
Bu, Tungaloy satış temsilcilerinin müşterileriyle birlikte yürüdüğü başarıya giden yoldur.
48 Saatlik Hafta Sonu Gözetimsiz Çalışma Elde Etmek! İnsansız Üretimi Engelleyen Darboğazı Hangi Pah açma Takımı Çözdü?
Röportaj İşbirliğiTsubakimoto Mayfran A.Ş.


Tungaloy Satış Temsilcisi
Takahiko MurataTakahiko Murata
- Memleket
- Kyoto Şehri, Kyoto Eyaleti
- Kariyer
- Ocak 1987’de katıldı (orta düzey işe alım). 36. yıl.
- Hobiler
- Ortaokulda alp disiplini kayak yarışlarına başladım ve bugün hala aktif olarak yarışıyorum.
Sezon dışında ise tamamen golf.
Metal kesme ile uğraşan herkes en az bir kez bir “Chip konveyörü” görmüştür. Bu kez, Chip konveyörleriyle ilgili bir iyileştirme vaka çalışması sunuyoruz.
Shiga Eyaleti, Koka Şehri merkezli Tsubakimoto Mayfran A.Ş., 1973 yılında Tsubakimoto Chain Co. ve Mayfran International’ın ortak girişimi olarak kurulmuştur. 1974 yılında şirket, “ChipTote” Chip konveyörünün üretimine başlamıştır. O zamandan beri şirket, geniş bir malzeme taşıma ürün yelpazesi geliştirmiş ve şimdi malzeme taşıma ve soğutma sıvısı işleme ekipmanlarının kapsamlı bir üreticisi olarak geniş çapta tanınmaktadır.
Tsubakimoto Mayfran A.Ş., “metal Chip, soğutma sıvısı ve katı atık” alanında küresel müşteri memnuniyeti ve güvenini kazanmak için en yüksek kalitede ürün ve hizmetler sunmaya devam etmektedir.
İçindekiler
Kayış Pimi Şirket İçi Üretim Projesi
Tsubakimoto Mayfran A.Ş., amiral gemisi ürünü olan konveyörleri Shiga Eyaleti, Koka Şehrindeki genel merkez fabrikasında üretmektedir. Genel merkez fabrikası, sac işlerinden kaynağa, montajdan boyamaya kadar her şeyi entegre bir konveyör üretim sürecinde ele alan ana fabrikadır. Bu sırada, anahtar konveyör bileşenlerinden biri olan kayış pimlerinin tedarikinde bir sorun ortaya çıktı. Daha önce, genel merkez fabrikası neredeyse hiç metal kesme işlemi yapmamış ve işleme gerektiren kayış pimleri dış kaynaklardan üretilmişti. Ancak, taşeronun üretime devam etmesi zorlaştı. Bu sorunu çözmek için bir kayış pimi şirket içi üretim projesi başlatıldı. Metal kesme konusunda derin bilgiye sahip Üretim Mühendisliği Departmanı’ndan Bay Ichihashi, proje lideri olarak atandı.

“Daha önce dış kaynaklardan sağlanan kayış pimi üretimini genel merkez fabrikamızda şirket içinde yaparak birçok fayda sağlayabileceğimizi düşündük, bu yüzden şirket içi üretime devam etmeye karar verdik. Şirket içi üretim, talebe göre esnek üretim planlaması sağlar ve küçük parti üretimini kolaylaştırır. Dış kaynak kullanırken, sipariş parti büyüklükleri ve teslim süreleri nedeniyle büyük bileşen envanterleri (devam eden işler) tutmamız gerekiyordu. Şirket içinde üretim yaparak, üretim programlarını ve parti büyüklüklerini müşteri gereksinimlerine göre esnek bir şekilde ayarlayabiliriz. Tam zamanında üretimin uygulanması, bileşen envanterinde önemli bir azalma sağlamıştır.”
Bu, üretim verimliliğinde iyileşmeler beklenen önemli bir projeydi.
“Teslim süresi ve envanter azaltma beklentilerine ek olarak, bu başlangıç projesi için maliyet rekabetçiliğini de bir hedef olarak belirledik. Üretim maliyetleri göz önüne alındığında, denizaşırı üretim bir seçenekti, ancak bileşenleri genel merkez fabrikasında – nihai montaj sahasında – üretmek, nakliye teslim süreleri (yerel tüketim için yerel üretim) açısından en uygunudur. Bu nedenle, yurt içi üretimle bile denizaşırı üretimle rekabet edebilecek maliyet rekabetçiliğine sahip bir üretim hattı kurmayı hedefledik. Maliyet rekabetçiliğini sağlamanın anahtarının ‘otomasyon ve uzatılmış gözetimsiz çalışma’ olduğuna inanıyorduk.”
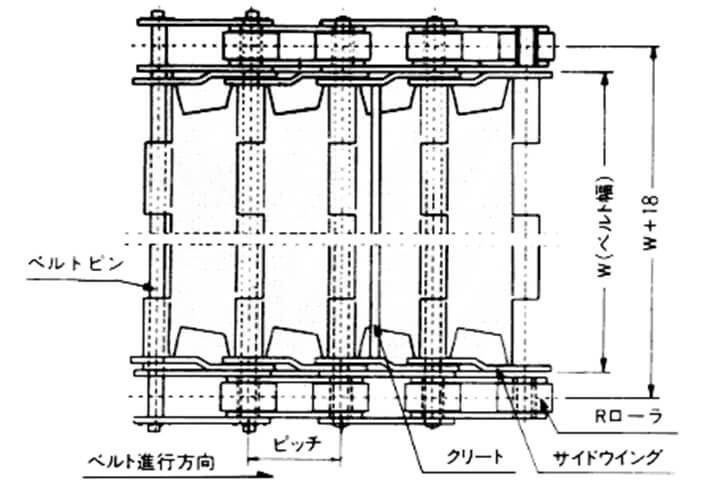
Menteşeli Tip Çelik Bant Konveyörün Görünümü ve Yapısı
Kayış Pimlerinin Görünümü

Gözetimsiz Çalışmayı Engelleyen Darboğaz Süreci
Belirlenen hedeflere ulaşmak için hat yapımı ilerledi. Kayış pimleri uzun silindirik parçalar olduğundan, malzeme beslemesi için bir çubuk besleyici benimsendi. Ek olarak, uzun iş parçalarının yeniden kavranmasını ve her iki ucun işlenmesini otomatikleştirmek için, alt iş mili olan bir NC torna tezgahı seçildi ve iş parçası yüklemeden işlemeye, iş parçası boşaltmaya kadar her şey otomatikleştirildi.
Kayış pimleri farklı çap ve uzunluklarda çeşitli modellerde gelir. Her model için işleme programları oluşturuldu ve doğrulandı, ve fabrikanın ilk işlenmiş bileşenlerinin başlangıcı başarıyla tamamlandı.
İşleme başlangıcı başarıyla tamamlanmış olsa da, diğer hedef – uzatılmış gözetimsiz çalışma elde etmek – henüz karşılanmamıştı. İki süreçte kullanılan takımların takım ömrü kısaydı ve sık takım değiştirme, uzatılmış çalışmayı imkansız hale getiriyordu.
“Nispeten büyük üretim partilerine sahip modelleri tatillerde gözetimsiz çalışmayla işlemeyi hedefledik. Örneğin, Cuma günü ayrılırken kurulumu tamamlayın ve işlemeye başlayın. Hafta sonu (Cumartesi ve Pazar) gözetimsiz işlemeyi çalıştırabilirsek, hat üretim verimliliğine ve üretim maliyetlerine önemli ölçüde katkıda bulunurdu. Bunu başarmak için yaklaşık 48 saat gözetimsiz çalışma yapmamız gerekiyordu, ancak darboğaz süreçlerindeki takım ömrü sorunları hedefimize ulaşmamızı engelledi.”
Kayış Pimi İşlemede Darboğaz Süreçleri
Darboğaz Süreci 1: Kesme / Alın Yüzey İşleme
Üretim bir çubuk besleyici kullandığı için, Kesme süreci ana işlemlerden biriydi. Ayrıca, çeşitli modelleri işlemek için gereken takım sayısı ve taret istasyonlarındaki sınırlamalar nedeniyle, Kesme takımı, takım kullanımını birleştirmek için alın yüzey işleme için de kullanıldı.
Darboğaz Süreci 2: Punta Delik Delme + Pah açma
Delik konum doğruluğunu artırmak için, delik işlemeden önce punta Delik Delme yapıldı. Bu delikler C-Pah açma gerektirdiğinden, süreç, punta Delik Delme ve Pah açmayı tek bir işlemde birleştirmek için 90°’lik bir Pah açma takımının önceden daha derine sürülmesini kullanacak şekilde tasarlandı.
“Punta Delik Delme + Pah açma” Sürecinin İşleme Görüntüsü
- Süreç 1
Punta Delik Delme + Pah açma

- Süreç 2
Delik Delme
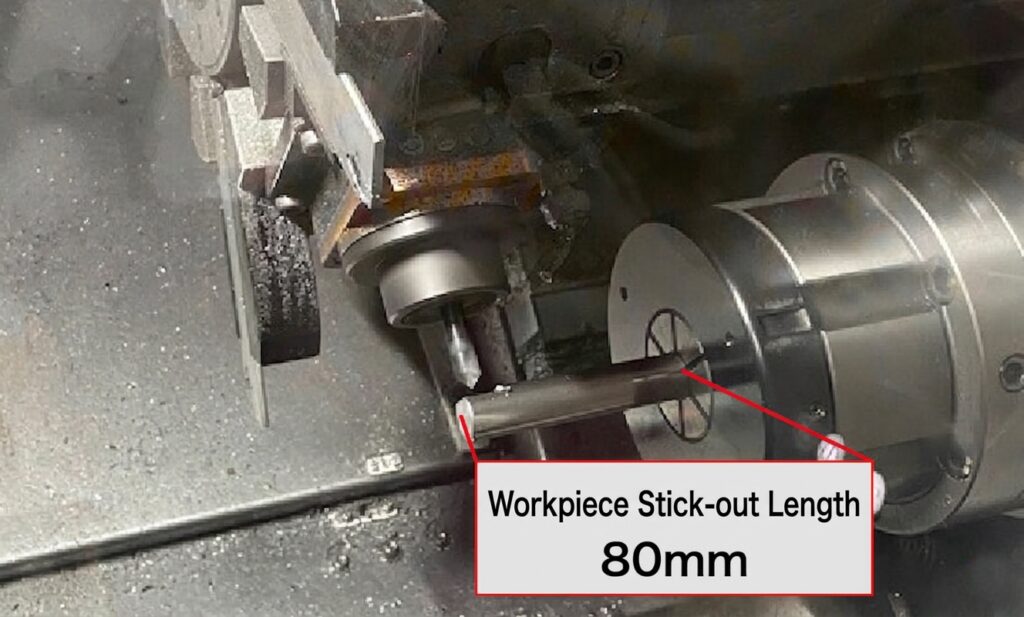
“Özellikle sorunlu olduğunu hissettiğim süreç, bu ‘punta Delik Delme + Pah açma’ süreciydi. İş parçasını tutan pens kovanı ile döner takım ünitesi arasındaki girişim ve makinenin frezeleme aralığı sınırlamaları nedeniyle, frezeleme işlemleri için iş parçasının yaklaşık 80 mm dışarı çıkması gerekiyordu. Üstelik, işleme alın yüzeyine yakın yapıldığı için, konsol bir kurulumda yapılması gerekiyordu. İş parçası düşük rijitlik durumundayken, işleme kararsız hale geldi. Titreşim, özellikle daha küçük çaplı kayış pimi modellerinde belirgindi ve düzensiz delik şekillerine sahip Pah açmalarla sonuçlanıyordu.”
“Birden fazla üreticiden takım iyileştirmeleri talep etmiştik ve takım iyileştirmeleri üzerinde çalışıyorduk. Bir üreticiye özel takımlar yaptırdık ve testler yaptık, ancak ihtiyacımız olan iyileştirmeyi sağlayan bir takım bulmakta zorlanıyorduk.”
Uzatılmış gözetimsiz çalışma hedefi çıkmaza girmişti.
Merkez Pimi İşleme İçin Kullanılan Çubuk Besleyici ve Alt İş Mili Olan NC Torna Tezgahı

“Punta Delik Delme” + “Pah açma” Sürecinin Görünümü
Darboğaz Süreci İçin Çözümler
Bu sıralarda Bay Ichihashi ve Tungaloy’un Kyoto Satış Ofisi’nden Murata ilk kez tanıştılar.
Bay Ichihashi’nin seçtiği bir matkap ürünüyle işleme hakkında bir danışma talebi, bir distribütör aracılığıyla Murata’ya ulaştı. Murata, Bay Ichihashi’yi ziyaret ettiğinde, Bay Ichihashi’nin karşılaştığı zorlukları öğrendi.
“Kesme/alın yüzey tornalama takımı iyileştirmesi için TungCut’ı önerdim. TungCut, yanal kuvvetlere karşı güçlü direnç sağlayan benzersiz bir yay şeklinde Uç yuvasına sahiptir ve sadece Kesme değil, aynı zamanda tornalama işlemlerini de yapabilen bir kanal açma/Kesme takımı serisidir. Uç için en son kalitemiz olan AH7025’i seçtim. Bu kalite diğer müşterilerimizde zaten mükemmel sonuçlar verdiğinden, onunla test yapmayı önerdim.”
“AH7025’i test ettiğimizde, takım ömrü uzamasını sağladık ve darboğaz süreçlerinden birini çözdük. Başlangıçta, takım ömrü ve yüzey kalitesi açısından işleme için soğutma sıvısı kullanıyorduk. Ancak, soğutma sıvısı kullanmak, su kalitesinin bozulması nedeniyle periyodik değişim gerektirir ve atık yağ olarak bertaraf edilmesi, son zamanlarda giderek daha sorunlu hale gelen çevresel endişeleri artırır. Soğutma sıvısı olmadan kuru işleme yapmayı istedik. Bu bağlamda, AH7025, kuru işlemede bile tatmin edici yüzey kalitesi sağlarken, hedeflenen takım ömrünü yeterince karşıladı. Takım teknolojinizden dürüstçe etkilendik.”
“Diğer darboğaz süreci olan ‘punta Delik Delme + Pah açma’ için, küçük çaplı iş parçası ve uzun çıkıntı koşulları göz önüne alındığında zor bir iyileştirme olacağını tahmin ettim. Değiştirilebilir kafa takımı TungMeister, çok çeşitli Pah açma kafaları sunduğundan, bu seriden kayış pimi işleme için en uygun kafayı seçip seçemeyeceğimizi araştırdım.”

Değiştirilebilir Kafa Parmak Freze TungMeister: Kapsamlı Pah açma Kafası Çeşitleri
Değiştirilebilir kafa parmak freze TungMeister, kare kafaların ötesinde, yüksek ilerlemeli, küresel burunlu, Pah açma, Delik Delme ve kanal tipi kafalar dahil olmak üzere geniş bir kafa yelpazesi sunar. Özellikle Pah açma takımı serisi, belirgin şekilde farklı özelliklere sahip Pah açma kafalarına sahiptir.

“Mevcut birden fazla kafa tipi arasından, bu uygulama için en keskin kesme ve en düşük dirençli tasarım olan VDS tipini seçtim.”
TungMeister Pah açma kafaları üç tipte mevcuttur: “maliyet etkinliği için preslenmiş tasarıma sahip VCP tipi”, “verimlilik için çok kanallı tasarıma sahip VCA tipi” ve “düşük dirençli kesme için yüksek helis açılı tasarıma sahip VDS tipi”.
“Büyük helis açısı ve düşük dirençli tasarımının bu uygulama için uygun olacağını düşünerek VDS tipini seçtim. Ayrıca, Tsubakimoto Mayfran’ın kullandığı rakip Pah açma takımlarını incelediğimde, hiçbirinde kesici kenara inceltme uygulanmadığını gördüm. İnceltme özelliğine sahip VDS tipini kullanmanın İtme kuvvetini azaltacağını, böylece düşük rijitlikteki iş parçalarında bile iş parçası sapmasını bastıracağını düşündüm.”
TungMeister Pah açma Kafası Ürün Yelpazesi

Maliyet Etkin VCP Tipi (merkez kesici kenarlı)

Verimlilik Odaklı VCA Tipi (merkez kesici kenarsız)

Keskinlik Odaklı VDS Tipi (merkez kesici kenarlı)
VDS Tipinin Özellikleri
- VDS Kafasının Ön Görünümü
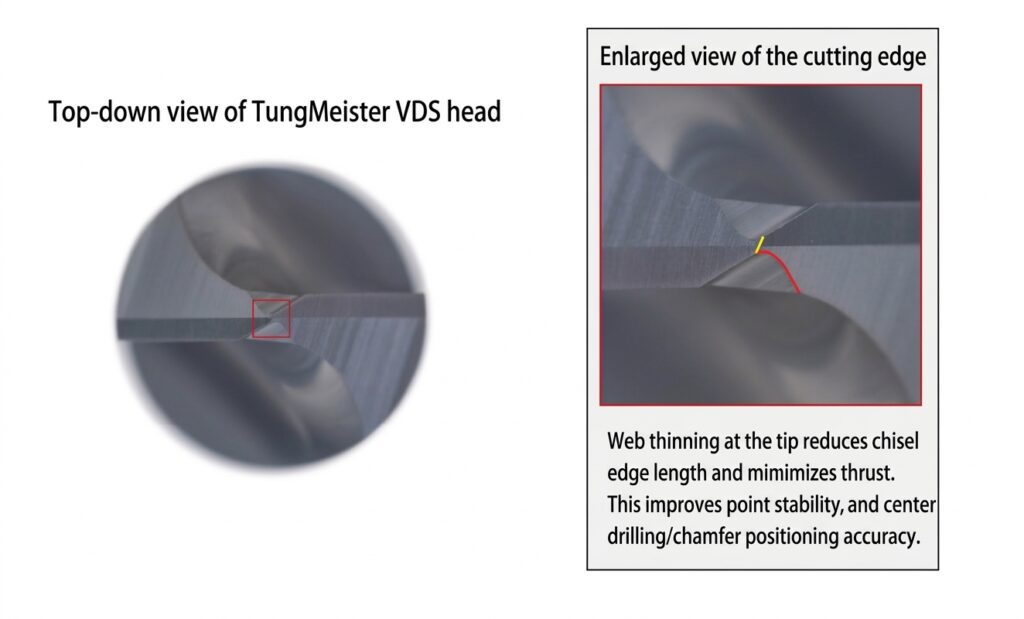
- VDS Kafası

48 Saatlik Gözetimsiz Hafta Sonu Çalışması Elde Etmek
Başarı için yüksek beklentilerle testler başladı. Geleneksel takım titreşimle işleme yaparken, VDS tipi titreşim oluşumunu önemli ölçüde bastırdı. Kararlı işleme onaylandıktan sonra, testler bir üretim testi aşamasına geçti. Test sonuçları şunları gösterdi:
- Takım ömrü 3.000 parçaya uzadı – önceki 600 parçalık takım ömrü ayarının 5 katı
- Daha önce düzensiz bir şekil olan Pah açılmış alan, temiz dairesel bir şekil aldı ve ürün kalitesi iyileşti
Bunlar önemli iyileştirmelerdi.
“Bu takımla işleme sonuçları, şaşırtıcı bir dizi yeni keşif oldu. İki darboğaz sürecini çözmek ve 48 saatlik gözetimsiz hafta sonu çalışması elde etmek, kayış pimi işleme hattında üretkenliği artırmaya büyük katkı sağladı. Genel amaçlı makineler kullanılarak kayış pimi işleme, yurt dışında bile henüz başarılmamıştır, bu nedenle bu yeni hattın denizaşırı üretimle rekabet edebilecek maliyet rekabetçiliğiyle inşa edildiğine inanıyorum.”
“İşleme stabilitesindeki iyileşme ve uzatılmış takım ömrüne ek olarak, TungMeister ile takım değiştirme kolaylığını da takdir ediyoruz. Katı takımlarla, her takım değişimi pensi gevşetmeyi ve yeniden sıkmayı, takım çıkıntı uzunluğunu ayarlamayı ve NC programında takım uzunluğu ofset düzeltmeleri yapmayı gerektiriyordu. Vidalı kafa bağlantılı Pah açma takımları da kullanmıştık, ancak sökme sırasında vidaların makine içinde düşüp kaybolduğu olaylar yaşandı. Şaftı çıkarmadan sadece bir anahtarla kafa değişimine izin veren TungMeister, takım değiştirme işlemlerinde de iyileşmelere yol açtı.”
Torna tezgahlarında – makine içi takım değişimlerinin sık olduğu yerlerde – değiştirilebilir kafa takımlarının benzersiz faydaları açıkça takdir edildi.

TungMeister VDS Tipi Kafa Kullanılarak İşlenmiş Pah

Ana İyileştirme Noktaları
-
Düşük İş Parçası Rijitliği Koşullarında “Punta Delik Delme” + “Pah açma” İçin Kullanılan Düşük Dirençli Pah açma Kafası VDS Tipi — Kararlı İşleme ve Dramatik Takım Ömrü İyileşmesi Sağlandı
VDS tipi kafa, yüksek helis açılı bir tasarıma ve inceltilmiş kesici kenar geometrisine sahiptir. Kesme direncini azaltır ve iş parçası sapmasını bastırır, düşük rijitlik koşullarında bile kararlı işleme sağlar.
-
Darboğaz Süreçlerinin Çözülmesi 48 Saatlik Gözetimsiz Üretimi Sağladı
Kararlı işleme, takım ömrünü önemli ölçüde iyileştirdi. Takım değiştirme sıklığının azaltılması, gözetimsiz çalışma süresinin uzatılmasına katkıda bulundu.
Daha Uzun Gözetimsiz Çalışmaya Doğru
Tsubakimoto Mayfran mevcut iyileştirmelerden memnun değil ve şimdiden daha fazla geliştirme için ilerliyor.
“Şimdi iki darboğaz süreci çözüldüğüne göre, farklı bir işleme süreci – alın işleme – mevcut darboğaz haline geldi. Bu süreci iyileştirerek, bir sonraki hedef olarak 60 saatlik gözetimsiz çalışmaya meydan okumak istiyoruz.”
Bir sonraki hedefi duyan Murata şöyle yanıt verdi:
“Punta Delik Delme + Pah açma’ sürecine benzer şekilde, alın işleme de düşük rijitlik koşulları içerir. Burada da, mümkün olan en düşük kesme direncine sahip bir kesici seçerek kararlı işleme ve uzatılmış takım ömrü peşinde koşmak istiyorum.”
“Bu şirkete katıldığımdan beri, kıdemli bir meslektaşımın bana öğrettiği ‘Zorluk bir fırsattır’ mottosuna değer verdim. Bu durumda olduğu gibi, bazen işler yolunda gider, ancak işleme planlandığı gibi gitmediğinde ve sorunlar ortaya çıktığında da zamanlar olur. Ancak, kolayca pes etmek yerine, başka fikirler veya iyileştirme önlemleri olup olmadığını araştırmanın ve meydan okumaya devam etmenin en önemli şey olduğuna inanıyorum. Özellikle zor durumlarda sorunları çözmenin, müşteriyle sonraki güven ilişkisini güçlendirdiğini hissediyorum.”
Murata, 60 saatlik gözetimsiz çalışma hedefine ulaşma konusundaki bir sonraki zorluğu da desteklemeye kararlıdır.
“İşlemede, ancak gerçekten deneyerek anlayabileceğiniz birçok şey var. Mevcut kavramlarla sınırlı kalmadan kendimize meydan okumaya devam etmeyi amaçlıyoruz.”
Bay Ichihashi, bir sonraki zorluk için hedeflerini paylaştı.
Tungaloy olarak, her gün yeni zorluklarla karşılaşan üretim profesyonellerini desteklemek için çabalamaya devam edeceğiz.

Solda: Bay Daisuke Kuroiwa, Üretim Departmanı, 1. Üretim Bölümü Şefi
Sağda: Bay Junpei Ichihashi, Üretim Mühendisliği Departmanı
Bu Makalede Öne Çıkan Ürünler
İşleme verimliliğini artırmak için çeşitli takım geometrileri arasından en uygun takımı seçin
TungMeister
Takım değiştirme süresini önemli ölçüde azaltın