

Multifunctional tool for drilling and turning
Multifunctional tool for improved productivity


Applications & Features
Applications



Features
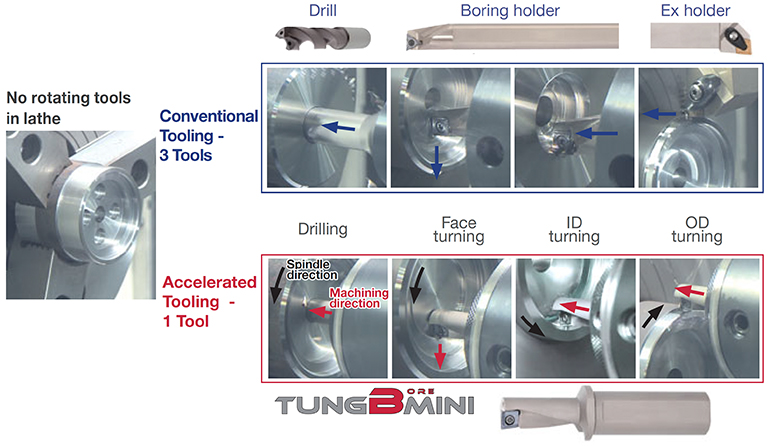
1. Minimum number of tools for maximum productivity
• A single TungBoreMini tool can handle multiple operations such as ID turning after drilling without exchanging the tools.
• Allows drilling and hole enlargement on various materials, instead of using a drill and turning tool.
• Can be used just like a standard ISO turning tool for ID, OD, and/or face turning application.
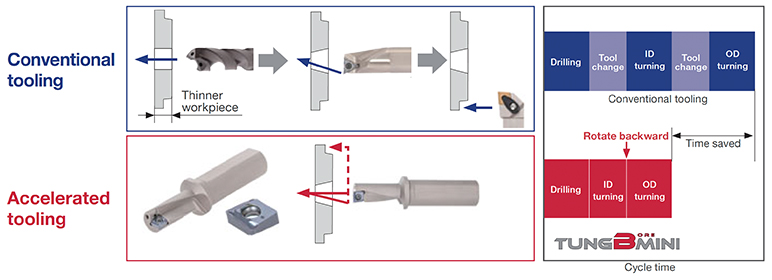
2. Reduced machine downtime
Multifunctional TungBoreMini eliminates tool changeover time, resulting in significantly reduced cycle time – this is especially effective in applications where individual processing time is short and quick, resulting in tremendous improvement in cycle time.
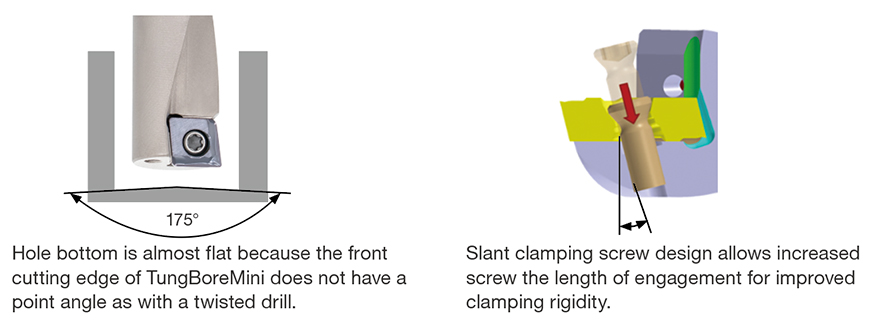
3. Features
Inserts & Grades
Inserts

Grades
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
Toolholders
External turning, Internal turning, Face turning, Hole-making
TungBoreMini Toolholders
Multifunctional tool for drilling and turning

Practical examples
Example #1
General Engineering
| Part: | Machine parts |
| Material: | SUS440 |
| Holder: | TBM12R/LF16-2.25 |
| Insert: | XOMU06H204-PS |
| Grade: | AH725 |
| Cutting conditions: | Vc = 80 (m/min) f = 0.15 (mm/rev) ap = 2.5 (mm) Coolant: Wet |

Example #2
General Engineering
| Part: | Machine parts |
| Material: | SUS304 / X5CrNi18-9 |
| Holder: | TBM12R/LF16-2.25 |
| Insert: | XOMU06H204-PS |
| Grade: | AH725 |
| Cutting conditions: | Vc = 100 (m/min) f = Drilling: 0.03, Internal turning:0.1 – 0.15 (mm/rev) ap = 0.5 (mm) Coolant: Wet |

Standard cutting conditions
Drilling
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
|
|
Low carbon steel Carbon steel |
50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Stainless steel | 50 – 160 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Cast iron | 50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Aluminium alloys | 100 – 300 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |




Internal turning
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Low carbon steel Carbon steel |
50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Stainless steel | 50 – 160 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Cast iron | 50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Aluminium alloys | 100 – 300 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
Metric
Imperial

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.