

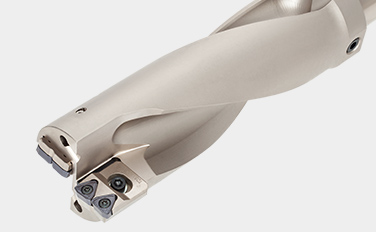
A wide range of indexable drills for various applications
Twisted coolant hole in the drill body provides excellent chip evacuation and surface finish

Applications & Features
Applications


Features
1. Rich line-up of drills and Suitable for various applications
- Drill diameter: ø12.5 – ø 54.0 mm
- L/D = 2, 3, 4, 5

A wide variety of chipbreakers and grades offers high versatility.
2. Excellent chip evacuation
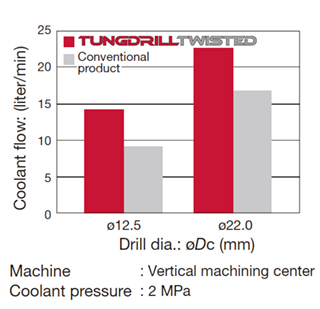
Coolant hole increases coolant flow by 1.5 times, which improves chip evacuation, resulting in excellent surface finish.
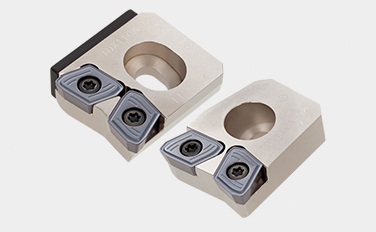
3. TungDrillBig
Drill body with adjustable cartridge covers hole diameter ranges from: øDc: ø55 mm – ø80 mm, L/D = 2.5

-
Highly rigid body and optimized insert position
Provides well balanced cutting forces and stable machining conditions for highly accurate hole making.

-
Adjustable tool diameter
TungDrillBig features 5 drill body sizes that can accommodate a range of setting plates covering a diameter range from ø55 mm – ø80 mm.

-
Variety of design options
TungDrillTwisted and TungDrill-Six type cartridges can be affixed to the same body.
Inserts & Grades
Inserts

Main Grades
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
T1115
![]()
- K10 – K25
- High wear resistance
- Suitable for milling cast iron
AH7020
![]()
![]()
- Wear-resistant grade that enables high speed machining in steel and cast iron. Improved machining efficiency with no compromise on tool life.
AH7030
![]()
![]()
![]()
![]()
![]()
- First-choice grade in all material groups.Extremely fracture resistant, the grade provides predictability in unstable drilling applications that might, otherwise, induce edge chipping.
AH6030
![]()
![]()
- M25 – M35 / S15 – S30
- High fracture resistance
- Suitable for drilling stainless steel and heat-resistant alloy under general cutting conditions
AH9030
![]()
![]()
- P15 – P35 / K10 – K25
- High wear resistance
- Suitable for drilling steel and cast iron at high speed
GH130
![]()
![]()
![]()
- P25 – P40 / M25 – M40 / K25 – K40
- High chipping and fracture resistance
- Suitable for steel, stainless steel, and cast iron
Drill bodies & Related tools
Drill Bodies

TDX-F (ø12.5 – ø54 mm)
ø0.500” – ø2.125”
Indexable insert drills, Flat cotter


Practical examples
Example #1
Automotive Industry
| Part: | Pinion |
| Material: | SCM435 / 34CrMo4 |
| Drill: | TDX185F25-2 |
| Insert: | XPMT06X308R-DW |
| Grade: | AH9030 |
| Cutting conditions: | Vc = 160 (m/min) f = 0.11 (mm/rev) Vf = 300 (mm/min) H = 18 (mm) Coolant: Wet Machine: NC lathe |

Example #2
Automotive Industry
| Part: | York |
| Material: | S33C |
| Drill: | TDX200F25-3 |
| Insert: | XPMT06X308R-DJ |
| Grade: | AH725 |
| Cutting conditions: | Vc = 138 (m/min) f = 0.06 (mm/rev) Vf = 132 (mm/min) H = 25 (mm) Coolant: Wet Machine: Special-purpose machine |

Example #3
Automotive Industry
| Part: | Connecting rod |
| Material: | S55C |
| Drill: | TDX200F25-3 |
| Insert: | XPMT06X308R-DW |
| Grade: | AH725 |
| Cutting conditions: | Vc = 90 (m/min) f = 0.06 (mm/rev) Vf = 86 (mm/min) H = 22 (mm) Coolant: Wet Machine: Special-purpose machine |

Standard cutting conditions
Recommended insert
| ISO | Workpiece material | First choice | Wear resistance | Chip control |
|---|---|---|---|---|
 |
Low carbon steel (C ≤ 0.3%) | DJ AH7030 | DJ AH7020 | DW AH7030 / DG AH725 |
| Carbon steel (C > 0.3%), Low alloy steel, Alloy steel |
DJ AH7030 | DJ AH7020 | DW AH7030 | |
 |
Stainless steel | DS AH7030 | DS AH7020 | DJ AH7030 |
 |
Grey cast irons | DJ AH7020 | DJ T1115 | – |
| Ductile cast irons | DJ AH7030 | DJ AH7020 | – | |
 |
Aluminium alloy | DJ AH725 | – | DG AH725 |
 |
Heat-resistant alloys, Titanium alloys |
DJ AH7030 | DJ AH7020 | – |
 |
Hardened steel | DJ AH7030 | DJ AH7020 | – |
Standard cutting conditions
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Series L/D |
Feed: f (mm/rev) | ||||
|---|---|---|---|---|---|---|---|---|---|
| ø12.5 – ø14.5 | ø15 – ø17 | ø17.5 – ø26 | ø27 – ø32 | ø33 – ø54 | |||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 160 – 320 | 2D, 3D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 250 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
| Low alloy steels SCM415, etc. |
– 200 HB | 160 – 250 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | ||||
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 80 – 200 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
|
Stainless steels (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 100 – 200 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Stainless steels (Martensitic and ferritic) SUS430, SUS416, etc. X6Cr17, X20Cr13, etc. |
– 200 HB | 100 – 220 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Stainless steels (Precipitation hardening) SUS630, etc. X5CrNiCuNb16-4, etc. |
– | 80 – 120 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | ||||
|
Grey cast irons FC250, etc., 250, etc. |
150 – 250 HB | 80 – 250 | 2D, 3D | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 |
| 4D, 5D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
| Ductile cast irons FCD700, etc., 600-3, etc. |
150 – 250 HB | 80 – 200 | 2D, 3D | 0.04 – 0.12 | 0.04 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 | |
| 4D, 5D | 0.04 – 0.1 | 0.04 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
|
Aluminium alloy A2017, ADC12, etc. AlCu4SiMg, AlSi11Cu3, etc. |
– | 200 – 400 | 2D, 3D | 0.1 – 0.12 | 0.1 – 0.15 | 0.15 – 0.2 | 0.15 – 0.2 | 0.15 – 0.25 |
| 4D, 5D | 0.08 – 0.12 | 0.08 – 0.12 | 0.12 – 0.16 | 0.12 – 0.16 | 0.12 – 0.2 | ||||
|
Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | 20 – 60 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 40 – 120 | 2D, 3D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.12 | |
| 4D, 5D | 0.06 – 0.08 | 0.06 – 0.08 | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.1 | ||||
|
Hardened steel | – 50 HRC | 40 – 100 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | ||||
Standard cutting conditions for DG Chipbreaker
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Series L/D |
Feed: f (mm/rev) | |
|---|---|---|---|---|---|---|
| ø27 – ø32 | ø33 – ø54 | |||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 60 – 180 | 2D, 3D 4D, 5D |
0.04 – 0.1 | |
For more information about this product, visit our online e-catalog or download the product report:
e-Catalog
Metric
TungDrillBig
Imperial
TungDrillBig

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.