

Effective threading tools for CNC lathes, Swiss-type lathes, and multitasking machines
Standard items cover a wide variety of threading inserts

Applications & Features
Applications

Features
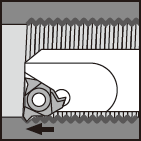
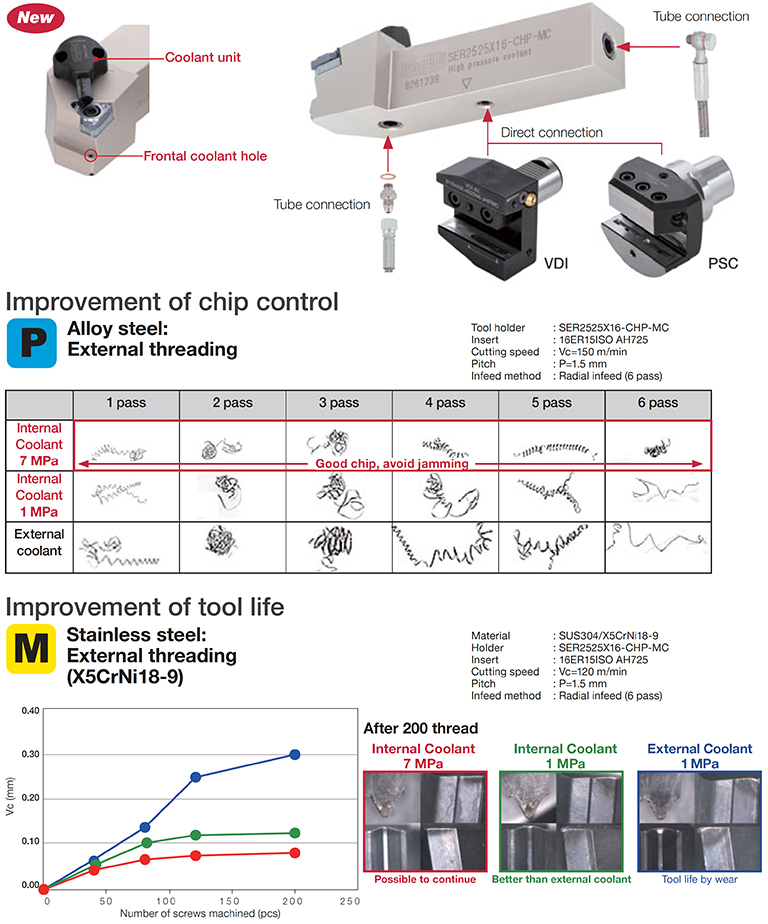
1. Internal coolant tool holder
• Optimized two streams of high-pressure coolant jets to maximize productivity.
• Applicable direct connection with tube free.
Inserts & Grades
Inserts
External threading Inserts
- Standard inserts covering a wide variety of thread types
Internal threading Inserts
- Standard inserts covering a wide variety of thread types
Main Grades
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- High wear resistance
- Designed for machining steel and stainless steel
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- Good balance between wear and fracture resistance
- First choice for machining heat-resistant alloy under general cutting conditions
Toolholders


Practical examples
Example #1
General Engineering
| Part: | Shaft Parts |
| Material: | 42CrMo4/SCM440 |
| Toolholder: | STVOL2525M4 (Vertical style) |
| Insert: | TNMC43NT6PSTUBPT (3 croner) |
| Grade: | AH725 |
| Cutting conditions: | Thread shape = Stub ACME (3 ¾ (95.25mm)) Vc = 70 m/min (230 sfm) TPI = 6 TPI (4.23mm) Number of passes = 30 Application: External Threading Coolant: Wet Machine: NC Lathe |

Standard cutting conditions
TungThread
| ISO | Workpiece Workpiece materials |
Hardness | Cutting speed Vc (m/min) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| AH8015 | T05HP | T05TP | AH725 | T313V | NS9530 | TH10 | BX330 | |||
| Steel / Alloy steel S45C, SCM440, etc. C45, 42CrMoS4, etc. |
< 200 HB | 80 – 180 | 100 – 200 | 100 – 200 | 80 – 180 | 100 – 200 | 150 – 200 | – | – | |
| > 200 HB | 60 – 160 | 100 – 150 | 100 – 150 | 60 -160 | 100 – 150 | 100 – 170 | – | – | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | 50 – 130 | 70 – 130 | 70 – 130 | 50 – 130 | 70 – 130 | – | – | – | |
| Cast iron FC250, FC300, etc. 250, 300, etc. |
– | 60 – 150 | 70 – 150 | 70 – 150 | 50 – 100 | 70 – 150 | – | 70 – 90 | – | |
| Aluminium | – | – | – | – | 100 – 500 | – | ||||
| Heat-resistance alloys | – | 20 – 80 | – | – | – | 10 – 40 | – | |||
| High hardened steel | 50 – 60 HRC | – | – | – | 10 – 30 | 50 – 200 | ||||
TungT-Clamp
| ISO | Workpiece Workpiece materials |
Hardness | Grade | Application | Cutting speed Vc (m/min) |
Pitch (mm) | Threads per inch (TPI) |
|---|---|---|---|---|---|---|---|
| Steel / Alloy steel S45C, SCM440, etc. C45, 42CrMoS4, etc. |
< 200 HB | AH725 | Threading | 80 – 180 | Internal 2.11 – 5.08 External 1.27 – 4.23 |
Internal 5 – 12 External 6- 20 |
|
| > 200 HB | AH725 | Threading | 60 -160 | Internal 2.11 – 5.08 External 1.27 – 4.23 |
Internal 5 – 12 External 6- 20 |
||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | AH725 | Threading | 50 – 130 | Internal 2.11 – 5.08 External 1.27 – 4.23 |
Internal 5 – 12 External 6- 20 |
TetraMini-Cut
| ISO | Workpiece Workpiece materials |
Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Pitch (mm) | Threads per inch (TPI) |
|---|---|---|---|---|---|---|---|
| Steel / Alloy steel S45C, SCM440, etc. C45, 42CrMoS4, etc. |
< 200 HB | First choice | SH725 | 60 – 150 | 0.4 – 2.0 | 64 – 12 | |
| Fracture resistance | AH725 | 60 – 150 | 0.8 – 3.0 | 32 – 8 | |||
| > 200 HB | First choice | SH725 | 60 – 150 | 0.4 – 2.0 | 64 – 12 | ||
| Fracture resistance | AH725 | 60 – 150 | 0.8 – 3.0 | 32 – 8 | |||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | SH725 | 50 – 80 | 0.4 – 2.0 | 64 – 12 | |
| – | Fracture resistance | AH725 | 50 – 80 | 0.8 – 3.0 | 32 – 8 | ||
| Cast iron FC250, FC300, etc. 250, 300, etc. |
– | First choice | AH725 | 50 – 100 | 0.8 – 3.0 | 32 – 8 | |
| – | Sharpness | SH725 | 50 – 100 | 0.4 – 2.0 | 64 – 12 | ||
| Superalloys Ti-6AI-4V, Inconel718, etc. |
– | First choice | SH725 | 30 – 100 | 0.4 – 2.0 | 64 – 12 | |
| – | Fracture resistance | AH725 | 30 – 100 | 0.8 – 3.0 | 32 – 8 |
DuoJust-Cut
| ISO | Workpiece material | Hardness | Grade | Cutting speed Vc (m/min) | Pitch (mm) |
Threads per inch (TPI) |
|---|---|---|---|---|---|---|
| Steel / Alloy steel S45C, SCM440, etc. C45, 42CrMoS4, etc. |
< 200HB | SH725 | 50 – 200 | 0.2 – 1.5 | 127 – 16 | |
| > 200HB | SH725 | 50 – 200 | 0.2 – 1.5 | 127 – 16 | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | SH725 | 50 – 200 | 0.2 – 1.5 | 127 – 16 | |
| Aluminium alloys A5056, A6061, etc. |
– | SH725 | 150 – 200 | 0.2 – 1.5 | 127 – 16 | |
| Copper alloy C2600, C280C, etc. |
– | SH725 | 100 – 200 | 0.2 – 1.5 | 127 – 16 | |
| Superalloys Ti-6AI-4V, Inconel718, etc. |
– | SH725 | 30 – 80 | 0.2 – 1.5 | 127 – 16 |
TinyMini-Turn Internal threading
| ISO | Workpiece material | Hardness | Grade | Cutting speed Vc (m/min) | Number of passes | ||||
|---|---|---|---|---|---|---|---|---|---|
| Pitch (mm) | |||||||||
| 0.5 | 0.75 | 1 | 1.25 | 1.5 | |||||
| Steel / Alloy steel S45C, SCM440, etc. C45, 42CrMoS4, etc. |
< 200HB | SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
| > 200HB | SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | SH725 | 40 – 140 | 8 | 10 | 12 | 15 | 18 | |
| Cast iron FC250, FC300, etc. 250, 300, etc. |
– | SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 | |
| Aluminium alloys, Copper alloy Si < 12% |
– | SH725 | 90 – 200 | 6 | 8 | 10 | 12 | 15 | |
For more information about this product, visit our online e-catalog or download the product report:


Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide MatrixTool management system
MatrixTool management system