
これは、タンガロイの営業担当がお客様とともに歩んだ成功への道である。


タンガロイ営業担当
平川 浩志Koji Hirakawa
- 出身
- 静岡県
- 社歴
- 入社2010年 社歴12年
- 趣味など
- スポーツ(野球)
精度を落とさず、加工時間を3割減らす
今回の主役であるクリエイティブテクノロジー株式会社は、創業45年を迎えるプラスチック金型のリーディングカンパニーである。主に自動車用大型プラスチック部品向けの金型設計・製造を得意としており、自社の射出成型機を使い金型のテスト・評価まで一貫して行うことができる。
そんなクリエイティブテクノロジー株式会社で取締役を務める山中様から製造工程に伴う改革についてご相談いただいたのが3年前である。

昨今の金型業界では「短納期、高品質」が特に要求されているそうだ。
入社当時は1年ほど納期があった大型金型の製作も、自動車のモデルチェンジスパンが短くなっていることも影響し、今では2~3か月と1/3ほどに短縮されている。また金型自体の強度をあげるためNAK材やP20材などの被削材が使われるようになったことで、削りにくくなっている点も見逃せない。加えて、要求される部品形状が複雑化していることや精度の高さも相まって、金型自体に課せられる品質の高さも相当レベルに達しているようだ。
こうした市場の変化に合わせ、精度を下げずに加工時間を3割減らすことを目的とした改革に乗り出されたのである。
深穴加工用刃先交換式ドリル『DeepTri-Drill』で、加工時間が1/10に!
まず目をつけられたのが穴あけ工程である。1つの金型には2~300本程度の穴が開いており、それまではハイスドリルを使って加工されていた。そこに圧倒的な高能率加工を実現する深穴加工用刃先交換式ドリル『DeepTri-Drill』(ディープ・トライ・ドリル)を提案したのだ。

『DeepTri-Drill』は、ガンドリル同様の真円度、真直度、加工面粗さを実現しつつ、インサートに施されたチップスプリッタで切りくずを細かく分断、切削抵抗を低減することができる。
結果的に加工時間が1/10になり、3~4日かかっていた作業はたったの一晩で終わるようになったのだ。
このドリル加工における成功を皮切りに、次はミーリング加工の改革に踏み切ったのである。

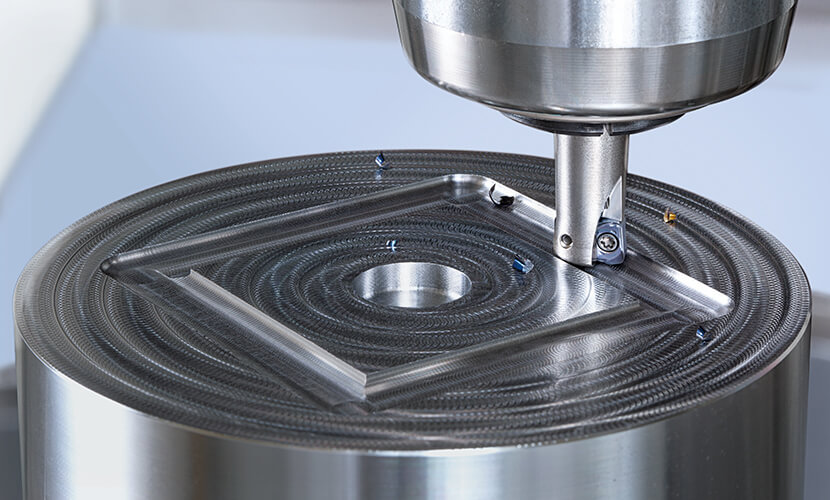
高送りカッタ『AddDoFeed』で、加工能率が大幅アップ!
高送りカッタ『AddDoFeed』を使った改善は、2工程にまたがる。
エンドミルからの切り替えで、側面溝加工の加工時間が半分に!
プラスチック金型の多くは、製品を急冷する際に発生する水滴が製品の中に入らないよう、側面に溝加工を行うことが一般的である。
クリエイティブテクノロジー株式会社では、幅、深さ共に10mm前後の溝をソリッドエンドミルを使って加工されていたが、加工時間の長さがネックとなっていた。また突発的にエンドミルが折損することもあるため、人が張り付き加工を行っていたそうだ。
そこで、ø8~25mmまでの工具径をカバーする小径高送りカッタ『AddDoFeed』(アド・ドゥー・フィード)を提案することにしたのである。
今回の加工に『AddDoFeed』が最適であると判断した理由は下記である。
- 今回の溝加工には精度が必要ない
- 独自の高送り刃型が、難削化した金型材の溝加工に最適
- びびりに強い設計で、不安定になりがちな溝加工においても折損を防ぎ加工時間の短縮が可能
- 高い送りでインサート摩耗を抑制、寿命延長が可能
すぐにテスト加工に入り、結果は良好。加工時間は約半分となった。
幅広い工具径で、形状加工もお手の物
さらに、形状加工における荒加工にも『AddDoFeed』を展開してくださった。
一般的に、形状加工のプログラムが複雑な金型加工では、工具を変える際は同時にNCプログラムの変更もしなければならない。これは非常に骨の折れる作業である。
しかし、クリエイティブテクノロジー株式会社の誇る3人の女性プログラマーの尽力と迅速な対応のおかげで、テスト加工の結果も良好。すぐに効果を実感いただけた。
今回の改善ポイント
-
大幅な能率アップを達成
1つにつき120分かかっていた側面溝加工時間が半分となり、大幅な能率向上となった。高い送りの適用でインサート摩耗を抑制。切れ刃損傷が小さくなったおかげで、突発的な工具破損を防ぎ安定した加工が可能となった。
-
インサート管理が容易に!つけ間違いもなくなり、不良品防止に貢献
工具径ø8~20mmまでを1つのインサートで加工できるので、インサート管理が非常に楽になり、同時につけ間違いによる不良品発生も低減した。4コーナ仕様インサートで経済性もあがった。
-
様々な加工に対応できるように
モジュラーヘッドの設定により、長い突き出し加工も対応できた。
-
安心して無人加工ができるように
厚いインサートと切削抵抗を受ける頑丈なバックメタルで、小型にも拘らず高い信頼性を発揮。無人加工でも安心して対応できる。
次世代にどのように技術を継承していくべきか模索中

そんなクリエイティブテクノロジー株式会社の次の取り組みは、メンバーへの技術伝承だそうだ。最近では回転数や送りの設定などをきちんと理解しているものはそれほど多くない。そのため、役員自らが講義を行ったり、加工条件や加工方法などの規格化を進められているようである。
製品からのアプローチで改善活動に関わるだけでなく、社内教育に関しても私たちができることはたくさんある。
今後も密なコミュニケーションをとりながら、お客様と伴走していきたい。
今回ご紹介した製品はこちら
