

Small-diameter high-feed milling cutter with robust design for stability and efficiency
Indexable high-feed milling cutter, available in as small as ø8 mm diameter, offers free cutting and effective chip control in a wide range of applications


Applications & Features
Applications











Features
1. Built to perform at higher machining conditions
Strong and thick insert corner is designed to withstand fracturing force during high-feed operations.

Thick insert corner Max. 10% thicker than competitors
M2 screws reduce screw neck shears under high cutting forces. A larger screw enhances insert’s fixation and easy handling.
2. Positive inclination angle of the insert provides smooth chip evacuation
The positive cutting edge position contributes to a controlled chip formation and easy chip evacuation when machining next to shoulder and slotting operation.
Positive inclination angle
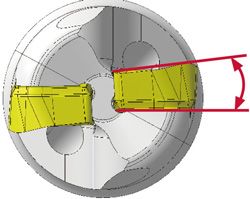
3. Designed with a small entry angle for chatter stability, TungForceFeed’s insert significantly improves efficiency and tool life even when machining in long reach areas
Inserts & Grades
Inserts

LSMT-HM
- High-feed insert
- Max. depth of cut: 0.5 mm
- Provides machining efficiency in a wide range of applications
- First choice insert for various applications including slotting, pocketing, or long reach areas

LSMT-MM
- R2 insert
- Max. depth of cut: 2.0 mm
- Full profiling insert design ideal for semi-roughing and semi-finishing of die and mold parts
- Free cutting geometry eliminates chattering and improves surface finish quality
- Built-in side wiper helps reduce burr formation on walls and corners while improving wall accuracy
Grades
AH3225
![]()
![]()
- Nano multi-layer coating technology with three major properties for optimal cutting edge integrity
- Increased resistance to wear, fracture, oxidation, built-up edge, and delamination
AH8015
![]()
![]()
![]()
![]()
- Incorporates a hard coating layer and carbide substrate
- Strong resistance to wear, heat, and built-up edge, ideal for machining hard or difficult materials
Cutter bodies


Practical examples
Example #1
Aerospace Industry
| Part: | Turbine blade |
| Material: | Inconel 939 |
| Cutter: | EXLS02M008C8.0LH16R01 (ø8, CICT = 1) |
| Insert: | LSMT0202ZER-HM |
| Grade: | AH8015 |
| Cutting conditions: | Vc = 30 (m/min) fz = 0.2(mm/t) (Competitor:fz = 0.05) ap = 0.3 (mm) ae = 8 (mm) Application: Grooving Coolant: Dry Machine: Vertical MC, BT50 |

Example #2
Die and Mold Industry
| Part: | Stamping die part |
| Material: | SKD11 (before hardening) |
| Cutter: | HXLS02M010M06R02 (ø10, CICT = 2) |
| Insert: | LSMT0202ZER-HM |
| Grade: | AH3225 |
| Cutting conditions: | Vc = 120 (m/min) fz = 0.6 (mm/t) ap = 0.3 (mm) ae = 5 (mm) Application: Pocketing Coolant: Dry Machine: Vertical MC, BT40 |

Example #3
Die and Mold Industry
| Part: | Stamping die part |
| Material: | SKD61 (45HRC) |
| Cutter: | EXLS02M012C12.0LH50R02 (ø12, CICT = 2) |
| Insert: | LSMT0202ZER-HM |
| Grade: | AH3225 |
| Cutting conditions: | Vc = 113 (m/min) fz = 0.5 (Competitor:fz = 0.1) (mm/t) ap = 0.3 (mm) ae = 12 (mm) Application: Face milling Coolant: Air Machine: Vertical MC, BT50 |

Standard cutting conditions
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool dia.: øDc (mm), Number of revolutions: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: ap = 0.5 mm, Number of teeth: CICT | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8, CICT = 1 | ø10, CICT = 2 | ø12 | ø16 | ø20 | ø25 | ||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 6 | CICT = 8 | ||||||||||||||||
| Carbon steels (S45C / C45, S55C / C55, etc) |
– 300HB | First choice | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | For wear resistance | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Alloy steels (SCM440 / 42CrMo4, etc) |
– 300HB | First choice | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | For wear resistance | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Prehardened steels (NAK80, PX5, etc) |
30 – 40HRC | First choice | AH8015 | 100 – 200 | 0.2 – 0.5 | 5,970 | 2,390 | 4,780 | 3,820 | 3,980 | 3,180 | 4,780 | 2,990 | 3,590 | 5,980 | 2,390 | 4,780 | 5,740 | 1,910 | 4,590 | 6,120 | ||
| 30 – 40HRC | For impact resistance | AH3225 | 100 – 200 | 0.2 – 0.5 | Vc = 150 m/min, fz = 0.4 mm/t | ||||||||||||||||||
| Stainless steels (SUS304 / X5CrNi18-9, (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, etc) |
– 200HB | First choice | AH3225 | 100 – 150 | 0.2 – 0.5 | 4,780 | 1,910 | 3,820 | 3,060 | 3,190 | 2,550 | 3,830 | 2,390 | 2,870 | 4,780 | 1,910 | 3,820 | 4,590 | 1,530 | 3,680 | 4,900 | ||
| Vc = 120 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||
| Gray cast irons (FC250 / 250 / GG25, (FC250 / 250 / GG25, FC300 / 300 / GG30, etc) |
150 – 250HB | First choice | AH8015 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| 150 – 250HB | For impact resistance | AH3225 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Ductile cast irons (FCD600 / 600-3 / GGG60, etc) |
150 – 250HB | First choice | AH8015 | 80 – 200 | 0.2 – 0.8 | 5,970 | 2,990 | 4,780 | 4,780 | 3,980 | 3,980 | 5,970 | 2,990 | 4,490 | 7,480 | 2,390 | 5,980 | 7,170 | 1,530 | 4,590 | 6,120 | ||
| 150 – 250HB | For impact resistance | AH3225 | 80 – 200 | 0.2 – 0.8 | Vc = 150 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Titanium alloy (Ti-6Al-4V, etc) |
– 40HRC | First choice | AH3225 | 30 – 60 | 0.1 – 0.3 | 1,590 | 320 | 1,270 | 510 | 1,060 | 420 | 640 | 800 | 480 | 800 | 640 | 640 | 770 | 510 | 620 | 820 | ||
| – 40HRC | For wear resistance | AH8015 | 30 – 60 | 0.1 – 0.3 | Vc = 40 m/min, fz = 0.2 mm/t | ||||||||||||||||||
| Heat resistance alloy (Inconel, Hastelloy, etc) |
– 40HRC | First choice | AH8015 | 20 – 50 | 0.1 – 0.3 | 1,190 | 240 | 1,000 | 400 | 800 | 320 | 480 | 600 | 360 | 600 | 480 | 480 | 580 | 380 | 460 | 460 | ||
| – 40HRC | For impact resistance | AH3225 | 20 – 50 | 0.1 – 0.3 | Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||
| Hardened steel | SKD61 / X40CrMoV5-1, etc | 40 – 50HRC | First choice | AH8015 | 80 – 150 | 0.1 – 0.5 | 4,780 | 1,430 | 3,820 | 2,290 | 3,190 | 1,910 | 2,870 | 2,390 | 2,150 | 3,590 | 1,910 | 2,870 | 3,440 | 1,530 | 2,760 | 3,680 | |
| Vc = 120 m/min, fz = 0.3 mm/t | |||||||||||||||||||||||
| SKD11 / X153CrMoV12, etc | 50~60HRC | First choice | AH8015 | 50 – 70 | 0.1 – 0.3 | 2,390 | 480 | 1,910 | 760 | 1,590 | 640 | 950 | 1,190 | 710 | 1,190 | 950 | 950 | 1,140 | 760 | 920 | 1,220 | ||
| Vc = 60 m/min, fz = 0.2 mm/t | |||||||||||||||||||||||
For more information about this product, visit our online e-catalog or download the product report:

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.