

安装六刀尖刀片的大进给铣刀
采用坚固的刀具设计,实现高生产效率

应用&特点
应用







特点
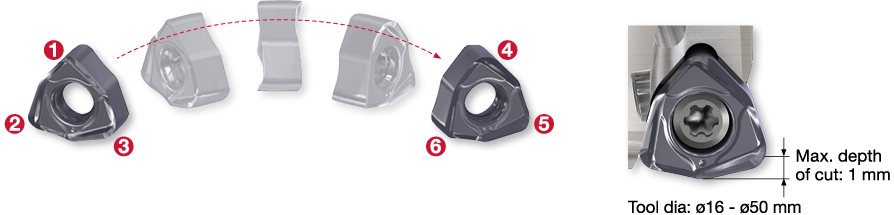
1. 带有六个刀尖的经济型双面刀片
– 相对于传统的大进给铣刀,每片刀片有1.5到3倍更多的刀尖数量。
– 在加工不锈钢和难加工材料时,因为刀片会快速磨损,更多的刀尖数量可以降低单片刀片的成本。
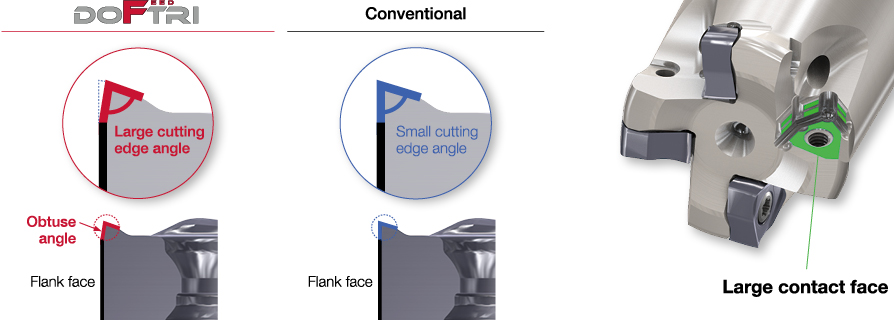
2. 刀具设计可靠、稳定
– 强壮的刀尖采用钝角设计,降低了加工中刀片崩损的风险。
– 大接触面刀片座确保可靠的刀片固定。
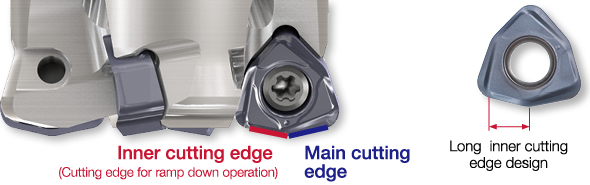
3. 优异的斜坡铣能力
– 更长的内刃设计允许更高的斜坡铣下刀能力,有助于提高生产效率。
– 在直线或螺旋斜坡铣加工中提高斜坡铣角度,从而提高生产效率。
刀片&材质
刀体



实际案例
案例 #1
| 零件: | 机床结构件 |
| 材料: | SS400 / E275A |
| 铣刀杆: | EXWX03M020C20.0R03 (ø20 mm, z = 3) |
| 刀片: | WXMU0303ZER-MM |
| 材质: | AH3225 |
| 加工条件: | Vc = 180 (m/min) fz = 0.9 (mm/t) ap = 0.5 (mm) ae = 20 (mm) 应用: 铣槽,方肩铣 冷却方式: 干切 机床: 立式加工中心, BT40 |

案例 #2
| 零件: | 重型装备零件 |
| 材料: | SM400 / E235A |
| 刀杆: | EXWX03U1.00C1.00R04 (ø25.4 mm, z = 4) |
| 刀片: | WXMU0303ZER-MM |
| 材质: | AH3225 |
| 加工条件: | Vc = 255 (m/min) fz = 0.28 (mm/t) ap = 1 (mm) ae = 25.4 (mm) 应用: 扩孔 冷却方式: 冷却液 机床: 立式加工中心, CAT40 |

案例 #3
| 零件: | 机床零件 |
| 材料: | S45C / C45 |
| 铣刀杆: | EXWX03M025C25.0R04 (ø25 mm, z = 4) |
| 刀片: | WXMU0303ZER-MM |
| 材质: | AH3225 |
| 加工条件: | Vc = 200 (m/min) fz = 0.3 (mm/t) ap = 0.5 (mm) ae = 25 (mm) 应用: 铣槽,方肩铣 冷却方式: 干切 机床: 立式加工中心, BT40 |

标准加工条件
Insert size 03
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø16, CICT = 2 | ø20, CICT = 3 | ø25, CICT = 4 | ø32, CICT = 5 | ø40, CICT = 6 | ø50, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 2,986 | 4,180 | 2,389 | 5,016 | 1,911 | 5,350 | 1,493 | 5,225 | 1,194 | 5,016 | 955 | 5,350 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1 | Vc = 150 m/min, fz = 0.7 mm/t | ||||||||||||||||
 |
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH130 | MS | 80 – 150 | 0.5 – 1 | 2,389 | 2,389 | 1,911 | 2,866 | 1,529 | 3,057 | 1,194 | 2,986 | 955 | 2,866 | 764 | 3,057 | |
| Low cutting force | AH130 | ML | 0.5 – 0.8 | Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH130 | MS | 50 – 120 | 0.3 – 1 | 1,990 | 1,194 | 1,592 | 1,433 | 1,274 | 1,529 | 995 | 1,493 | 796 | 1,433 | 637 | 1,529 | ||
| Low cutting force | AH130 | ML | 0.3 – 0.8 | Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 2,986 | 5,971 | 2,389 | 7,166 | 1,911 | 7,643 | 1,493 | 7,464 | 1,194 | 7,166 | 955 | 7,643 | ||
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||
 |
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH130 | MS | 30 – 60 | 0.3 – 0.7 | 796 | 637 | 637 | 764 | 510 | 815 | 398 | 796 | 318 | 764 | 255 | 815 | |
| For impact resistance | AH130 | MM | Vc = 40 m/min, fz = 0.4 mm/t | |||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 597 | 239 | 478 | 287 | 382 | 306 | 299 | 299 | 239 | 287 | 191 | 306 | ||
| Low cutting force | AH8015 | ML | 0.1 – 0.25 | Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||
 |
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 2,389 | 1,433 | 1,911 | 1,720 | 1,529 | 1,834 | 1,194 | 1,791 | 955 | 1,720 | 764 | 1,834 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 1,194 | 239 | 955 | 287 | 764 | 306 | 597 | 299 | 478 | 287 | 382 | 306 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||
Insert size 06
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø40, CICT = 4 | ø50, CICT = 4 | ø52, CICT = 6 | ø63, CICT = 5 | ø66, CICT = 7 | ø80, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH3135 | MM | 80 – 150 | 0.5 – 1 | 955 | 1,911 | 764 | 1,529 | 735 | 2,205 | 607 | 1,517 | 579 | 2,027 | 478 | 1,911 | |
| Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH3135 | MM | 50 – 120 | 0.3 – 1 | 796 | 955 | 637 | 764 | 612 | 1,102 | 506 | 758 | 483 | 1,013 | 398 | 955 | ||
| Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||||||
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For impact resistance | AH3225 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 1,194 | 4,777 | 955 | 3,822 | 919 | 5,512 | 758 | 3,791 | 724 | 5,067 | 597 | 4,777 | ||
| For impact resistance | AH3225 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MM | 30 – 60 | 0.3 – 0.7 | 318 | 510 | 255 | 408 | 245 | 588 | 202 | 404 | 193 | 540 | 159 | 510 | |
| Vc = 40 m/min, fz = 0.4 mm/t | ||||||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 239 | 191 | 191 | 153 | 184 | 220 | 152 | 152 | 145 | 203 | 119 | 191 | ||
| Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||||
|
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 955 | 1,146 | 764 | 917 | 735 | 1,323 | 607 | 910 | 579 | 1,216 | 478 | 1,146 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 478 | 191 | 382 | 153 | 367 | 220 | 303 | 152 | 290 | 203 | 239 | 191 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.