Titreşimi Bastırın, Sınırları Zorlayın: Tek Takımda Kaba ve Finiş İşleme — Kombine Parmak Freze

Kanal açmada titreşim, kaba işleme parmak frezelerinden kaynaklanan pürüzlü yüzeyler, kaba ve ince işleme arasında takım değiştirme zahmeti — Tungaloy’un benzersiz Kombinasyon Kenar tasarımı tüm bu atölye zorluklarını ele almaktadır. Hiçbir rakipte bulunmayan, dalga formu ve düz kesme kenarlarını birleştiren tescilli kenar Geometrysi ile, kaba işlemeden ince işlemeye kadar her şeyi tek bir takımda hallederken titreşimi bastırır. Değiştirilebilir başlıklı VEE-C ve yekpare FinishMeister — 2 ürün serisi her Uygulama alanını kapsamaktadır. Bu makale, Kombinasyon Kenar’ın yeteneklerini, şirket içi test verileri ve 5 kullanıcı işleme vaka çalışması ile destekleyerek kapsamlı bir analiz sunmaktadır.
Bu Makalede Neler Bulacaksınız?
- Parmak frezeleme operasyonlarında en kritik problem: titreşim — saha verileri ne söylüyor?
- Çözümün anahtarı: Kombine Kesici Kenar geometrisi nedir?
- Ölçümsel performans karşılaştırmaları — kanal frezeleme, kenar işleme ve finiş operasyonlarında neden daha üstün?
- Gerçek uygulama sonuçları: 5 farklı müşteri başarı hikayesi ve yayınlanmış vaka çalışmaları
- Sonuç: Titreşimi kontrol altına alın, proses verimliliğini artırın
1. Parmak Frezelemede En Büyük Zorluk: “Titreşim” — Saha Verileri Ne Gösteriyor?
Günümüzde parmak frezeleme operasyonlarında atölyelerin en çok zorlandığı konu nedir?
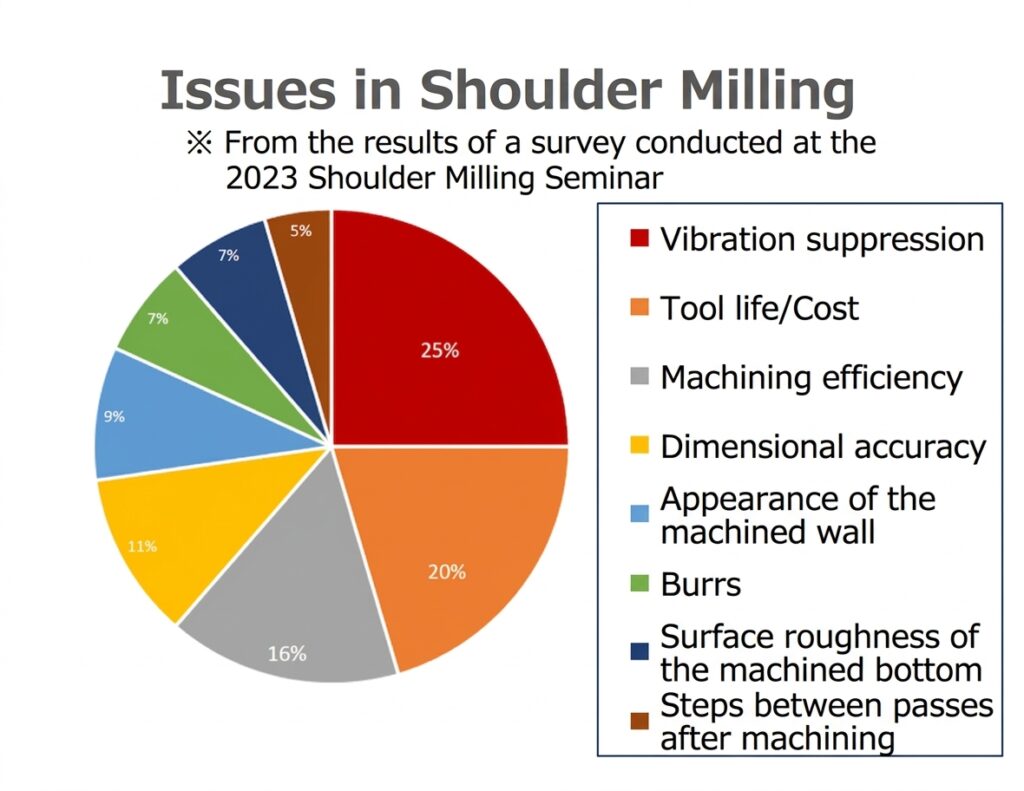
Bu sorunun cevabı, Tungaloy tarafından 2023 yılında düzenlenen bir kenar frezeleme seminerinde yapılan anket sonuçlarıyla net bir şekilde ortaya konmuştur:
| Sıra | Zorluk | Oran |
|---|---|---|
| 1. | Titreşim kontrolü | 25% |
| 2. | Takım ömrü / maliyet | 20% |
| 3. | İşleme verimliliği | 16% |
| 4. | Boyutsal doğruluk | 11% |
| 5. | İşlenmiş duvar yüzey kalitesi | 9% |
| 6. | Çapak oluşumu | 7% |
| 7. | Taban yüzey pürüzlülüğü | 7% |
| 8. | Paso izleri | 5% |
Katılımcıların dörtte biri, en kritik problem olarak titreşim kontrolünü belirtmiştir. Bu sonuç, takım ömrü/maliyet ve işleme verimliliği gibi önemli kriterlerin dahi önünde yer almaktadır.
Her ne kadar bu anket kenar frezeleme operasyonlarına yönelik yapılmış olsa da, kanal frezeleme uygulamalarında durum daha da kritik hale gelmektedir. Bunun temel nedeni, kanal açma operasyonunun doğası gereği titreşime daha yatkın olmasıdır:
- Yüksek sayıda kesici ağız teması : Aynı anda devreye giren kesici ağız sayısının fazla olması, kesme kuvvetlerini önemli ölçüde artırır ve kenar frezelemeye kıyasla daha yüksek yük oluşturur.
- Zor talaş tahliyesi: Talaşlar kanal tabanında birikme eğilimindedir. Bu durum yeniden kesmeye, ısı birikimine ve takım hasarına yol açabilir.
- Titreşimin artması: Tam çevresel temas ve uzun takım boyu titreşimin oluşma ve büyüme ihtimalini artırır.
- Kırılma riski: Özellikle derin kanallarda (≥1×D), takımın esneme eğilimi artar ve bu durum ani takım kırılmalarına neden olabilir.
Buna rağmen birçok atölye, standart çözüm olarak genel amaçlı 4 ağızlı parmak frezeleri tercih etmektedir. Tungaloy’un 2022–2025 satış verilerine göre, ağız sayısına göre kullanım dağılımında 4 ağızlı parmak frezeler %84 gibi yüksek bir oranla öne çıkmaktadır.
Ancak bu takımlar çok yönlü kullanım avantajı sunsa da, titreşim kontrolü için özel olarak optimize edilmiş değildir.
Peki kanal frezeleme operasyonlarında hem yüksek verimlilik hem de proses stabilitesi sağlanırken titreşim nasıl bastırılabilir?
Cevap: Kombine Kesici Kenar geometrisi
2. Çözümün Anahtarı: Kombine Kesici Kenar Nedir?
Kombine Kesici Kenar Yapısı
FinishMeister ve VEE-C tip freze kafalarında kullanılan Kombine Kesici Kenar, dalga formuna sahip kesici ağızlar ile düz kesici ağızların dönüşümlü olarak tekrar ettiği, Tungaloy’a ait tescilli bir kesici kenar geometrisidir.
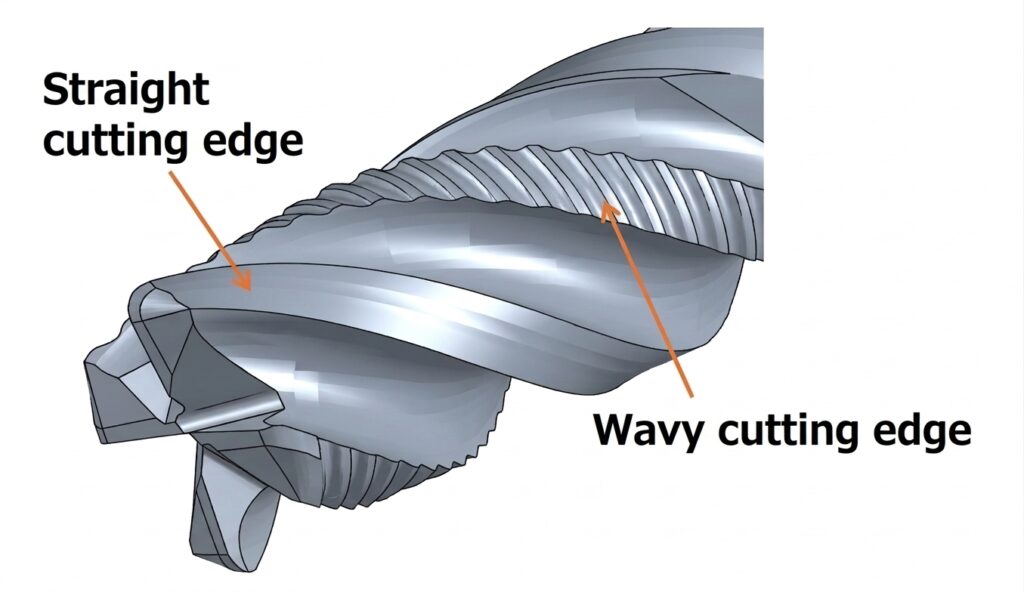
Bu tasarımın temelinde iki farklı fonksiyon yer alır:
- Dalga formlu kesici kenarlar:
Kesme sırasında temas uzunluğunu dağıtarak anlık kesme yükünü azaltır. Bu sayede kesme kuvvetleri dengelenir ve titreşim oluşumu etkin şekilde bastırılır. - Düz kesici kenarlar:
Dalga formunun oluşturduğu yüzey dalgalanmalarını gidererek yüzeyi stabilize eder. Böylece kaba işleme karakterine özgü yüzey pürüzlülüğü ortadan kaldırılır ve daha iyi yüzey kalitesi elde edilir.
Bu yapı sayesinde tek bir takım, aynı operasyon içerisinde hem:
- Titreşim kontrollü kaba işleme performansı, hem de
- Yüksek yüzey kalitesi sağlayan finiş etkisi
sunabilmektedir.
Başka bir ifadeyle Kombine Kesici Kenar, tek takımda hem stabil kesme davranışı hem de yüksek yüzey kalitesi elde etmeyi mümkün kılar.
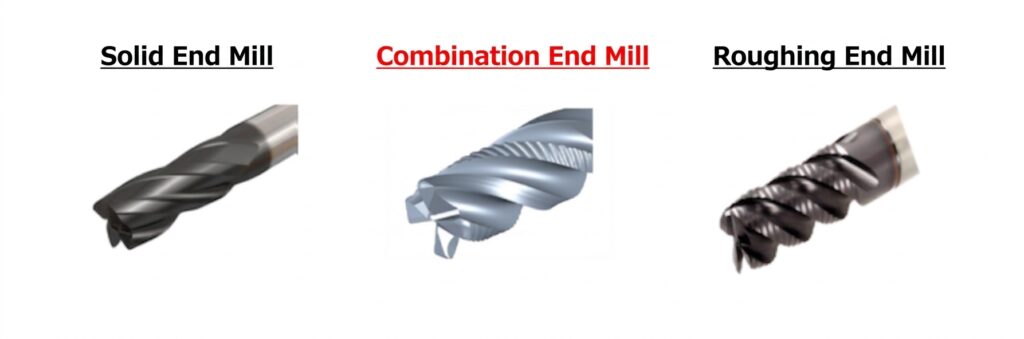
Diğer Kesici Kenar Tipleri ile Karşılaştırma
| Kenar Tipi | Titreşim Bastırma | Yüzey Kalitesi | Uygulama Aralığı | Notlar |
|---|---|---|---|---|
| Genel amaçlı 4 ağızlı (eşit olmayan adım / değişken helis) | △ | ○ | Genel kullanım (kanal açma, kenar frezeleme) | Derin kanallarda takım kırılma riski artabilir |
| Kaba işleme frezesi | ◎ | × | Tüm kaba talaş kaldırma operasyonları | Yüzey kalitesi düşük olduğu için ayrıca finiş operasyonu gerekir |
| Kombine Kesici Kenar | ○ | ○ | Kanal açmadan kenar frezelemeye kadar (kaba + finiş tek takım) | Tek takımda kaba ve finiş işlemi mümkün |
ÖNEMLİ NOKTA
Sadece Tungaloy tarafından sunulan benzersiz kesici kenar geometrisi — 2 farklı ürün serisi
Kombine Kesici Kenar, klasik kaba işleme frezelerine yakın seviyede titreşim sönümleme kabiliyeti sunarken, aynı zamanda genel amaçlı 4 ağızlı frezelere yakın yüzey kalitesi elde edilmesini sağlar. Bu iki özelliğin tek bir takımda birleşmesi, standart ürünlerde karşılaşılan bir durum değildir ve bu yönüyle Tungaloy’a özgü bir kesici kenar teknolojisidir.
Kombine Kesici Kenar — 2 Ürün Serisi
Tungaloy, Kombine Kesici Kenar teknolojisini iki farklı ürün platformunda sunmaktadır. Uygulama koşulları, maliyet yapısı ve makine kabiliyetlerine göre en uygun çözüm seçilebilir:
| Ürün | Tip | Takım Çapı | Özellikler & Uygulamalar | |
|---|---|---|---|---|
 |
VEE-C | Değiştirilebilir kafa (TungMeister Serisi) (TungMeister) |
φ10–φ25 | Kafa değiştirilebilir yapı sayesinde takım maliyetini düşürür. Düşük rijitliğe sahip tezgâhlarda yüksek rijitlikli şaftlarla birlikte kullanılabilir |
 |
FinishMeister | Yekpare karbür | φ6–φ20 | Küçük çap aralığında güçlü performans. Özellikle çok eksenli tezgâhlarda ve uzun takım boyu gerektiren uygulamalarda başarılı sonuçlar verir. Kondo Iron Works’te yayınlanmış vaka çalışması bulunmaktadır |
Her iki ürün serisi de aynı Kombine Kesici Kenar tasarım felsefesini paylaşır:
dalga formu + düz kesici kenarların dönüşümlü yapısı.
3. Ölçülen Veri Karşılaştırması — Kanal Açma, Kenar Frezeleme ve Finiş İşlemede Neden Üstün?
Bu bölümde, Tungaloy bünyesinde gerçekleştirilen kapsamlı kesme testlerinden elde edilen veriler kullanılarak Kombine Kesici Kenar geometrisinin üç farklı operasyon üzerindeki performansı doğrulanmaktadır:
- Kanal frezeleme
- Kenar frezeleme
- Finiş Frezeleme
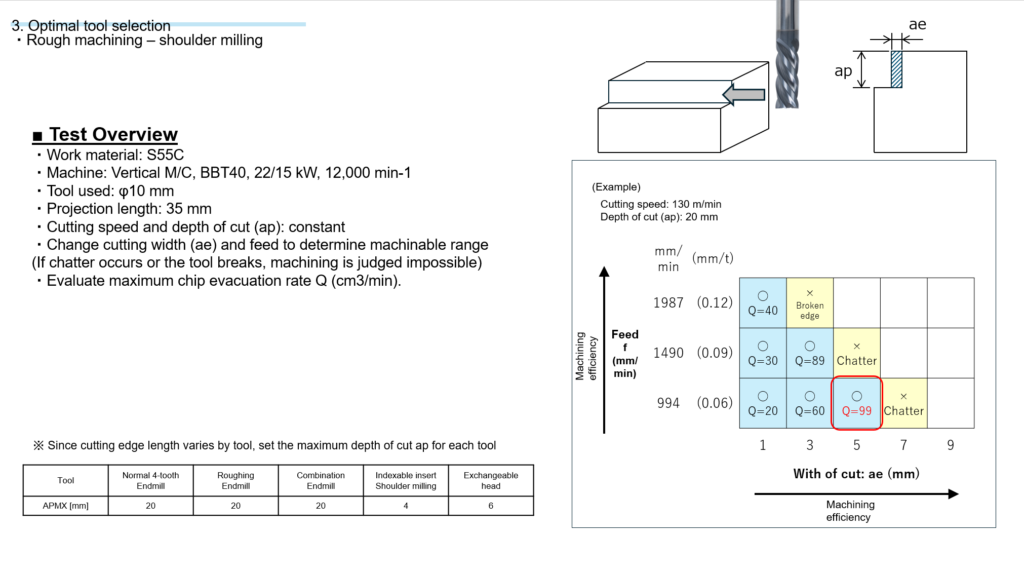
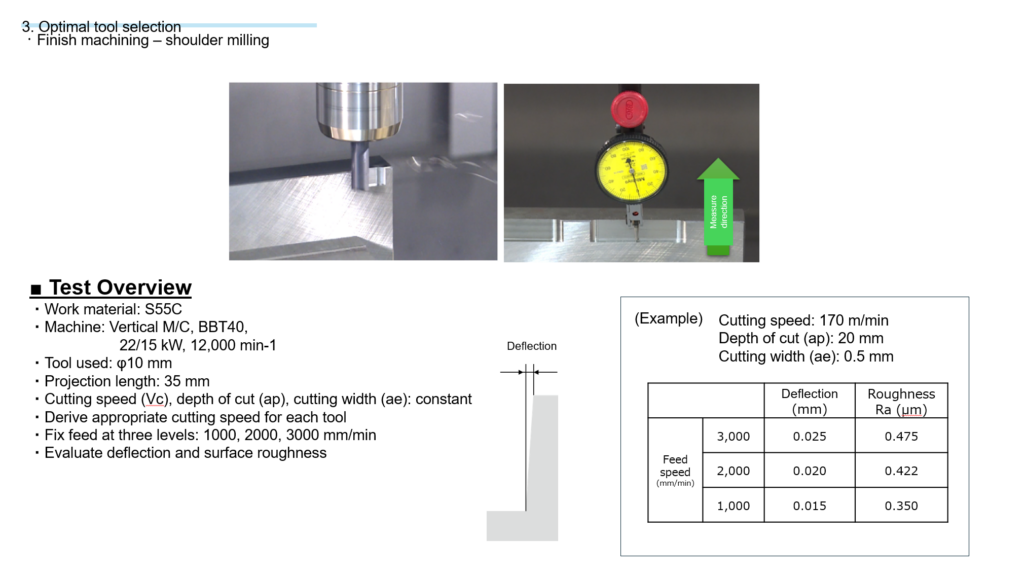
Test Genel Bilgileri
| İş parçası malzemesi | S55C |
|---|---|
| Tezgah | Dikey işleme merkezi, BBT40 (22/15 kW, 12.000 dev/dk) |
| Takım çapı | φ10mm |
| Takım çalışma boyu | 35mm (L/D=3.5) |
| Kesme hızı | Vc = 100 m/dk *Not: Değerlendirme, titreşime eğilimli bir kesme koşulu altında yapılmıştır. |
① Kanal Frezeleme — Derin Kanallarda Yüksek Stabilite ve Verimlilik
Kanal frezeleme operasyonlarında kesici takım, iş parçası ile tam çevresel temas içerisindedir. Bu durum:
- Kesme kuvvetlerini önemli ölçüde artırır
- Titreşim oluşumunu kolaylaştırır
- Takım kırılma riskini yükseltir
- Kenar frezelemeye göre çok daha zorlayıcı bir kesme ortamı oluşturur
Bu zorlayıcı şartlar altında Kombine Kesici Kenar, dalga formuna sahip kesici ağız yapısı sayesinde devreye girer:
- Kesme kenarı boyunca yükü dağıtarak ani yük artışını azaltır
- Kesme direncini dengeleyerek titreşim oluşumunu bastırır
- Daha kararlı talaş kaldırma sağlayarak proses güvenliğini artırır
Sonuç olarak kanal frezeleme operasyonlarında, özellikle derin kanal uygulamalarında, hem daha stabil kesme davranışı hem de daha yüksek talaş kaldırma verimliliği elde edilir.
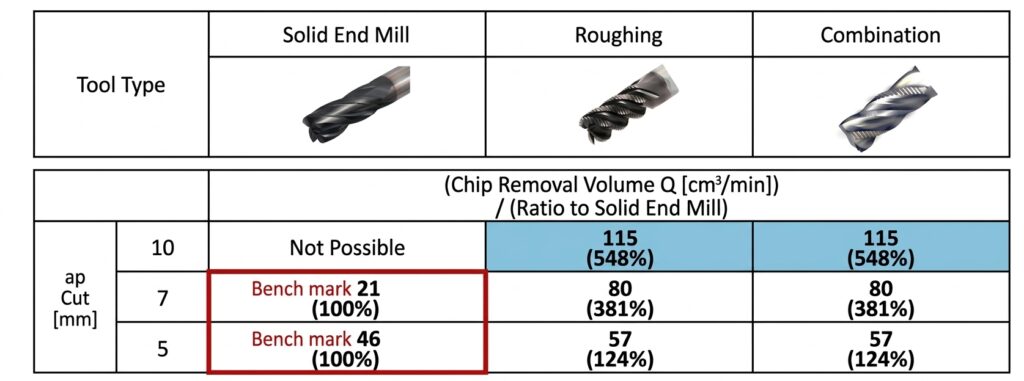
Anahtar Veriler
1×D Derin Kanal — Genel Amaçlı 4 Ağızlı Frezeye Karşı %548 Talaş Kaldırma Oranı
ap = 10 mm (kanal derinliği 1×D) koşulunda yapılan testlerde, genel amaçlı 4 ağızlı parmak freze operasyonu stabil şekilde gerçekleştirilememiştir.
Buna karşılık Kombine Kesici Kenar, aynı koşullarda:
- Genel amaçlı 4 ağızlı takıma kıyasla %548 daha yüksek talaş kaldırma oranı elde etmiştir
- Yüksek ilerlemeli frezeleme takımlarının ve değiştirilebilir uçlu sistemlerin çalışamadığı derin kanal aralığında dahi kararlı işleme performansı göstermiştir
- Kırılma olmadan kesintisiz talaş kaldırma sağlamıştır
Derin Kanallarda neden güçlüdür?
Derin kanal frezeleme operasyonlarında kesme koşulları, takım için en zorlayıcı senaryolardan biridir. Bunun temel nedeni:
- Tam çevresel kesme teması
- Yüksek kesme direnci
- Artan takım sapması
- Titreşim oluşumuna yüksek eğilim
Kombine Kesici Kenar bu noktada dalga formuna sahip kesici ağız yapısıyla devreye girer:
- Kesme kenarı üzerindeki temas uzunluğunu dağıtarak ani yük artışını azaltır
- Kesme kuvvetlerini dengeler ve titreşim oluşumunu bastırır
- Daha kararlı talaş akışı sağlayarak yüksek derinliklerde bile rijit işlemeyi mümkün kılar
Sonuç olarak, genel amaçlı 4 ağızlı frezelerin çalışamadığı derin kanal koşullarında dahi yüksek stabilite ve ciddi verim artışı elde edilir.
② Kenar Frezeleme — Daha Az Titreşim, Daha Yüksek Kesme Kabiliyeti
Bölüm 1’de de belirtildiği gibi, kenar frezeleme operasyonlarında en kritik problem titreşim kontrolüdür (%25).
Kombine Kesici Kenar, kenar frezeleme operasyonlarında:
- Titreşimi azaltarak daha yüksek kesme parametrelerinin kullanılmasına izin verir
- Proses stabilitesini artırır
- Yüzey kalitesinden ödün vermeden verimliliği yükseltir
Bu sayede operatörler, daha agresif kesme koşullarında dahi güvenli şekilde işlem yapabilir ve daha yüksek üretkenlik seviyelerine ulaşabilir.
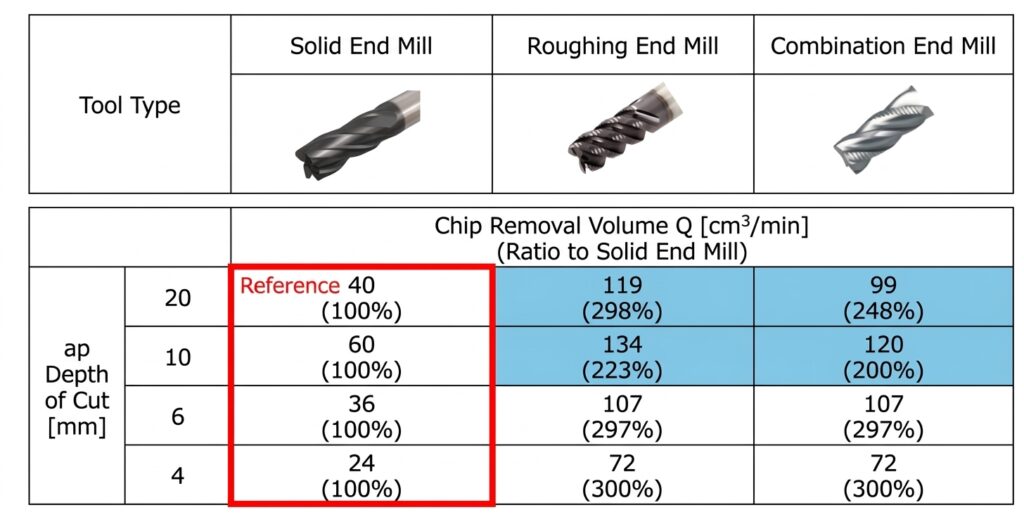
Bu Verilerden Üç Temel Çıkarım
1. Çıkarım: ap ≤ 6 mm aralığında, kaba işleme frezelerine eşdeğer verimlilik
Kenar frezeleme operasyonlarında en yaygın kullanılan kesme derinliği aralığı olan ap = 4–6 mm seviyesinde, Kombine Kesici Kenar, kaba işleme frezeleriyle neredeyse eşdeğer talaş kaldırma performansı göstermektedir.
Bu aralıkta:
- Genel amaçlı 4 ağızlı frezeye kıyasla yaklaşık %300’e (3 kat) kadar daha yüksek talaş kaldırma oranı elde edilmiştir
- Verimlilik açısından Kombine Kesici Kenar ≈ Kaba işleme frezesi seviyesine ulaşmaktadır
Bu nedenle pratikte, ap ≤ 6 mm kenar frezeleme uygulamalarında tek takım ile kaba işleme seviyesinde üretkenlik mümkün hale gelir.
2. Çıkarım: Derin kesmelerde (ap = 10–20 mm) dahi 2–2,5 kat verimlilik
Daha zorlu kesme koşullarında, özellikle ap = 20 mm’ye kadar olan derin kenar frezeleme uygulamalarında, Kombine Kesici Kenar:
- Genel amaçlı 4 ağızlı frezeye kıyasla yaklaşık %248 (yaklaşık 2,5 kat) daha yüksek talaş kaldırma performansı göstermiştir
- Kaba işleme frezeleriyle birebir aynı seviyeye ulaşmasa da ikinci en yüksek verimlilik seviyesini korumuştur
Buna ek olarak önemli bir avantaj daha vardır:
Kaba işleme frezeleri genellikle yüzey kalitesi ve finiş operasyon gereksinimini karşılayamaz. Bu nedenle toplam proses (kaba + finiş) dikkate alındığında, Kombine Kesici Kenar çoğu senaryoda daha yüksek toplam proses verimliliği sağlar.
3. Çıkarım: Daha düşük titreşim = daha agresif kesme koşulları
Kombine Kesici Kenar’ın dalga formlu kesici ağız geometrisi:
- Kesme sırasında temas uzunluğunu dağıtarak kesme kuvvetlerini düşürür
- Titreşim oluşumunu önemli ölçüde bastırır
- Bu sayede Vc (kesme hızı) ve fz (diş başına ilerleme) artırılabilir
Bu etki yalnızca teorik değil, saha uygulamalarında da doğrulanmıştır.
Örneğin Vaka Çalışması 3 (SS400, BT40):
Klasik solid karbür kaba frezeden VEE-C tipi frezeye geçildiğinde kesme verileri aşağıdaki şekilde artttırıldı.
- Kesme koşulları:
- Vc: 100 → 120 m/dk ya çıkarıldı
- fz: 0.12 → 0.15 mm/diş e çıkarıldı
- Sonuç:
- 1,5 kat verimlilik artışı
- 1,7 kat daha uzun takım ömrü
Kullanıcı geri bildirimi bunu net şekilde özetlemektedir:
“Titreşim olmadığı için daha agresif kesme koşullarına çıkabiliyoruz.”
Kenar Frezeleme Özeti
Genel Amaçlı 4 Flute’ye Karşı 3 Kata Kadar Verimlilik
- Genel amaçlı 4 ağızlı frezelere kıyasla 3 kata kadar daha yüksek verimlilik
- ap ≤ 6 mm aralığında kaba işleme frezeleriyle eşdeğer performans
- Titreşim bastırma kabiliyeti sayesinde kesme parametrelerini artırma imkânı
- Sadece teorik değil, gerçek uygulamada da verimlilik artışı sağlayan proses avantajı
③ Finiş (İnce İşleme) — Genel Amaçlı 4 Ağızlı Frezeye Eşdeğer Yüzey Kalitesi
“Titreşimi bastırdığı ve kaba işleme verimliliği sağladığı anlaşılıyor, ancak gerçekten iyi bir finiş yüzey kalitesi elde edebilir mi?” Sektörde en sık sorulan sorulardan biri budur.
Kısa cevap:
Kombine Kesici Kenar, yüzey kalitesi açısından genel amaçlı 4 ağızlı parmak frezeye oldukça yakın sonuçlar vermektedir.
Seminer kapsamında yapılan testlerde:
- Duvar form sapması
- Yüzey pürüzlülüğü (Ra)
değerleri incelendiğinde, Kombine Kesici Kenar’ın standart 4 ağızlı finiş frezeleriyle karşılaştırılabilir seviyede yüzey kalitesi ürettiği doğrulanmıştır.
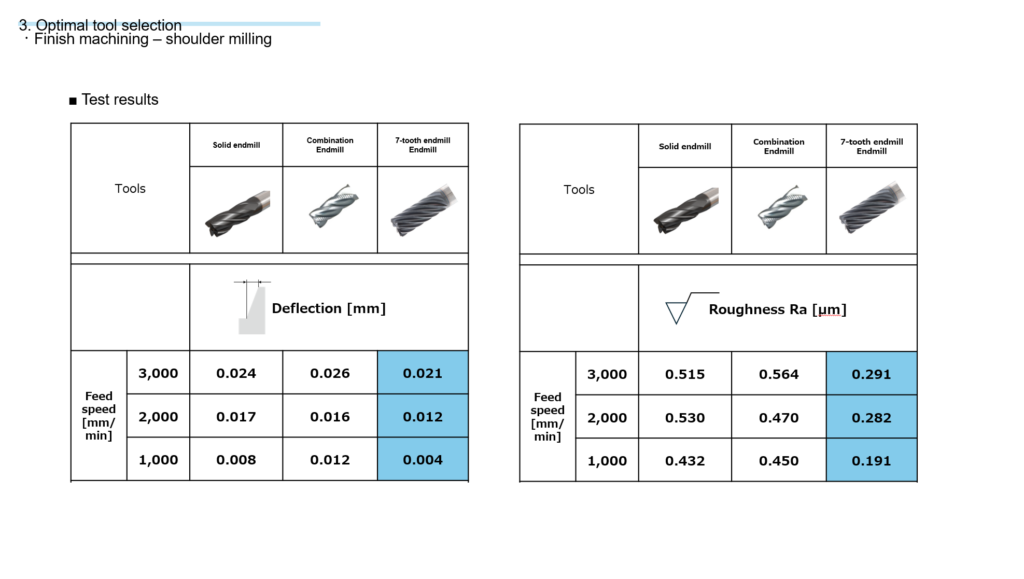
Duvar Sapması Karşılaştırması [mm]
| İlerleme Hızı | Genel Amaçlı 4 Ağız | Kombine Kesici Kenar | Fark | 7 Ağız (Referans) |
|---|---|---|---|---|
| 3.000 mm/dk | 0.024 | 0.026 | +0.002 | 0.021 |
| 2.000 mm/dk | 0.017 | 0.016 | −0.001 | 0.012 |
| 1.000 mm/dk | 0.008 | 0.012 | +0.004 | 0.004 |
Yüzey Pürüzlülüğü (Ra) Karşılaştırması [μm]
| İlerleme Hızı | Genel Amaçlı 4 Ağız | Kombine Kesici Kenar | Fark | 7 Ağız (Referans) |
|---|---|---|---|---|
| 3.000 mm/dk | 0.515 | 0.564 | +0.049 | 0.291 |
| 2.000 mm/dk | 0.530 | 0.470 | −0.060 | 0.282 |
| 1.000 mm/dk | 0.432 | 0.450 | +0.018 | 0.191 |
Verilerden Önemli Çıkarımlar:
① Çıkarım: Genel amaçlı 4 ağızlı frezeye kıyasla farklar ihmal edilebilir düzeydedir
Duvar sapması ve Ra değerleri incelendiğinde:
- Maksimum sapma farkı: 0.004 mm
- Maksimum Ra farkı: 0.049 μm
Bu değerler pratik talaşlı imalat uygulamaları açısından kritik olmayan küçük farklar seviyesindedir.
Özellikle 2.000 mm/dk ilerleme hızında, Kombine Kesici Kenar hem duvar sapması hem de yüzey pürüzlülüğünde 4 ağızlı genel amaçlı frezeye göre daha iyi sonuçlar vermiştir.
② Çıkarım: Kaba işleme frezelerine kıyasla tamamen farklı bir finiş kabiliyeti
Kaba işleme frezeleri, tamamen dalga formuna sahip kesici kenar yapısı nedeniyle:
- Yüzey üzerinde belirgin dalgalanma bırakır
- Ayrı bir finiş operasyonu gerektirir
Buna karşılık Kombine Kesici Kenar:
- Dalga formu + düz kesici kenar kombinasyonu sayesinde yüzeyi stabilize eder
- Kaba işleme sonrası oluşan düzensizlikleri önemli ölçüde azaltır
- Tek takımda kaba + finiş işleme yapılabilmesini mümkün kılar
Bu özellik, sistemin temel avantajlarından biridir.
③ Çıkarım: 7 ağızlı özel finiş takımlarıyla aynı sınıfta değildir — ama doğru operasyon için tercih edilebilir
Ra ~0.2 μm yüzey pürüzlülüğü istenen yüksek hassasiyetli finiş işlemler için
- 7 ağızlı solid finiş frezeleri daha uygundur
Ancak:
- Tipik endüstriyel finiş gereksinimleri (Ra ~0.5 μm) için
Kombine Kesici Kenar tamamen yeterli performans sağlar
Ayrıca en kritik avantaj:
- Kaba işleme → finiş işlemesine takım değiştirmeden geçiş
Setup süresi ve takım değişim maliyetinin ortadan kalkması
Finish İşleme Özeti
Genel Amaçlı 4 Flute’ye Eşit Yüzey Kalitesi
- Yüzey kalitesi açısından genel amaçlı 4 ağızlı frezeye eşdeğer performans
- Kaba işleme frezelerine kıyasla çok daha stabil ve kontrollü yüzey oluşumu
- Standart endüstriyel finiş toleranslarında (Ra ~0.5 μm) yeterli performans
- En önemli avantaj: tek takım ile kaba + finiş prosesinin tamamlanması
Bölüm 3 Özet — Kanal, Kenar Frezeleme ve Finish İşlemeyi Kapsayan Çok Yönlülük
| Karşılaştırma Ekseni | Genel Amaçlı 4 Ağızlı Frezeye Karşı | Kaba İşleme Frezesine Karşı |
|---|---|---|
| Kanal Açma Verimliliği | 5,5 kata kadar (%548) | Eşit veya daha iyi (özellikle derin kanallarda üstün) |
| Kenar Frezeleme Verimliliği | 3 kata kadar (%300) | Eşit (özellikle ap ≤ 6 mm aralığında) |
| Titreşim Sönümleme | Belirgin şekilde üstün | Eşdeğer (kanal açmada daha stabil) |
| Yüzey Kalitesi | Eşdeğer (minimal sapma ve Ra farkı) | Belirgin şekilde üstün |
| Takım Envanteri | — | Tek takım ile kaba + finiş işleme |
Önemli Sonuç:
Kombine Kesici Kenar yalnızca bir kanal frezeleme takımı değildir.
- Kanal açmada çok yüksek verimlilik
- Kenar frezelemede titreşim sönümleme + yüksek talaş kaldırma kabiliyeti
- Genel amaçlı 4 ağızlı frezelere eşdeğer yüzey kalitesi
Bu üç kritik eksende aynı anda yüksek performans sunabilen çok amaçlı bir kesici kenar geometrisidir.
4. Gerçek Uygulamalardan Örnekler — Kullanıcı Vaka Çalışmaları (5 Başarı Hikayesi)
Şirket içi testlerin ötesinde, sahada gerçekleştirilen 5 ayrı kullanıcı uygulamasının tamamı “başarılı / kazançlı” sonuçlar ile raporlanmıştır.
Hem VEE-C (değiştirilebilir kafalı sistem) hem de FinishMeister (yekpare karbür) için doğrulanan sonuçlar aşağıdadır:
Vaka Çalışması Özeti
| # | Ürün | Operasyon | Malzeme | Takım Çapı | Makine | Verimlilik | Takım Ömrü |
|---|---|---|---|---|---|---|---|
| 1 | FinishMeister | Kenar frezeleme (valf) | SUS316 | φ12 | Çok eksenli makine | 3 kat | 15 kat |
| 2 | FinishMeister | Kenar frezeleme (piston) | FCD500 | φ25 | Yatay işleme merkezi (HSK100) | 3 kat | Eşit |
| 3 | VEE-C | Kenar frezeleme | SS400 / 160HB | φ25 | Dikey işleme merkezi (BT40) | 1.5 kat | 1.7 kat |
| 4 | VEE-C | Kanal frezeleme | SKD11 / 40HRC | φ12 | Dikey işleme merkezi (BT50) | 2 kat | 2 kat |
| 5 | VEE-C | Kanal frezeleme | SUS430F | φ10 | Dikey işleme merkezi (BT30) | 2.8 kat | Eşit |
Öne Çıkan Sonuçlar
Hem VEE-C hem FinishMeister için sahada doğrulanmış başarılı sonuçlar.
Değiştirilebilir kafalı (VEE-C) veya yekpare solid karbür (FinishMeister) fark etmeksizin:
- Kombine Kesici Kenar geometrisi sahada doğrulanmıştır
- Verimlilik artışı: 3 kata kadar
- Takım ömrü artışı: 15 kata kadar
Bu sonuçlar, ürün tipinden bağımsız şekilde proses iyileştirmesi sağlandığını göstermektedir.
FinishMeister Vaka Çalışması
Vaka 1 SUS316 Valf İşleme: 3 Kat Verimlilik, 15 Kat Takım Ömrü
İşleme Detayları
- Parça: SUS316 valf
İşlem: Kenar frezeleme (valf dış çapı)
Takım: φ12 FinishMeister
Makine: Çok eksenli işleme merkezi
Sektör: Otomotiv
Problemler
- Düşük rijitlikte bağlama koşulları nedeniyle tornalama yöntemi kullanılamıyordu
- Önceki çözüm: 4 ağızlı yekpare karbür freze
- Titreşim ilerledikçe hızlı takım aşınması ve kısa ömür
- Verimlilik artışı sağlanamıyordu
FinishMeister ile Sonuçlar
- Takım: TEFS120B44-26C12-83 (AH725)
- Kesme koşulları:
- Vc: 40 m/dk dan → 60 m/dk ya çıkarıldı
- fz: 0.06 mm/diş
- ap: 5 mm
- ae: 1 mm den → 2 mm ye çıkarıldı
Elde edilen kazanımlar:
- Talaş kaldırma hacmi artışı: 1,27 den→ 3,82 cm³/dk (3 kat artış)
- Takım ömrü artışı: 0,3m den → 4,5 m (15 kat takım ömrü artışı)
Kritik Teknik Sonuç
Dalga formlu kesici kenar yapısı:
- Kesme kuvvetini düşürür
- Aşınma ilerlese bile stabil kesme sağlar
- Titreşimi bastırarak proses sürekliliğini artırır
ÖNEMLİ NOKTA
3 Kat Verimlilik ve 15 Kat Takım Ömrü — Büyük Proses İyileştirmesi
Düşük bağlama rijitliğine sahip işleme koşullarında dahi, Kombine Kesici Kenar’ın düşük kesme dirençli yapısı sayesinde:
- 3 kat verimlilik artışı
- 15 kat takım ömrü artışı
elde edilmiştir.
Artan kesme hızlarında bile titreşim kontrol altında kalmış, bu da agresif kesme parametrelerinde dahi stabil işleme kabiliyeti sağlamıştır.
Vaka 2 FCD500 Piston Halkası İşleme: 3 Kat Verimlilik + Takım Sayısını Azaltma

İşleme Detayları
- Parça: FCD500 piston halkası
İşlem: Kenar frezeleme (piston dış çap tornalama-frezeleme uygulaması)
Takım çapı: φ25
Makine: Büyük yatay işleme merkezi (#50 / HSK100)
Sektör: Gemi inşaatı
Mevcut Durum ve Problemler
- Önceden iki farklı parmak freze kullanılıyordu:
- Kaba işleme frezesi
- Finiş (ince işleme) frezesi
- Takım değişim ihtiyacı çevrim süresini artırıyordu
- Proses verimliliği ve operasyon sürekliliği olumsuz etkileniyordu
FinishMeister ile Sonuçlar
- Kullanılan takım: TEFS250E44-52C25CF121 (AH725)Kesme koşulları:
- Vc: 79 dan→ 120 m/dk a çıkarıldı
- fz: 0.07 mm/diş
- ap: 30 mm
- ae: 3 den → 6 mm ye çıkarıldı
Elde edilen kazanımlar
- Talaş kaldırma miktarı:
25,35 dan→ 77,01 cm³/dk ya çıkarıldı(3 kat verimlilik artışı) - Takım ömrü:
Önceki sistemle eşdeğer seviyede (stabil korundu) - Proses yapısı:
Kaba + finiş operasyonları tek FinishMeister üzerinde birleştirildi
Sistem sonucu:
Seri üretim hattında standart çözüm olarak benimsenmiştir
ÖNEMLİ NOKTA
3 Kat Verimlilik + Takım Sayısını Azaltma — Seri Üretimde Doğrulanmış Sonuç
İki ayrı takım kullanılan yapıdan tek FinishMeister çözümüne geçilerek:
- 3 kat verimlilik artışı sağlanmıştır
- Takım ömrü korunmuştur (eşdeğer performans)
- Takım değişim ihtiyacı ortadan kaldırılmıştır
VEE-C Vaka Çalışmaları
Vaka 3 Kaba İşleme Parmak Frezesinin Değiştirilmesi: 1,5 Kat Verimlilik + Takım Sayısında Azaltma
İşleme Detayları
- İşleme yöntemi: Kenar frezeleme
- İş parçası malzemesi: SS400 (160 HB)
- Takım çapı: φ25
- Makine: Dikey işleme merkezi / BT40
Mevcut Durum ve Problemler
- Rakip üreticiye ait karbür kaba işleme parmak frezesi kullanılmaktaydı
- Yekpare freze, 20 mm kesme derinliği sınırı nedeniyle yeterli performans sağlayamıyordu
- Kesici kenar aşınması ve kenar hasarı meydana geliyordu
- Kaba ve finiş işlemler için iki ayrı takım kullanımı gerekiyordu
VEE-C ile Elde Edilen İyileşme
Kesme koşulları:
- Vc: 100 den → 120 m/dk ya çıkarıldı
- fz: 0.12 den → 0.15 mm/dişe çıkarıldı
Performans sonuçları:
- Talaş kaldırma miktarı (MRR): 61,12 den → 91,67 cm³/dk (~%50 artış)
- Takım ömrü: 3 parçadan → 5 parçaya (1,7 kat artış)
- Proses yapısı: Kaba + finiş işlemler tek VEE-C ile birleştirildi
- Yardımcı etki: Takım değişim süresinde azalma
ÖNEMLİ NOKTA
1,5 Kat Verimlilik + 1,7 Kat Takım Ömrü + Takım Sayısında Azaltma
Kullanılan kaba işleme frezesi, finiş yüzey kalitesini sağlayamadığı için ayrı bir finiş takımı gerektirmekteydi.
VEE-C Kombine Kesici Kenar geometrisi, kaba ve finiş işlemi tek bir takımda birleştirerek:
- 1,5 kat verimlilik artışı
- 1,7 kat takım ömrü artışı
- Takım sayısında azalma ( tek takımlı çözüm)
sağlamıştır.
Vaka 4 2 HSS Takımdan 1 VEE-C’ye Geçiş: 2 Kat Verimlilik + 2 Kat Takım Ömrü

İşleme Detayları
- İşleme yöntemi: Kanal frezeleme
- İş parçası malzemesi: SKD11 (40 HRC)
- Takım çapı: φ12
- Makine: Dikey işleme merkezi / BT50
Mevcut Durum ve Problemler
- Sistem: Kaba HSS freze + finiş HSS freze olmak üzere iki takımlı yapı
- Takım değişimi nedeniyle çevrim süresi uzuyordu
- HSS takımlar kesme hızını sınırlıyordu
- Verimlilik düşük seviyedeydi
VEE-C ile Elde Edilen İyileşme
Kesme koşulları:
- Vc = 40 m/dk
- ap = 4 mm
- ae = 12 mm
- fz = 0.03 mm/diş
Performans:
- Talaş kaldırma miktarı: 3,06 dan→ 6,11 cm³/dk (2 kat artış)
- Takım ömrü: 2 kat artış (5 parça/kenar takım ömrü)
- Proses: Kaba + finiş tek VEE-C ile birleştirildi
- Takım değişimi: Ortadan kalktı
ÖNEMLİ NOKTA
2 Kat Verimlilik + 2 Kat Takım Ömrü — Büyük Proses İyileştirmesi
ki HSS takımlı yapıdan tek VEE-C çözümüne geçilerek:
- 2 kat verimlilik
- 2 kat takım ömrü
- Daha stabil kanal frezeleme prosesi
elde edilmiştir.
Vaka 5 Çevrim Süresini Azaltmak İçin Kesme Derinliği 2 Katına Çıkarıldı

İşleme Detayları
- İşleme yöntemi: Kanal ve kenar frezeleme
- İş parçası malzemesi: SUS430F
- Takım çapı: φ10
- Makine: Dikey işleme merkezi / BT30
Mevcut Durum ve Problemler
- Rakip karbür freze ile titreşim nedeniyle ap değeri sınırlıydı
- Düşük rijitlikli BT30 makinede proses stabilitesi zayıftı
- Kesme koşulları artırılamıyordu
VEE-C ile Elde Edilen İyileşme
- Kesme derinliği: 1 mm → 2 mm (2 kat artış)
- Test koşulları: Vc = 66 m/dk, ap = 2 mm, ae = 10 mm, fz = 0.05 mm/diş
- Talaş kaldırma miktarı: 8,40 cm³/dk
- Takım ömrü: Önceki sistemle eşdeğer
- Yüzey kalitesi: korundu
- Kesme davranışı: sessiz ve stabil
ÖNEMLİ NOKTA
Çevrim Süresi Azaltımı — Kesme Derinliği 2 Katına Çıkarıldı
VEE-C’nin titreşim sönümleme kabiliyeti sayesinde:
- Kesme derinliği 2 katına çıkarılmıştır
- Çevrim süresi azaltılmıştır
BT30 gibi düşük rijitlikteki makinede dahi stabil proses elde edilmiştir
Yayınlanmış Vaka Çalışması: Kondo Iron Works × FinishMeister Kombine Kesici Kenar
Yukarıdaki 5 vaka, dahili test raporlarına dayanmaktadır, ancak resmi olarak yayınlanmış bir başarı hikayesi de bulunmaktadır.

Kondo Iron Works Co., Ltd. (Aichi, Japonya), takım tezgahı ve inşaat makineleri parçalarının üretiminde uzmanlaşmış bir firmadır. Şirket, çok eksenli bir işleme merkezinde FinishMeister φ12 (Kombine Kesici Kenar) kullanarak önemli proses iyileştirmeleri elde etmiştir.
| Ürün | FinishMeister φ12 (yekpare Kombine Kesici Kenar) |
|---|---|
| İşleme | Kanal + kenar frezeleme (kama kanalı / cıvata kafa yeri açma) |
| Malzeme | S45C |
| Makine | Çok eksenli işleme merkezi (tek bağlamada çok yüzey işleme) |
| Zorluk | Multi-task makinede uzun takım bağlama boyu tırlamaya neden oluyor. Kesme koşulları arttırılamıyor. |
| Kesme Koşulları | Vc:100 m/dak, f:0,26mm/devir Ap:7-8mm, Ae:12mm |
Elde Edilen Sonuçlar:
- Titreşim kontrolü sayesinde yüksek kesme derinliğinde stabil işleme
- Paso sayısında azalma → çevrim süresi kısaldı
- Kaba + finiş işlemler tek takımda birleştirildi
- Takım sayısında azalma sağlandı
Firma Yorumu
- “Uzun takım boyunda bile stabil kesme sağladı”
- “Paso sayısını azaltarak çevrim süresini düşürdü”
- “Tek takım ile birden fazla operasyonu gerçekleştirebildik”
VEE-C, Kondo Demir İşleri’nde kanıtlanmış aynı Kombinasyon Kenarını değiştirilebilir başlıklı bir formatta benimseyen bir üründür. Monolitik FinishMeister ve değiştirilebilir başlıklı VEE-C — uygulamanıza ve ekonomik koşullarınıza göre 2 ürün serisinden seçim yapın.
Özet — Titreşimi Bastırın ve Bir Sonraki Kesime Geçin
Bu çalışma, Kombine Kesici Kenar geometrisinin performansını hem test hem de saha uygulamalarıyla doğrulamaktadır:
- En kritik problem: Titreşim
- Çözüm: Dalga formu + düz kesici kenar kombinasyonu
- Verimlilik: %300’e varan artışlar
- Takım ömrü: 15 kata kadar artışlar
- Uygulama alanı: BT30–BT50 ve çok eksenli makineler
- Sonuç: Tek takım ile kaba + finiş işleme mümkün