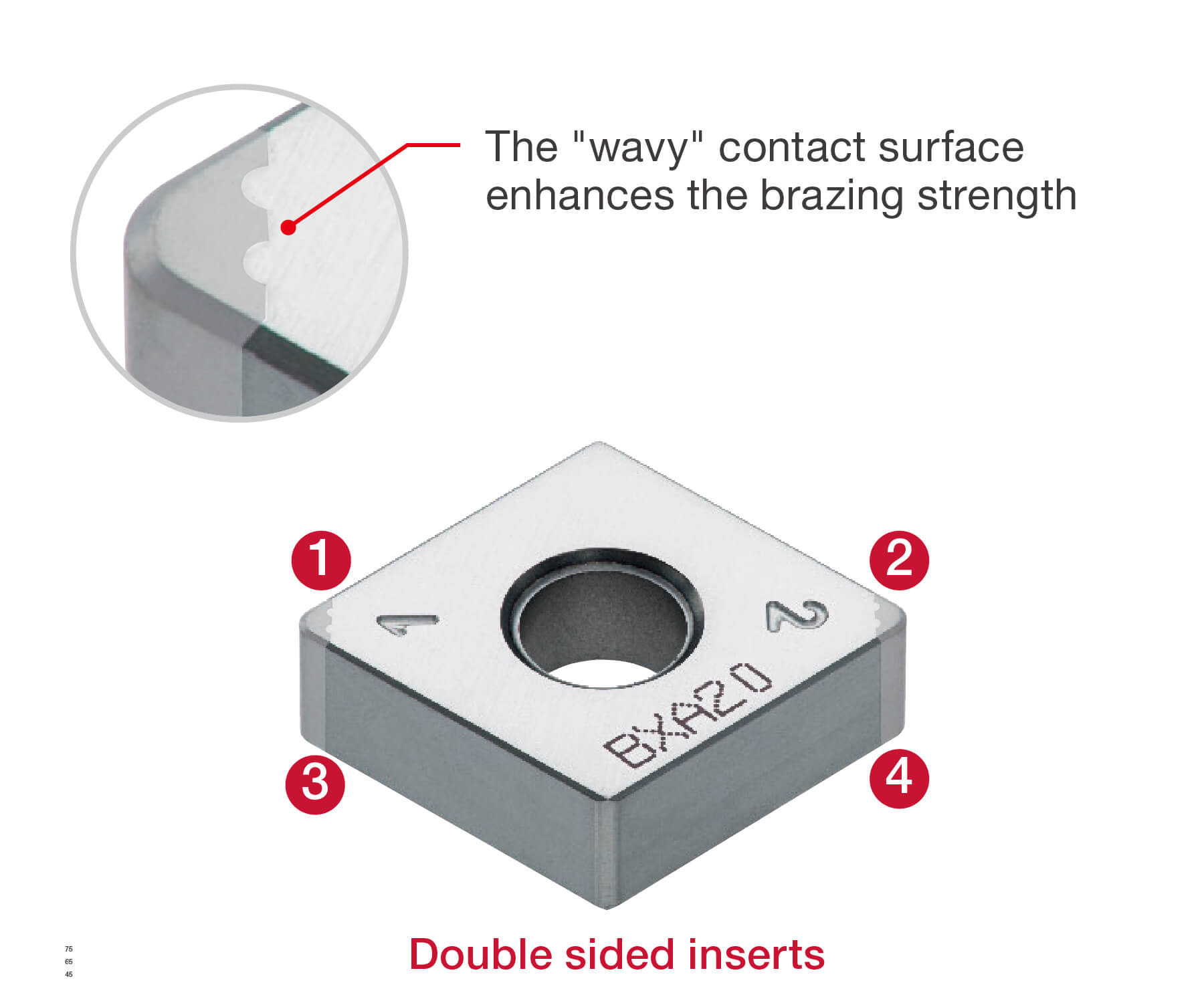
Tungaloy 波浪形接頭的關鍵點

1. 高連接強度
CBN 尖端的傳統釺焊方法將平面尖端的底面和側面連接起來。相比之下, 「波浪形接頭」 技術形成波浪形,使釺焊面積增加一倍,從而產生更強的粘合。
增加連接強度的好處:
- 提高了高深度切削操作的穩定性
- 在通常涉及重複應力的間斷加工過程中增強耐用性
2. 高導熱性
為了管理加工淬硬鋼產生的高熱量,CBN 刀片需要高效冷卻。CBN 的高導熱性是硬質金屬的四倍,這是關鍵。與傳統方法相比, 「波浪形接頭」 技術使 CBN 體積增加了一倍,從而增強了散熱。這對於在高速、深切削過程中減少磨損和延長刀具壽命至關重要。
改善散熱的好處:
- 有效消散高速加工過程中產生的切削熱,減少月牙窪磨損並延長刀具壽命。
- 增加的接合強度還有助於提高高速和高深度切削條件下的穩定性,從而提高加工效率。
邊緣處理(珩磨)
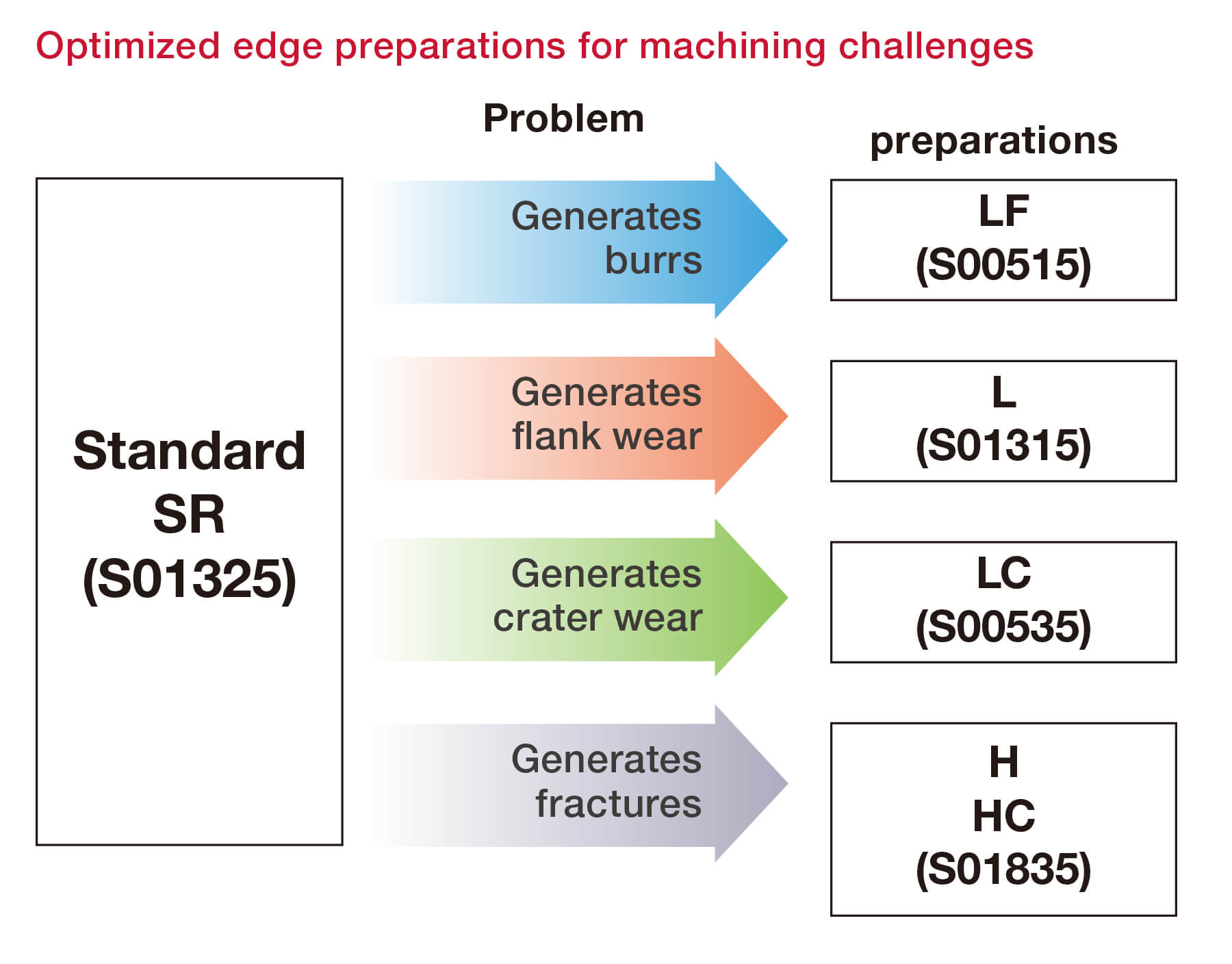
CBN 刀片的珩磨在提高切削性能和耐用性方面起著至關重要的作用。通過在切削刃附近形成一個鈍麵(稱為負刃帶),珩磨可以加強切削刃,這一過程有時稱為“切削刃殺傷”。儘管 CBN 的硬度很高,但由於抗崩損性較差,它比硬質合金更容易碎裂。為了解決這個問題,與硬質合金刀片相比,通常採用更大的珩磨。泰珂洛提供一系列的珩磨規格,包括不同的寬度和角度的負壓刃帶,根據特定的加工需求量身定製,確保最佳性能。
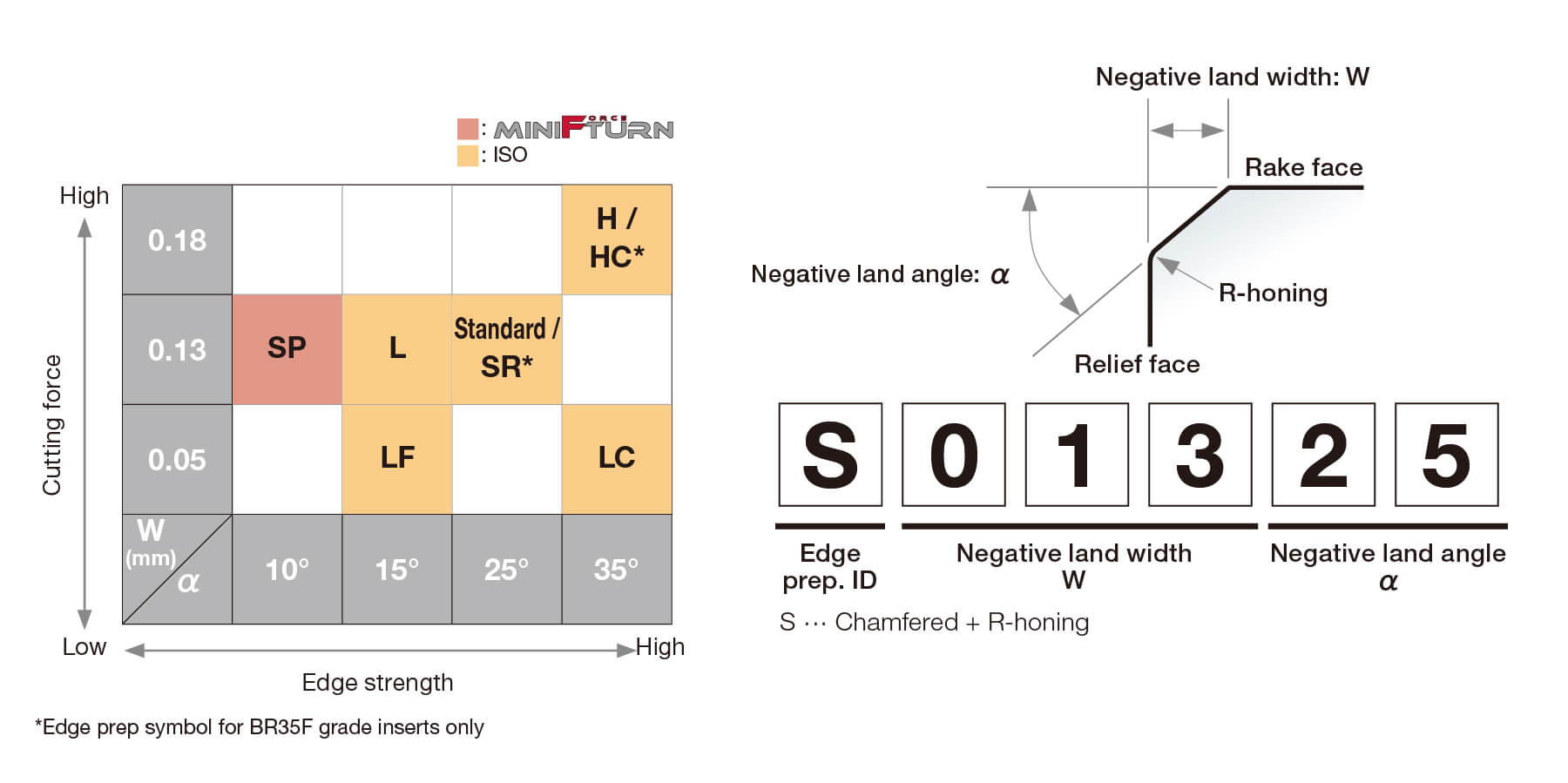
■珩磨規格 選擇指南
■切削阻力比較
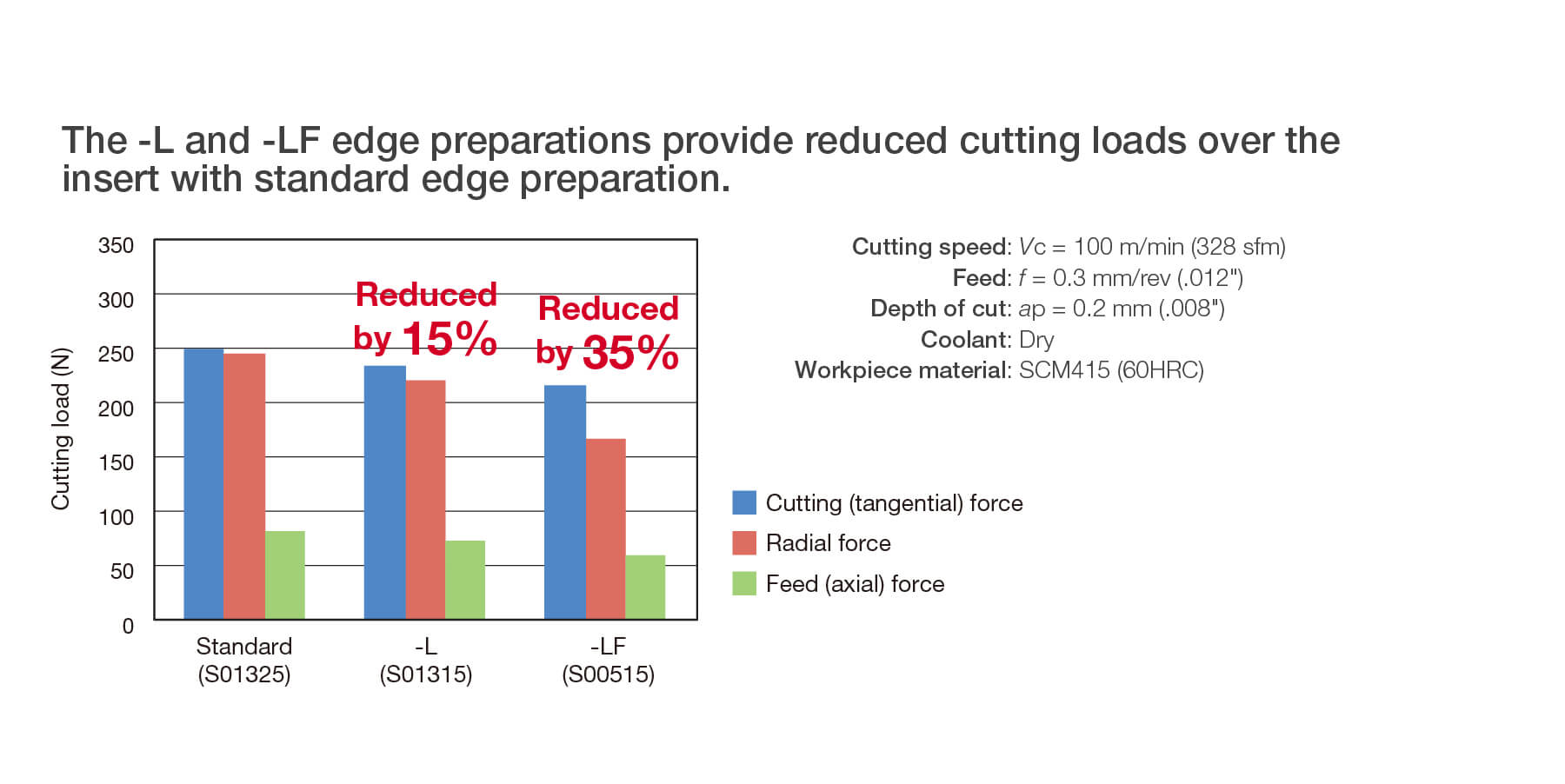
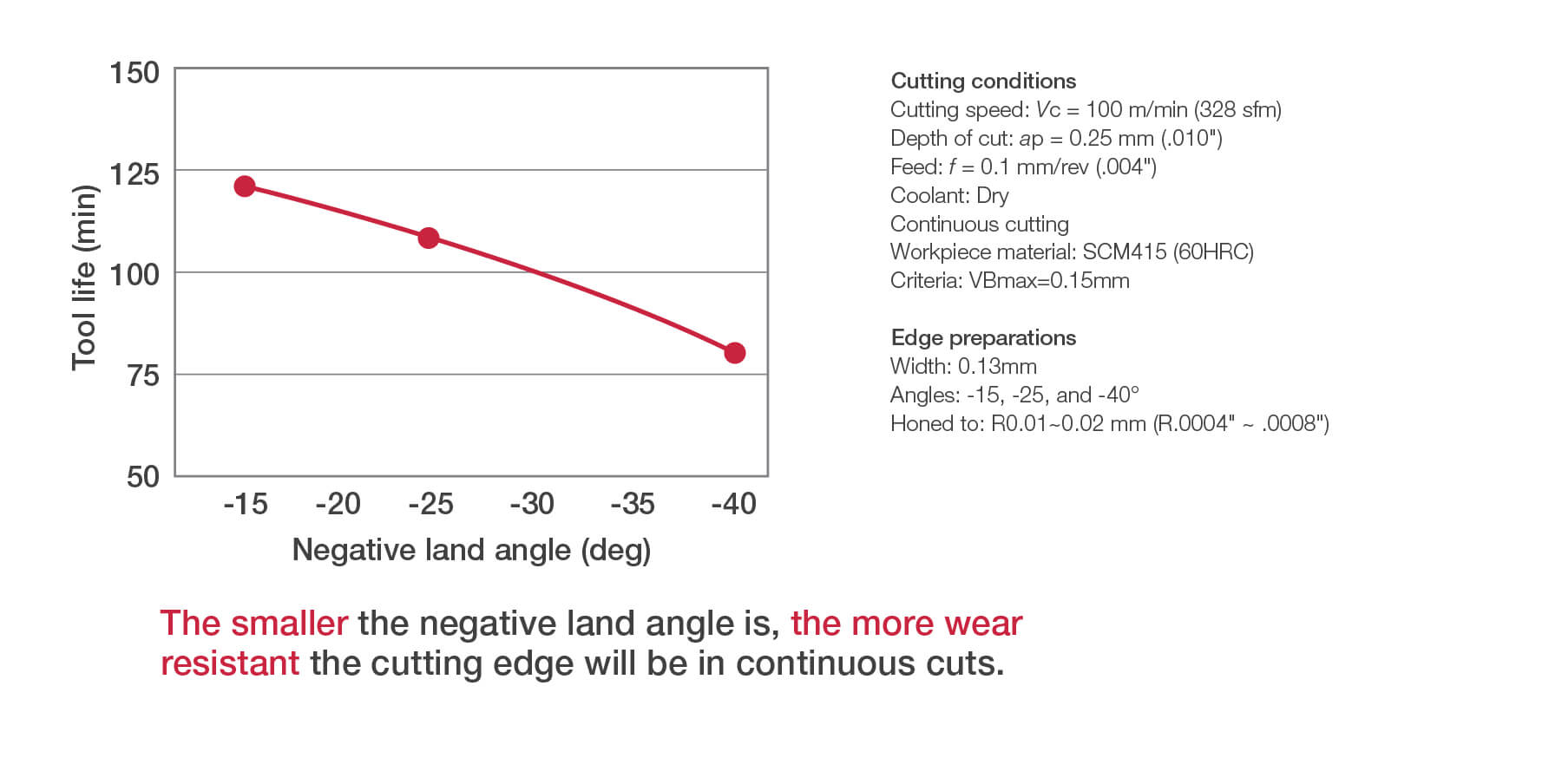
■連續加工時的耐磨性
■斷續加工時的抗崩損性
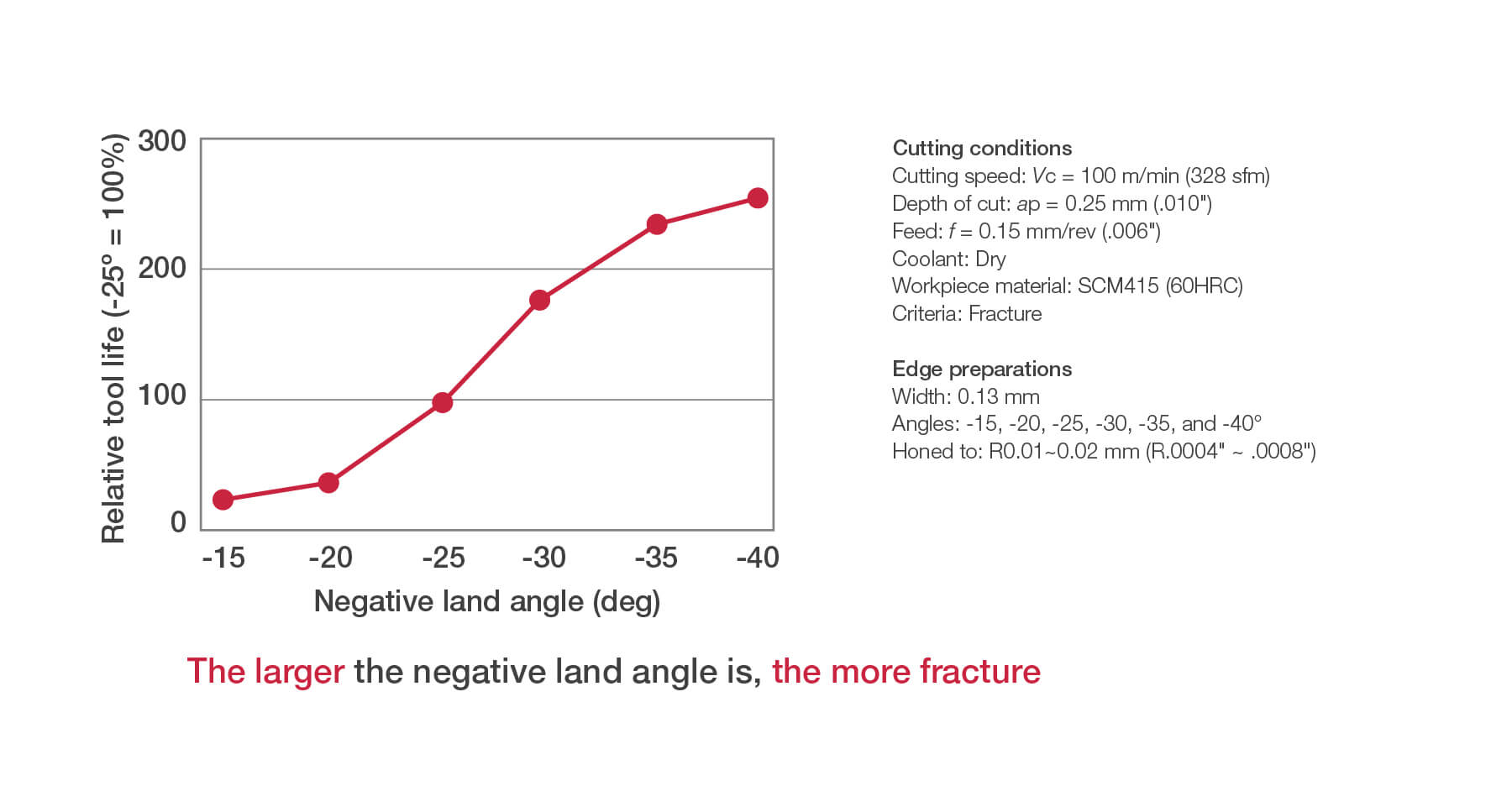
■負刃帶寬度和負角度對耐磨性的影響。
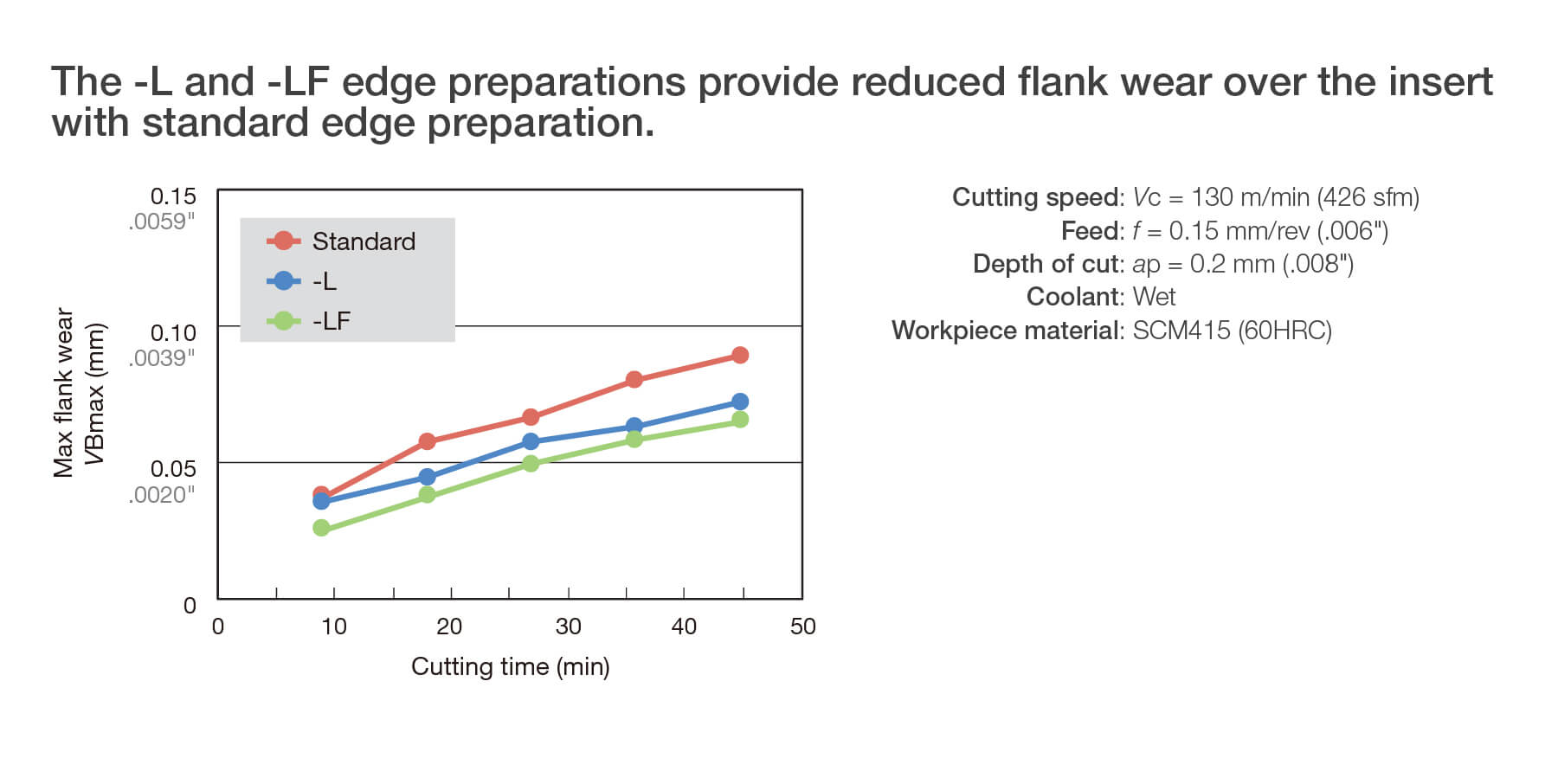
■負焊盤寬度對月牙窪磨損的影響。
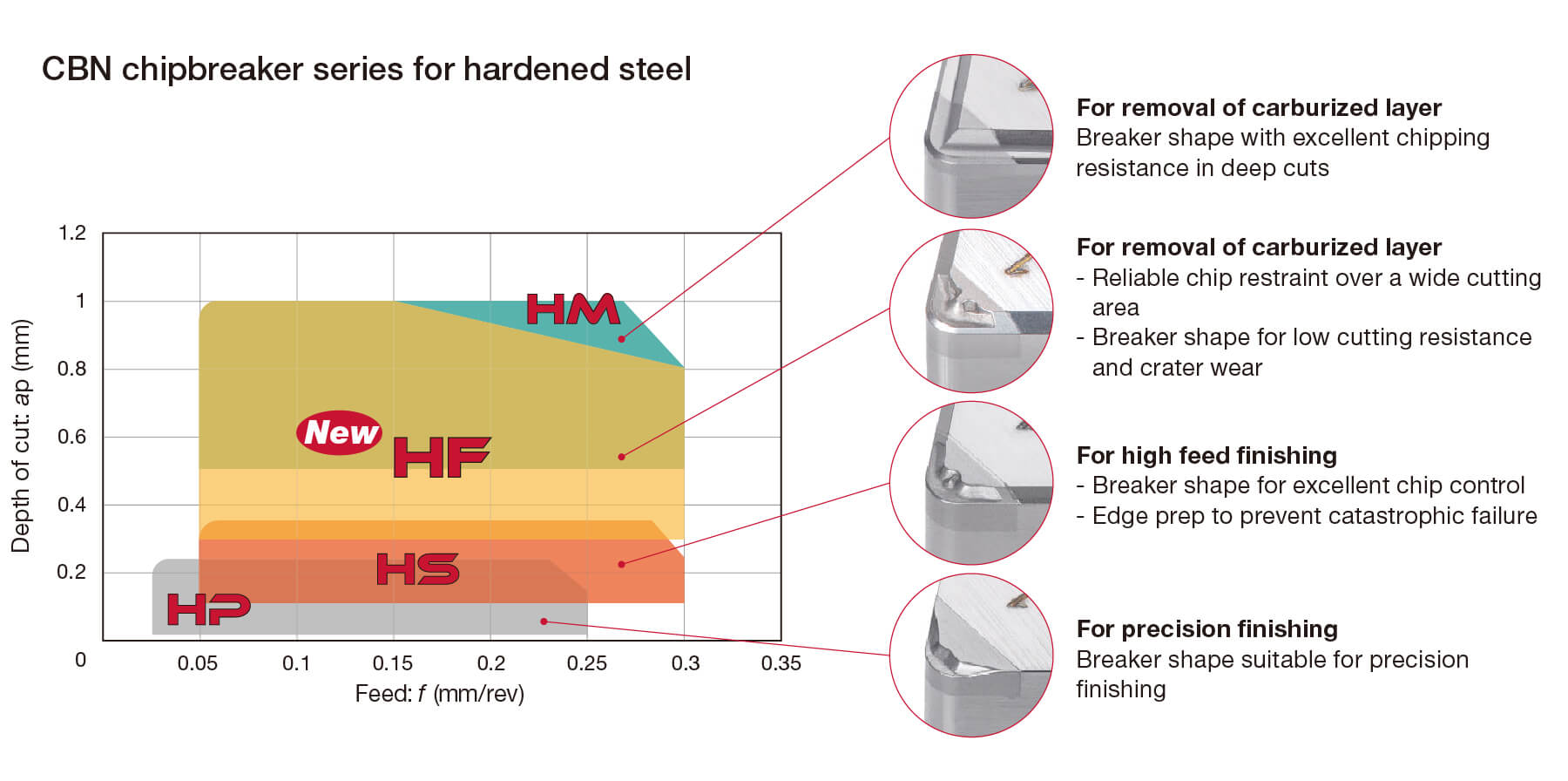
加工技術的進步,特別是硬質材料的鐳射加工,現在允許在 CBN 刀片上實現複雜的 3D 斷屑槽 幾何形狀。這些斷屑槽增強了切屑控制,並實現了以前使用 CBN 難以實現的角度。在由於切屑控制不良或工件剛度低而容易停機或振動的工藝中,建議在這種情況下使用帶斷屑槽的 CBN 刀片。
CBN 刀片通常用於加工硬化鋼部件,例如汽車傳動部件。然而,切屑可能會卡在刀片和工件之間,從而導致潛在的損壞和刀片故障,尤其是在法蘭附近或端面操作中。為了解決這個問題,泰珂洛提供了更小刀尖半徑的刀片,增加了間隙並降低了切屑卡住的風險。



GNGA/FNGA/YNGA 外掛程式的特點:
- 刀片具有小於標準 ISO 槽型的獨特刀尖角
- 小刀尖角可確保切削刃與工件材料之間的更大間隙,從而減少切屑滯留
- 儘管具有獨特的標準,但這些外掛程式與現有支架 (CNGA/DNGA/VNGA) 相容,無需更換支架
- 因切屑夾帶而導致的突然表面損傷或刀片壽命短的有效解決方案
GNGA 刀片可實現平穩的切屑流動,防止切屑堆積,提高表面品質,並最大限度地減少切削刃崩刃。
斷續端面車削中的切屑控制
GNGA 型 – 轉角角度:70°

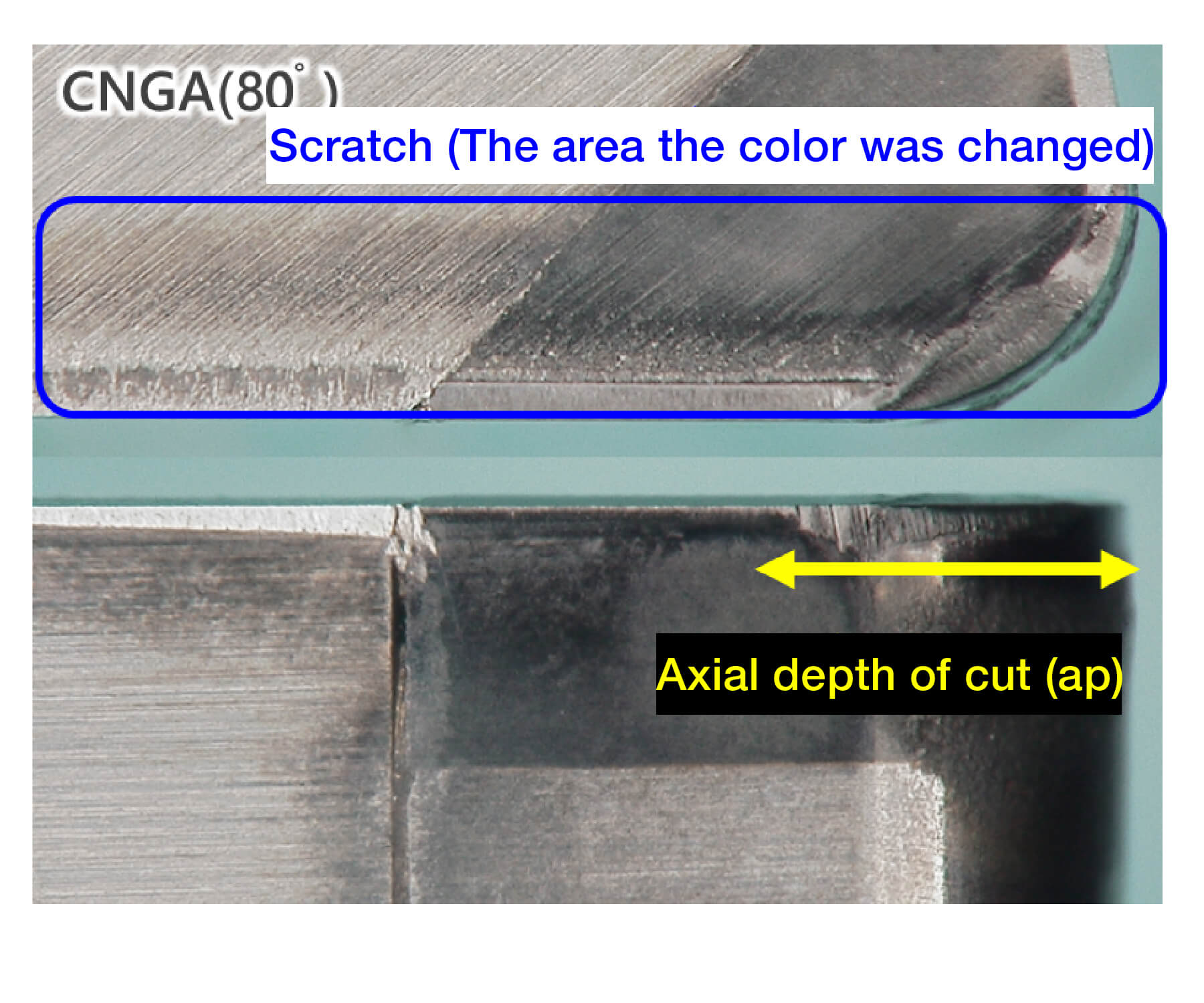
CNGA 型 – 轉角角度:80°

切屑纏結導致刀片損壞的示例
- 將切屑痕跡 與 實際切深 進行比較,以識別潛在的切屑纏結
- 如果走線超過實際深度,則存在發生碎屑纏結的風險
GNGA (70°) 和 CNGA (80°) 刀片損壞的比較
- 減少切屑纏結有助於減少異常刀片磨損

MiniForce-Turn 是泰珂洛專業系列的內圓車削刀具,以其獨特的刀片設計而著稱。在 MiniForce-Turn 系列中,集成了 CBN 刀片,從而能夠在 CBN 加工應用中利用多刀尖的優勢。這些刀具具有專為內圓車削工序量身定製的刀片形狀,提供在成本效益方面表現出色的雙面六角刀片。儘管採用雙面配置,但刀片的設計和佈置確保了與單面刀片相當的切削阻力。值得注意的是,從常用的單面刀片過渡可以節省大量成本。此外,配備斷路器的刀片經過戰略設計,可減輕淬硬鋼延長懸伸操作期間的振動,從而減少破壞性振動的發生。
