Titreşimi Bastırın ve Sınırları Zorlayın. Tek Takımda Kaba ve İnce İşleme — Kombinasyon Parmak Freze

Kanal açmada titreşim, kaba işleme parmak frezelerinden kaynaklanan pürüzlü yüzeyler, kaba ve ince işleme arasında takım değiştirme zahmeti — Tungaloy’un benzersiz Kombinasyon Kenar tasarımı tüm bu atölye zorluklarını ele almaktadır. Hiçbir rakipte bulunmayan, dalga formu ve düz kesme kenarlarını birleştiren tescilli kenar Geometrysi ile, kaba işlemeden ince işlemeye kadar her şeyi tek bir takımda hallederken titreşimi bastırır. Değiştirilebilir başlıklı VEE-C ve yekpare FinishMeister — 2 ürün serisi her Uygulama alanını kapsamaktadır. Bu makale, Kombinasyon Kenar’ın yeteneklerini, şirket içi test verileri ve 5 kullanıcı işleme vaka çalışması ile destekleyerek kapsamlı bir analiz sunmaktadır.
Bu Makalede Neler Öğreneceksiniz?
- Parmak frezelemedeki en büyük zorluk “titreşimdir” — saha verileri neyi ortaya koyuyor?
- Çözümün anahtarı: Kombinasyon Kenar nedir?
- Ölçülen veri karşılaştırması — Kanal, Kenar frezeleme ve ince işlemede neden üstündür?
- Gerçek dünya performansı: kullanıcı işleme vaka çalışmaları (5 başarı hikayesi + yayınlanmış vaka)
- Özet — Titreşimi bastırın ve bir sonraki kesime geçin
1. Parmak Frezelemedeki En Büyük Zorluk “Titreşimdir” — Saha Verileri Neyi Ortaya Koyuyor?
Günümüzde parmak frezelemede çoğu atölyeyi rahatsız eden zorluk nedir?
Cevap, Tungaloy tarafından 2023 yılında düzenlenen bir Kenar frezeleme seminerinde yapılan anketle açıkça gösterilmiştir.
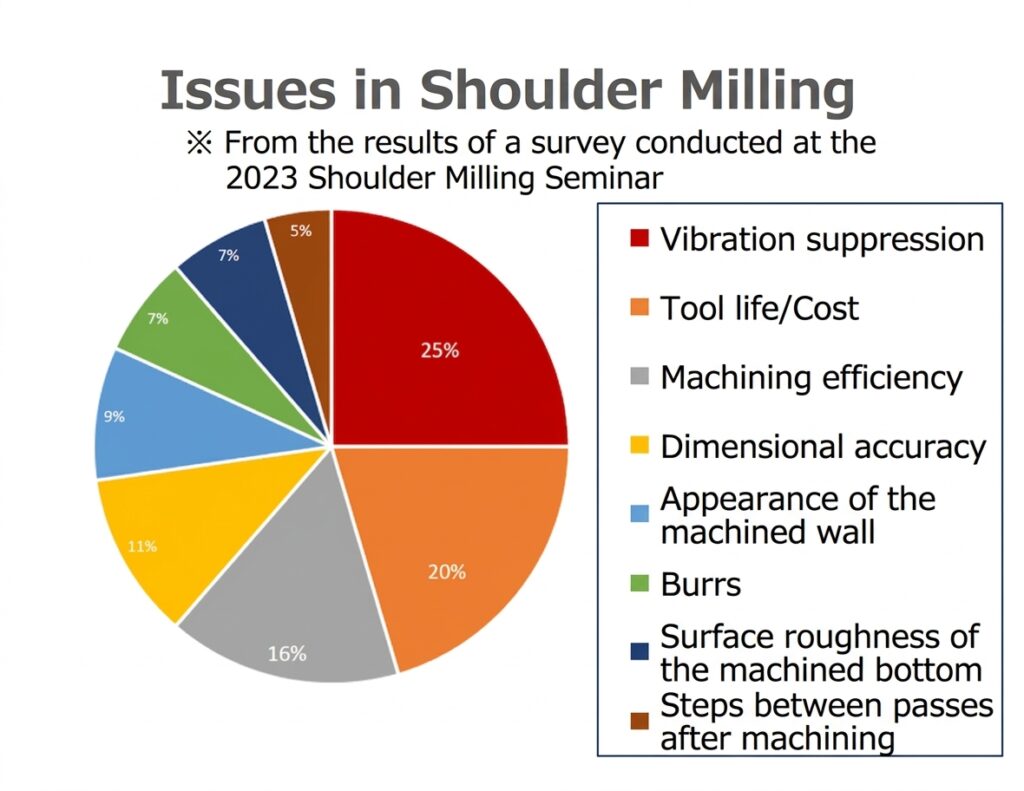
| Sıra | Zorluk | Yüzde |
|---|---|---|
| 1. | Titreşim bastırma | 25% |
| 2. | Takım ömrü / Maliyet | 20% |
| 3. | İşleme verimliliği | 16% |
| 4. | Boyutsal doğruluk | 11% |
| 5. | Duvar yüzey görünümü | 9% |
| 6. | Çapaklar | 7% |
| 7. | Alt yüzey pürüzlülüğü | 7% |
| 8. | Pasolar arası basamak izleri | 5% |
Katılımcıların 4’te 1’i “titreşim bastırmayı” en büyük zorluk olarak belirtmiştir. Bu, “takım ömrü/maliyet” (2.) ve “işleme verimliliği” (3.) gibi diğer zorlukların önünde, 1. sırada yer almaktadır.
Bu anket Kenar frezeleme için yapılmış olsa da, Kanal açmada durum daha da zordur. Kanal açma, titreşimi Kenar frezelemeye göre daha olası kılan yapısal faktörlere sahiptir.
- Yüksek sayıda temas eden Flute — Maksimum eş zamanlı kesme kenarları, kesme direncini Kenar frezelemeyi çok aşacak şekilde artırır
- Zor Chip tahliyesi — Chipler Kanal tabanında birikme eğilimindedir, bu da yeniden kesme, ısı birikimi ve hasar riskini artırır
- Titreşim amplifikasyonu — Tam çevre teması + uzun takım uzantısı titreşimi daha da olası kılar
- Kırılma riski — Derin Kanallarda (1×D veya daha fazla), takım esnemesi artar ve doğrudan kırılmaya yol açar
Bu arada, birçok atölye varsayılan olarak “her zamanki genel amaçlı 4 Flute parmak frezeyi” kullanmaktadır. Tungaloy’un satış verilerine (2022–2025) göre, 4 Flute parmak frezeler, Flute sayısına göre parmak freze kullanımının %84’ünü oluşturmaktadır. Neredeyse sadece çok yönlülükleri nedeniyle seçilseler de, 4 Flute parmak frezeler titreşim bastırma için özel olarak tasarlanmamıştır.
Kanal açmada hem verimliliği hem de stabiliteyi sağlarken titreşimi nasıl bastırabilirsiniz? Cevap Kombinasyon Kenar‘dır.
2. Çözümün Anahtarı: Kombinasyon Kenar Nedir?
Kombinasyon Kenar Yapısı
FinishMeister ve VEE-C kafalarında bulunan Kombinasyon Kenar, dalga formlu kesme kenarları ve düz kesme kenarlarının dönüşümlü olarak düzenlendiği tescilli bir kenar Geometrysidir.
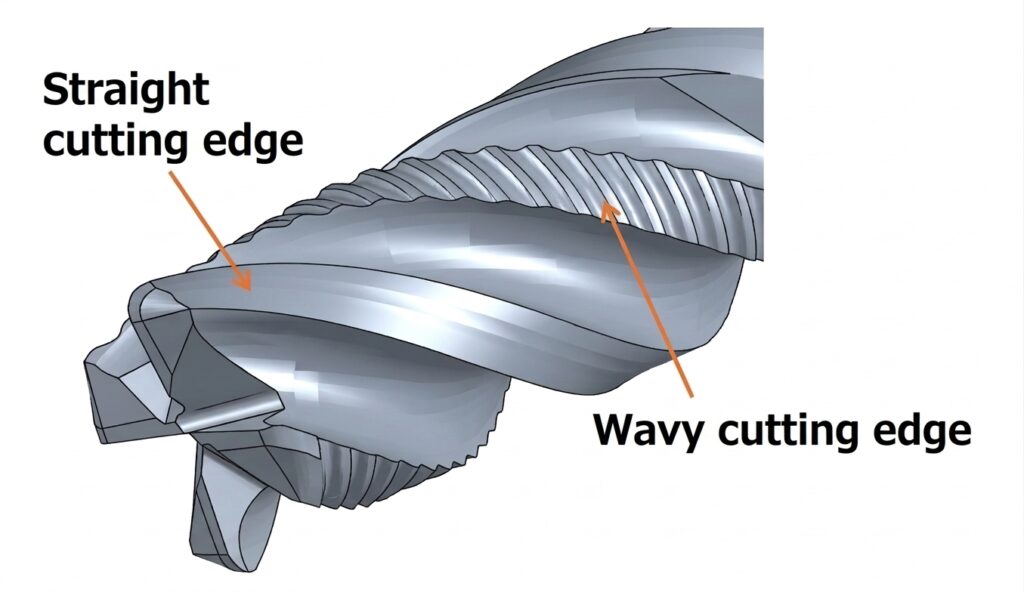
Bu yapının iki farklı rolü vardır:
- Dalga formlu kesme kenarları — Kesme direncini azaltmak için temas kenarı uzunluğunu dağıtır. Titreşimi bastırır
- Düz kesme kenarları — Dalga kenarlarının bıraktığı yüzeyi düzleştirerek, kaba işleme parmak frezelerine özgü pürüzlü dokuyu ortadan kaldırır. Yüzey kalitesini sağlar
Başka bir deyişle, tek bir takım aynı anda “kaba işlemede azaltılmış direnç” ve “garantili yüzey kalitesi” sağlar.
Diğer Kenar Tiplerinden Farkı
| Kenar Tipi | Titreşim Bastırma | Yüzey Kalitesi | Uygulama aralığı | Notlar |
|---|---|---|---|---|
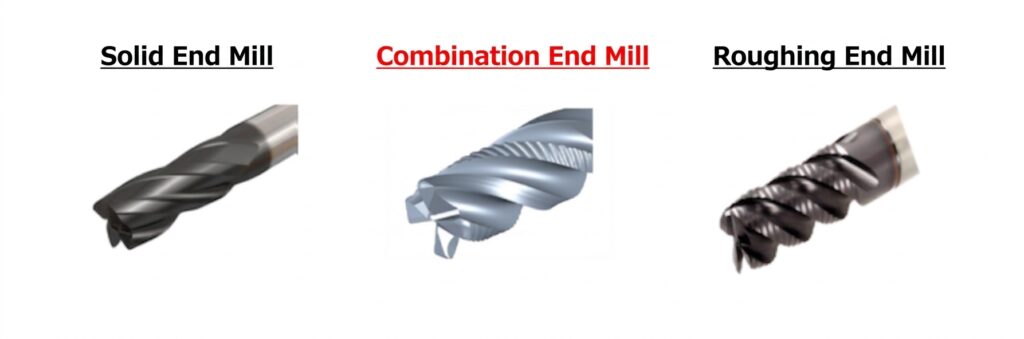
| Genel amaçlı 4 Flute (eşit olmayan adım/helis) | △ | ○ | Genel amaçlı (Kanal, Kenar frezeleme) | Derin Kanallarda kırılma riski |
| Kaba İşleme | ◎ | × | Tüm kaba işleme operasyonları | Pürüzlü yüzey ayrı bir ince işleme takımı gerektirir |
| Kombinasyon | ○ | ○ | Kanal açmadan Kenar frezelemeye (kaba + ince işleme) | Tek takımda kaba işlemeden ince işlemeye |
ÖNEMLİ NOKTA
Sadece Tungaloy’dan Temin Edilebilen Benzersiz Bir Kenar Geometrysi — 2 Ürün Serisi
Kombinasyon Kenar, kaba işleme parmak frezeleriyle eşdeğer titreşim bastırma sağlarken, genel amaçlı 4 Flute parmak frezelerine yakın yüzey kalitesi elde eder. Bu kombinasyon hiçbir rakip üründe mevcut değildir — bu, yalnızca Tungaloy’un sunabileceği bir kenar Geometrysidir.
Kombinasyon Kenar — 2 Ürün Serisi
Tungaloy, Kombinasyon Kenar’ı 2 ürün serisinde sunmaktadır. İşleme koşullarına, maliyete ve Uygulama gereksinimlerine göre en uygun seriyi seçiniz.
| Ürün | Tip | Takım Çapı | Özellikler & Uygulamalar | |
|---|---|---|---|---|
 |
VEE-C | Değiştirilebilir kafa (TungMeister) |
φ10–φ25 | Kafa değişimi işletme maliyetlerini düşürür. Düşük rijitliğe sahip makineler için yüksek rijitlikli şaftlarla uyumludur |
 |
FinishMeister | Yekpare | φ6–φ20 | Küçük çaplardan itibaren mevcuttur. Çok görevli makinelerde ve uzun takım uzantısı Uygulamalarında kanıtlanmış başarı. Kondo Iron Works’te yayınlanmış vaka çalışması |
Her ikisi de aynı Kombinasyon Kenar tasarım felsefesini (dönüşümlü dalga formu + düz kenarlar) paylaşmaktadır. Bu makaledeki veriler ve vaka çalışmaları öncelikli olarak VEE-C’ye odaklansa da, Kombinasyon Kenar FinishMeister ile de eşit derecede etkili sonuçlar vermektedir.
3. Ölçülen Veri Karşılaştırması — Kanal, Kenar Frezeleme ve İnce İşlemede Neden Üstündür?
Buradan itibaren, Tungaloy’da şirket içinde yapılan kapsamlı kesme testlerinden elde edilen verileri kullanarak Kombinasyon Kenar’ın üç eksen — Kanal, Kenar frezeleme ve ince işleme — üzerindeki performansını doğrulamaktayız.
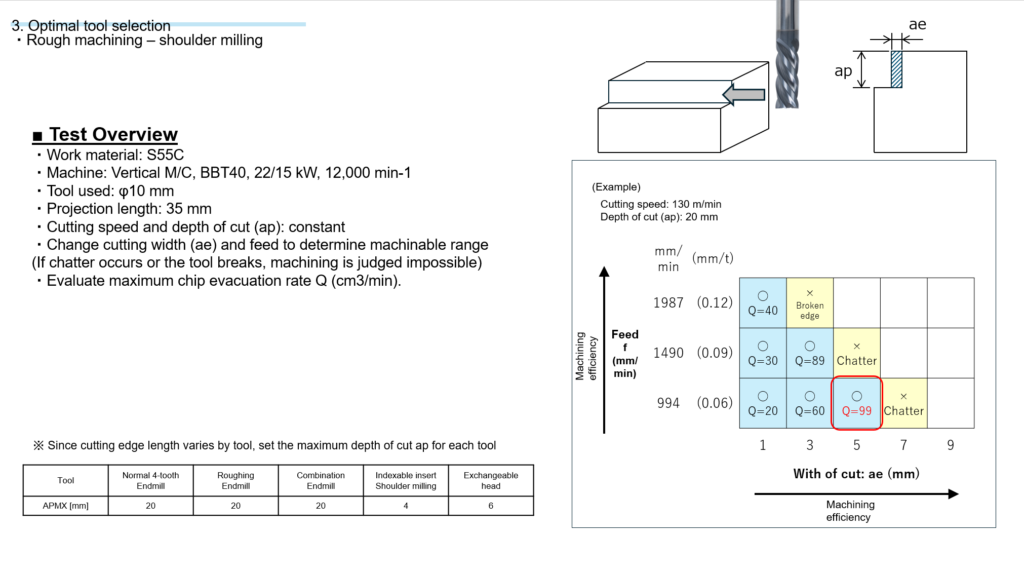
Test Genel Bakışı
| İş Parçası Malzemesi | S55C |
|---|---|
| Makine | Vertical machining center BBT40 (22/15kW, 12.000 dev/dak) |
| Takım Çapı | φ10mm |
| Takım Uzantısı Uzunluğu | 35mm (L/D=3.5) |
| Kesme Hızı | Vc = 100 m/min *Değerlendirme amacıyla titreşime eğilimli bir hızda değerlendirilmiştir |
① Kanal — Derin Kanallarda Ezici Verimlilik
Kanal açmada, kesme kenarı iş parçasına tam çevresi boyunca temas eder, bu da yüksek kesme direncine ve Kenar frezelemeyi çok aşan titreşim/kırılma risklerine yol açar. Bu zorlu ortam, Kombinasyon Kenar’ın dalga formlu kesme kenarlarının en büyük kesme direnci dağıtım etkisini sağladığı yerdir.
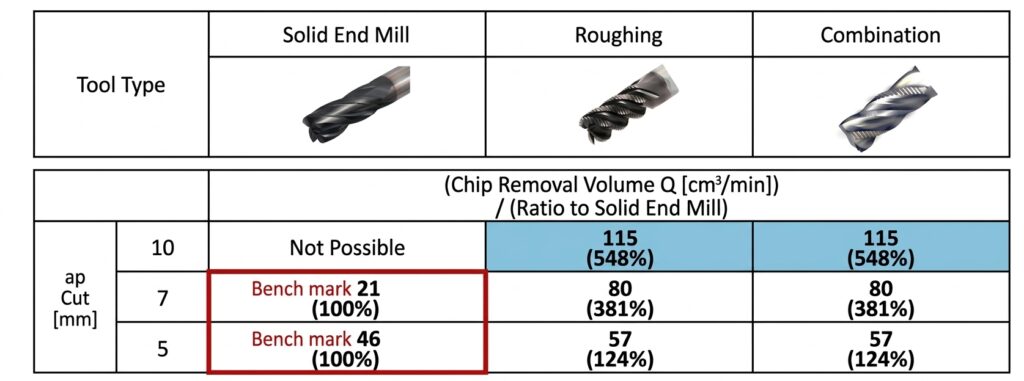
Anahtar Veriler
1×D Derin Kanalda Genel Amaçlı 4 Flute’ye Karşı %548
ap=10mm’de (Kanal derinliği 1×D), genel amaçlı 4 Flute işleme yapamadı. Kombinasyon Kenar, genel amaçlı 4 Flute’ye kıyasla %548 Chip kaldırma oranı elde etti. Yüksek İlerleme takımlarının ve değiştirilebilir uçlu tiplerin çalışamadığı bu derin Kanal aralığında, yalnızca Kombinasyon Kenar stabil işleme sağlar.
Derin Kanallarda neden güçlüdür? — Dalga formlu kesme kenarları, Flute başına temas uzunluğunu dağıtarak tam çevre temasından kaynaklanan kesme direncindeki keskin artışı hafifletir. Bu, titreşimi bastırır ve genel amaçlı 4 Flute’nin dayanamayacağı derinliklerde bile kırılmadan işleme devam etmeyi sağlar.
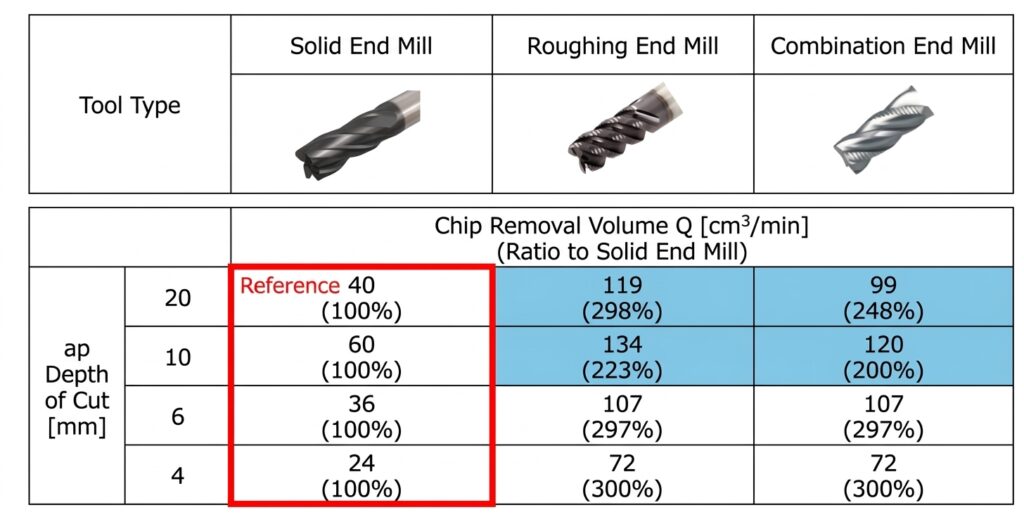
② Kenar Frezeleme — Daha Az Titreşim Daha Fazla Zorlamanıza Olanak Tanır
Bölüm 1’de belirtildiği gibi, Kenar frezelemedeki 1 numaralı zorluk “titreşim bastırma”dır (%25). Kombinasyon Kenar, Kenar frezelemede de hem titreşim bastırma hem de yüksek verimlilik sunar.
Bu verilerden üç önemli çıkarım:
1. Nokta: ap≤6mm’de, kaba işleme parmak frezeleriyle tamamen eşit verimlilik
Gerçek Kenar frezelemede en sık kullanılan kesme derinliği olan ap=4–6mm aralığında, Kombinasyon Kenar kaba işleme parmak frezeleriyle neredeyse aynı Chip kaldırma oranı elde eder. Genel amaçlı 4 Flute’ye kıyasla, %300’e kadar (3 kat). Bu aralıkta, verimlilik açısından Kombinasyon = Kaba İşleme.
2. Nokta: ap=10–20mm derin kesimlerde bile, genel amaçlı 4 Flute’ye kıyasla 2–2.5 kat
ap=20mm’de derin Kenar frezelemede bile, Kombinasyon Kenar genel amaçlı 4 Flute’ye kıyasla %248 elde eder. Kaba işleme parmak frezeleriyle eşleşmese de, en yüksek ikinci verimliliğe sahiptir. Üstelik, kaba işleme parmak frezeleri aşağıda tartışılan ince işleme kalitesini sağlayamadığından, ince işleme dahil edildiğinde Kombinasyon Kenar genellikle toplam proses verimliliğinde kazanır.
3. Nokta: Daha az titreşim, “koşulları daha fazla zorlamanıza” olanak tanır
Kombinasyon Kenar’ın dalga formlu kesme kenarları, Kenar frezelemede de temas kenarı uzunluğunu dağıtarak kesme direncini azaltır. Bu, titreşimi bastırır, Vc ve fz’yi artırmayı kolaylaştırır. Verilerde gösterilen verimlilik farklılıklarının ötesinde, bu, “atölyede koşulları gerçekten artırabilir misiniz?” perspektifinden önemli bir avantajdır.
Nitekim, Vaka Çalışması 3’te (SS400, BT40), bir kaba işleme parmak frezesini VEE-C ile değiştirirken koşullar artırıldı — Vc: 100→120 m/min, fz: 0.12→0.15 mm/z — bu da 1.5 kat verimlilik ve 1.7 kat takım ömrü sağladı. “Titreşim yapmıyor, bu yüzden daha fazla zorlayabilirsiniz” — kullanıcılar atölyede bunu deneyimliyor.
Kenar Frezeleme Özeti
Genel Amaçlı 4 Flute’ye Karşı 3 Kata Kadar Verimlilik
Kombinasyon Kenar, Kenar frezelemede genel amaçlı 4 Flute’ye kıyasla 3 kata kadar verimlilik sunar. ap≤6mm’de, kaba işleme parmak frezeleriyle tamamen eşittir. Ayrıca, titreşim bastırma etkisi, kesme koşullarını artırmak için alan yaratır ve yalnızca verilerin gösterdiğinin ötesinde gerçek dünya verimlilik artışları sağlar.
③ İnce İşleme — Genel Amaçlı 4 Flute’ye Eşit Kanıtlanmış Yüzey Kalitesi
“Titreşime direndiğini ve kaba işlemede verimli olduğunu anlıyorum. Ama Kombinasyon Kenar gerçekten iyi bir ince işleme sağlayabilir mi?” — Bu en sık sorulan sorudur.
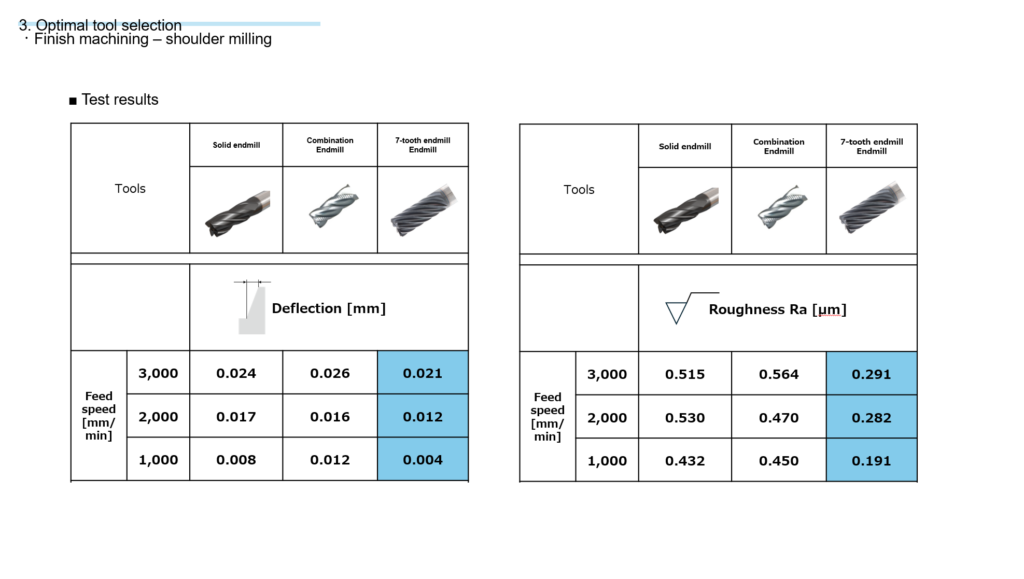
Kısa cevap şudur: Kombinasyon Kenar, genel amaçlı 4 Flute’ye neredeyse eşit yüzey kalitesi elde eder. Seminer testlerinde ölçülen duvar sapması ve yüzey pürüzlülüğü Ra verilerine bakınız.
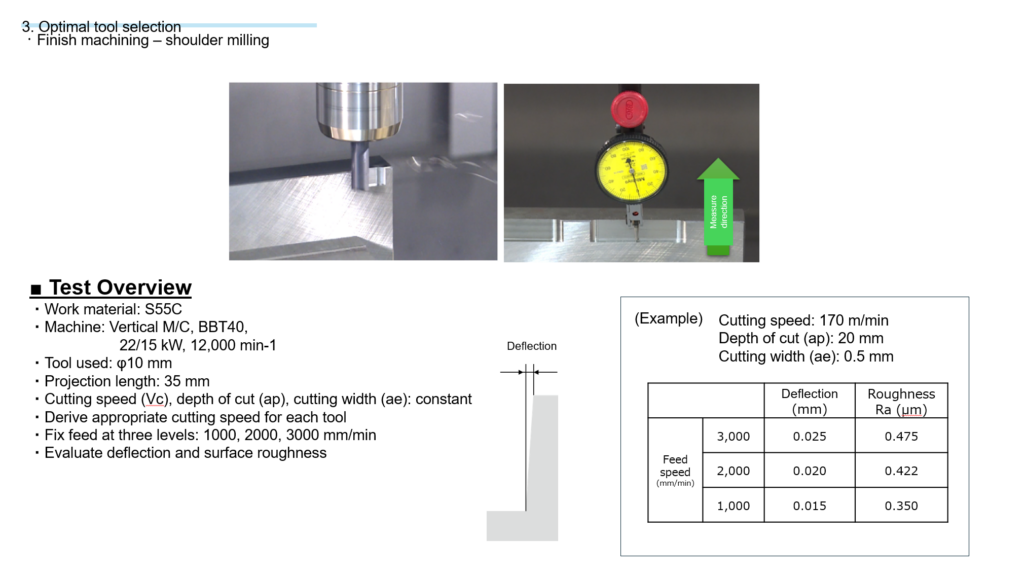
Duvar Sapması Karşılaştırması [mm]
| İlerleme Hızı | Genel Amaçlı 4 Flute | Kombinasyon | Fark | 7 Flute (Referans) |
|---|---|---|---|---|
| 3.000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2.000 mm/min | 0.017 | 0.016 | −0.001 | 0.012 |
| 1.000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Yüzey Pürüzlülüğü Ra Karşılaştırması [μm]
| İlerleme Hızı | Genel Amaçlı 4 Flute | Kombinasyon | Fark | 7 Flute (Referans) |
|---|---|---|---|---|
| 3.000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2.000 mm/min | 0.530 | 0.470 | −0.060 | 0.282 |
| 1.000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
İşte verilerden önemli çıkarımlar:
① Genel amaçlı 4 Flute’ye kıyasla sapma ve Ra farklılıkları minimaldir
Maksimum sapma farkı 0.004mm, maksimum Ra farkı ise 0.049μm’dir. Her ikisi de pratik işleme amaçları için önemli farklılıklar değildir. 2.000 mm/min İlerleme hızında, Kombinasyon Kenar aslında hem sapma hem de Ra’da 4 Flute’den daha iyi performans gösterdi (daha düşük değerler).
② Kaba işleme parmak frezelerine kıyasla tamamen farklı bir ince işleme seviyesi
Kaba işleme parmak frezeleri tamamen dalga formlu kesme kenarlarından oluşur ve ayrı bir ince işleme operasyonu gerektiren yüzey düzensizlikleri bırakır. Kombinasyon Kenar’ın düz kesme kenarları yüzeyi düzleştirerek, kaba işleme parmak frezelerinden tamamen farklı bir ince işleme kalitesi elde eder. Bu, “tek takımda kaba ve ince işleme”nin mümkün olmasının doğrudan nedenidir.
③ Özel bir 7 Flute ince işleme takımıyla eşleşemez, ancak Uygulama farklıdır
Ra 0.2μm aralığında yüksek hassasiyetli ince işleme gerektiren durumlar için, çok Fluteli 7 Flute bir takım en uygunudur. Ancak, tipik ince işleme toleransları (yaklaşık Ra 0.5μm) için Kombinasyon Kenar tamamen yeterlidir. Ayrıca, Kombinasyon Kenar kaba işlemeden ince işlemeye doğrudan geçiş yapabildiğinden, takım değişiklikleri ve kurulum ortadan kalkar.
İnce İşleme Özeti
Genel Amaçlı 4 Flute’ye Eşit Yüzey Kalitesi
Kombinasyon Kenar’ın yüzey kalitesi, hem sapma hem de Ra’da genel amaçlı 4 Flute ile eşdeğerdir. Bu sadece “sadece kaba işleme takımı” değildir — veriler, kaba işlemeden ince işlemeye kadar her şeyi tek bir takımda halledebileceğini kanıtlamaktadır. Ra 0.5μm civarındaki genel ince işleme için, kaba ve ince işleme arasında takım değiştirmeye gerek yoktur.
Bölüm 3 Özeti — Kanal, Kenar Frezeleme ve İnce İşlemeyi Kapsayan Çok Yönlülük
| Karşılaştırma Ekseni | Genel Amaçlı 4 Flute’ye Karşı | Kaba İşleme Parmak Frezesine Karşı |
|---|---|---|
| Kanal Verimliliği | 5.5 kata kadar (%548) | Eşit veya daha iyi (derin Kanallarda üstün) |
| Kenar Frezeleme Verimliliği | 3 kata kadar (%300) | Eşit (ap≤6mm) |
| Titreşim Bastırma | Ezici bir şekilde üstün | Eşit (Kanal açmada üstün) |
| Yüzey Kalitesi | Eşit (minimal sapma/Ra farkı) | Ezici bir şekilde üstün |
| Takım Konsolidasyonu | — | Tek takımda kaba + ince işleme |
Kombinasyon Kenar “sadece Kanal açma takımı” değildir. Kanal açmada ezici verimlilik, Kenar frezelemede titreşim bastırma ile yüksek verimlilik ve genel amaçlı 4 Flute’ye eşit yüzey kalitesi — üç eksende de yüksek performans sunan tek kenar Geometrysidir.
4. Gerçek Dünya Performansı: Kullanıcı İşleme Vaka Çalışmaları (5 Başarı Hikayesi + Yayınlanmış Vaka)
Şirket içi test verilerinin ötesinde, tüm 5 kullanıcı saha değerlendirmesi “kazanan” derecelendirmeleriyle sonuçlandı. Hem VEE-C (değiştirilebilir kafa) hem de FinishMeister (yekpare) için vaka çalışmaları sunuyoruz.
Vaka Çalışmasına Genel Bakış
| # | Ürün | Operasyon | İş Parçası Malzemesi | Takım Çapı | Makine | Verimlilik Oranı | Takım Ömrü Oranı |
|---|---|---|---|---|---|---|---|
| Vaka 1 | FinishMeister | Kenar frezeleme (valf) | SUS316 | φ12 | Çok görevli makine | 3 kat | 15 kat |
| Vaka 2 | FinishMeister | Kenar frezeleme (piston) | FCD500 | φ25 | Büyük yatay M/C / HSK100 | 3 kat | Eşit |
| Vaka 3 | VEE-C | Kenar frezeleme | SS400 / 160HB | φ25 | Vertical M/C / BT40 | 1.5 kat | 1.7 kat |
| Vaka 4 | VEE-C | Kanal | SKD11 / 40HRC | φ12 | Vertical M/C / BT50 | 2 kat | 2 kat |
| Vaka 5 | VEE-C | Kanal | SUS430F | φ10 | Vertical M/C / BT30 | 2.8 kat | Eşit |
Öne Çıkanlar
Hem VEE-C hem de FinishMeister için “Kazanan” Derecelendirmeleri
Değiştirilebilir kafa veya yekpare olsun, Kombinasyon Kenar’ın etkinliği kanıtlanmıştır. 3 kata kadar verimlilik ve 15 kata kadar takım ömrü ile, ürün tipinden bağımsız olarak önemli iyileşmeler elde edilmektedir.
FinishMeister Vaka Çalışmaları
Vaka 1 SUS316 Valf İşleme: 3 Kat Verimlilik, 15 Kat Takım Ömrü
İşleme Detayları
- İşleme yöntemi: Kenar frezeleme (valf dış çapı)
- İş parçası malzemesi: SUS316 (paslanmaz çelik)
- Takım çapı: φ12
- Makine: Çok görevli makine
- Sektör: Otomotiv
Zorluklar
- Düşük iş parçası bağlama rijitliği tornalamayı engelledi; daha önce 4 Flute yekpare karbür parmak freze ile işleniyordu
- Verimlilik durgundu. Aşınma ilerledikçe titreşimle birlikte kısa takım ömrü
FinishMeister ile İyileşme
- Kullanılan takım: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0.06 mm/z, ap=5 mm, ae: 1→2 mm — koşullar artırıldı
- MRR: 1.27 → 3.82 cm³/min (3 kat verimlilik)
- Kesme uzunluğu: 0.3 → 4.5 m (15 kat takım ömrü)
- Dalga formlu kesme kenarları kesme direncini azalttı, aşınma ilerledikçe bile titreşimi bastırdı
ÖNEMLİ NOKTA
3 Kat Verimlilik ve 15 Kat Takım Ömrü — Büyük İyileşme
Düşük bağlama rijitliğine sahip bir ortamda bile, Kombinasyon Kenar’ın düşük direnç özellikleri 3 kat verimlilik ve 15 kat takım ömrü sağladı. Artan kesme hızında bile titreşim bastırılmış olarak kalır, agresif koşullar altında stabil işleme sağlar.
Vaka 2 FCD500 Piston Halkası İşleme: 3 Kat Verimlilik + Takım Konsolidasyonu

İşleme Detayları
- İşleme yöntemi: Kenar frezeleme (piston dış çapı tornalama-frezeleme)
- İş parçası malzemesi: FCD500 (sfero döküm)
- Takım çapı: φ25
- Makine: Büyük yatay işleme merkezi (#50 / HSK100)
- Sektör: Gemi İnşaatı
Zorluklar
- Daha önce iki parmak freze kullanılıyordu — biri kaba işleme, diğeri ince işleme için
- Takım değiştirme zahmeti ve çevrim süresi sorunluydu
FinishMeister ile İyileşme
- Kullanılan takım: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0.07 mm/z, ap=30 mm, ae: 3→6 mm — koşullar artırıldı
- MRR: 25.35 → 77.01 cm³/min (3 kat verimlilik)
- Takım ömrü öncekine eşdeğer — sorun yok
- Kaba ve ince işleme tek bir FinishMeister’da birleştirildi. Seri üretim hattı için benimsendi
ÖNEMLİ NOKTA
3 Kat Verimlilik + Takım Konsolidasyonu — Seri Üretim İçin Benimsendi
2 takımlı kurulumdan tek bir FinishMeister’a geçilerek 3 kat verimlilik elde edildi. Takım ömrü eşdeğer kaldı ve seri üretim hattında benimsenmesine yol açtı.
VEE-C Vaka Çalışmaları
Vaka 3 Kaba İşleme Parmak Frezesinin Değiştirilmesi: 1.5 Kat Verimlilik + Takım Konsolidasyonu
İşleme Detayları
- İşleme yöntemi: Kenar frezeleme
- İş parçası malzemesi: SS400 (160HB)
- Takım çapı: φ25
- Makine: Vertical M/C / BT40
Zorluklar
- Şu anda rakip bir karbür kaba işleme parmak frezesi kullanılıyor
- Yekpare parmak freze 20mm kesme derinliği ile sınırlıydı. Kesme kenarı hasarı meydana geliyordu
- Kaba ve ince işleme için ayrı takımlar gerekiyordu
VEE-C ile İyileşme
- Vc: 100→120 m/min, fz: 0.12→0.15 mm/z — koşullar artırıldı
- MRR: 61.12 → 91.67 cm³/min (yaklaşık +%50)
- Kafa ömrü: Kafa başına 3 parça → kafa başına 5 parça (1.7 kat)
- Kaba işleme + ince işleme tek bir VEE-C’de birleştirildi. Takım değiştirme süresi de azaldı
ÖNEMLİ NOKTA
1.5 Kat Verimlilik + 1.7 Kat Takım Ömrü + Takım Konsolidasyonu
Kaba işleme parmak frezesi ince işleme kalitesi sağlayamadı ve ayrı bir ince işleme takımı gerektirdi. VEE-C, kaba işleme + ince işlemeyi tek bir takımda birleştirerek aynı anda 1.5 kat verimlilik ve 1.7 kat takım ömrü elde etti.
Vaka 4 2 HSS Takımdan 1 VEE-C’ye Konsolidasyon: 2 Kat Verimlilik, 2 Kat Takım Ömrü

İşleme Detayları
- İşleme yöntemi: Kanal
- İş parçası malzemesi: SKD11 (40HRC)
- Takım çapı: φ12
- Makine: Vertical M/C / BT50
Zorluklar
- Şu anda 2 takımlı HSS kurulumu kullanılıyor: kaba işleme parmak frezesi + HSS ince işleme parmak frezesi
- Takım değiştirme zahmeti ve çevrim süresi sorunluydu
- HSS takımlar işleme hızını sınırlar
VEE-C ile İyileşme
- Koşul B: Vc=40, ap=4, ae=12, fz=0.03 → MRR: 3.06 → 6.11 cm³/min (2 kat)
- Kafa başına 5 parça (2 kat takım ömrü)
- Kaba işleme ve ince işleme tek bir VEE-C’de birleştirildi → Takım değiştirmeye gerek yok
ÖNEMLİ NOKTA
2 Kat Verimlilik, 2 Kat Takım Ömrü — Büyük İyileşme
2 takımlı HSS kurulumundan tek bir VEE-C’ye geçildi. 2 kat verimlilik ve 2 kat takım ömrü — büyük bir iyileşme. SKD11’de 40HRC yüksek sertlikte bile stabil işleme.
Kaynak: TR78848
Vaka 5 Çevrim Süresini Azaltmak İçin Kesme Derinliği İki Katına Çıkarıldı

İşleme Detayları
- İşleme yöntemi: Kanal & Kenar frezeleme
- İş parçası malzemesi: SUS430F
- Takım çapı: φ10
- Makine: Vertical M/C / BT30
Zorluklar
- Mevcut rakip karbür parmak freze ile titreşim, ulaşılabilir kesme derinliğini (ap) sınırladı
- Düşük rijitliğe sahip BT30 ortamında koşulları artırmak zordu
VEE-C ile İyileşme
- Kesme derinliği ap=1mm’den 2mm’ye çıkarıldı
- Test 3: Vc=66, ap=2, ae=10, fz=0.05 → MRR: 8.40 cm³/min
- Takım ömrü öncekine eşdeğer kaldı, yüzey kalitesi de eşdeğer. Kesme sesi sessizdi
ÖNEMLİ NOKTA
Çevrim Süresini Azaltmak İçin Kesme Derinliği İki Katına Çıkarıldı
VEE-C’nin titreşim direncinden yararlanarak çevrim süresini azaltma. Düşük rijitliğe sahip BT30 makinesinde bile agresif koşullar altında stabil işleme.
Yayınlanmış Vaka Çalışması: Kondo Iron Works × FinishMeister Kombinasyon Kenar
Yukarıdaki 5 vaka, dahili test raporlarına dayanmaktadır, ancak resmi olarak yayınlanmış bir başarı hikayesi de bulunmaktadır.

Kondo Iron Works Co., Ltd. (Inuyama Şehri, Aichi Eyaleti) takım tezgahı ve inşaat makineleri bileşenlerinin işlenmesinde uzmanlaşmıştır. Şirket, çok görevli bir makinede Kombinasyon Kenar yekpare parmak freze FinishMeister φ12‘yi tanıttı ve önemli sonuçlar elde etti.
| Kullanılan Ürün | FinishMeister φ12 (Kombinasyon Kenar Yekpare Parmak Freze) |
|---|---|
| İşleme Detayları | Şaft silindirik bölümünün (cıvata yuvası, kama kanalı) Kenar frezeleme ve Kanal açma |
| İş Parçası Malzemesi | S45C |
| Makine | Çok görevli makine (tek bağlamalı çok yüzeyli işleme) |
| Zorluk | Çok görevli makinelerde, uzun parmak freze uzantısı titreşime neden olur → kesme koşulları artırılamaz |
| Kesme Koşulları | Vc=100 m/min, f=0.26 mm/rev (fz=0.065), ap=7–8 mm, ae=12 mm |
Sonuçlar:
- Azaltılmış işleme süresi — Kombinasyon Kenar’ın titreşim bastırması, yüksek kesme derinliğinde işleme imkanı sağladı. Daha az paso çevrim süresini azalttı
- Takım konsolidasyonu — Kaba işleme yeteneği artı ince işleme kalitesi tek bir takımda. Kaba işleme ve ince işleme tek bir takımda birleştirildi
Fabrika Müdürü Yorumları
“Titreşimin meydana gelme eğiliminde olduğu uzun takım uzantılı işlemede önemli sonuçlar verdi”
“Kesme paso sayısını azaltarak işleme süresini kısalttı”
“Kurulumlar arasında takım paylaşımını da etkinleştirmek için takım çıkıntı uzunluğunu daha uzun ayarlayın”
VEE-C, Kondo Demir İşleri’nde kanıtlanmış aynı Kombinasyon Kenarını değiştirilebilir başlıklı bir formatta benimseyen bir üründür. Monolitik FinishMeister ve değiştirilebilir başlıklı VEE-C — uygulamanıza ve ekonomik koşullarınıza göre 2 ürün serisinden seçim yapın.
Özet — Titreşimi Bastırın ve Bir Sonraki Kesime Geçin
Bu makale, Tungaloy’un Kombinasyon Kenarının yeteneklerini yapısı, verileri ve vaka çalışmaları aracılığıyla sergilemiştir. İşte temel noktalar:
- Parmak frezelemedeki en büyük zorluk “titreşimdir” — Saha çalışanlarının %25’i gerçek dünya anketinde bunu 1 numara olarak sıraladı
- Kombinasyon Kenarı eşsiz bir geometridir — Dalga kenarları titreşimi bastırır, düz kenarlar yüzeyi pürüzsüzleştirir
- 874 test koşulunda kanıtlanmıştır — Kanal açmada %550’ye varan, omuz frezelemede %300’e varan verimlilik. Genel amaçlı 4 ağızlı takımla eşit yüzey kalitesi
- 5 kullanıcı vaka çalışmasının tamamı “kazanç” olarak değerlendirildi — %300’e varan verimlilik, %1500’e varan takım ömrü
- BT30, BT40 ve çok görevli makinelerde kanıtlanmıştır — Uzun çıkıntılı, düşük rijitlikli makinelerde bile stabil işleme
- Tek bir takımda kaba ve ince işleme — Takım konsolidasyonu kurulum süresini ve maliyetleri azaltır
- 2 ürün serisi her uygulamayı kapsar — VEE-C (değiştirilebilir başlıklı) ve FinishMeister (monolitik)
Kanal açma verimliliğini artırma, titreşim önlemleri veya takım konsolidasyonu ile ilgileniyorsanız, Kombinasyon Kenarını deneyin.