

Shoulder milling cutter with cost-efficient inserts and outstanding chatter stability
Economical 3 cutting-edge insert with large rake angle on cutting edge reduces cutting force and provides excellent chip formation
Optimized flank face on insert and differential pitch on cutter prevent chatter in machining


Applications & Features
Applications









Features
1. 3 cutting-edge insert
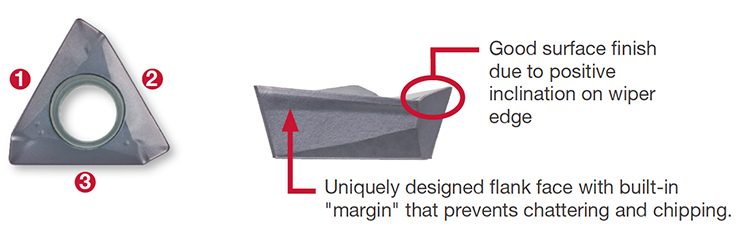
2.Drastically reduced cutting force

3. Excellent wall accuracy
• High wall accuracy due to helical cutting edge
Inserts & Grades
Inserts
TO*T
- Maximum depth of cut
- – TO*T04: 3.5 mm
- – TO*T06: 6 mm
- – TO*T10: 10 mm
– TO*T15: 15 mm - Economical 3 cutting-edge inserts with low cutting force
Main Grades
AH3135
![]()
![]()
- High fracture resistance
- Suitable for machining steel and stainless steel under general cutting conditions
AH3225
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for steel and stainless steel
AH8015
![]()
![]()
![]()
![]()
![]()
-
Good balance between wear and fracture resistance
-
First choice for machining heat-resistant alloy under general cutting conditions
Cutter bodies




Practical examples
Example #1
General Engineering
| Part: | Plate |
| Material: | SUS304 / X5CrNi18-9 |
| Cutter: | EPA06R020M20.0-03N (ø20 mm, z = 3) |
| Insert: | TOMT060304PDER-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 125 (m/min) fz = 0.083 (mm/t) Vf = 600 (mm/min) ap = 1.5 (mm) ae = 9 (mm) Application: Face milling Coolant: Dry Machine: BT40 |

Example #2
General Engineering
| Part: | Machine part |
| Material: | S45C / C45 |
| Cutter: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Insert: | TOMT100404PDER-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 150 (m/min) fz = 0.19 (mm/t) Vf = 836 (mm/min) ap = 1 (mm) ae = 5 (mm) Application: Shoulder milling Coolant: Wet (External supply) Machine: Turn-Mill center |

Example #3
General Engineering
| Part: | Base |
| Material: | S50C / C50 |
| Cutter: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Insert: | TOMT100404PDER-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 390 (mm/min) ap = 1.5 (mm) ae = 25 (mm) Application: Shoulder milling Coolant: External air Machine: Vertical M/C |
| Process: | , |
| Machine: |

Standard cutting conditions
EPA04
| ISO | Workpiece materials | Hardness | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|
 |
Low carbon steel SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | AH3225 | 100 – 250 | 0.05 – 0.12 | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | AH3225 | 100 – 230 | 0.05 – 0.12 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | AH3225 | 100 – 180 | 0.05 – 0.1 | ||
 |
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | AH3225 | 90 – 200 | 0.05 – 0.1 | |
 |
Grey cast iron FC250, etc. 2 50, etc., GG25, etc. |
150 – 250 HB | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Ductile cast iron FCD450, etc. 450-10S, etc., GGG45, etc. |
150 – 250 HB | AH120 | 100 – 200 | 0.05 – 0.12 | ||
 |
Titanium alloys Ti-6AI-4V, etc. |
– | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Heat-resistant alloys Inconel 718, etc. |
– | AH8015 | 20 – 40 | 0.04 – 0.07 | ||
 |
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
- Remove excessive chip accumulation with an air blast.
- For an operation when the depth of cut varies (ex.casting skin) or machining of workpiece materials with interrupted surface, the feed per tooth (fz) should be set to the lower recommended value shown in the above table.
- Cutting conditions may be limited depending on machine power, workpiece rigidity, and spindle output. When the cutting width, depth, or overhang length is large, set Vc and fz to the lower recommended values and check the machine power and vibration.
T/E/HPA06, T/E/HPA10, T/EPA15
| ISO | Workpiece materials | Hardness | Priority | Chipbreakers | Grades | T/E/HPA06 | T/E/HPA10 | T/EPA15 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cutting speedVc (m/min) |
Feed per tooth fz (mm/t) |
Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||||
|
Low carbon steel SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | First choice | MJ/NMJ | AH3225 | 100 – 220 | 0.05 – 0.15 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Wear resistance | MJ/NMJ | T3225 | 100 – 250 | 0.08 – 0.1 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | MJ/NMJ | AH3225 | 100 – 170 | 0.05 – 0.12 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Wear resistance | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Prehardened steel and tool steel NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | First choice | MJ/NMJ | AH3225 | 100 – 120 | 0.05 – 0.12 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Wear resistance | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | MJ/NMJ | AH3135 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Wear resistance | MJ/NMJ | T3225 | 90 – 200 | 0.05 – 0.1 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Grey cast iron FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | First choice | MJ/NMJ | AH120 | 100 – 200 | 0.05 – 0.15 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| Wear resistance | MJ | T1215 | 150 – 250 | 0.05 – 0.12 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Ductile cast iron FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | First choice | MJ/NMJ | AH120 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Wear resistance | MJ | T1215 | 100 – 200 | 0.05 – 0.12 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
 |
Aluminium Si < 13% |
– | First choice | AJ | KS05F | 300 – 900 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Aluminium Si ≥ 13% |
– | First choice | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Titanium alloys Ti-6Al-4V, etc. |
– | First choice | MJ/NMJ | AH3135 | 20 – 50 | 0.05 – 0.1 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Heat-resistant alloys Inconel 718, etc. |
– | First choice | MJ/NMJ | AH120 | 20 – 35 | 0.03 – 0.08 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- When you use the NMJ chipbreaker, please set up the feed less than 0.15 mm/t.
- Remove excessive chip accumulation with an air blast.
- For an operation when the depth of cut varies (ex.casting skin) or machining of workpiece materials with interrupted surface, the feed per tooth (fz) should be set to the lower recommended value shown in the above table.
- Cutting conditions may be limited depending on machine power, workpiece rigidity, and spindle output. When the cutting width, depth, or overhang length is large, set Vc and fz to the lower recommended values and check the machine power and vibration.
TLA (Roughing type)
| ISO | Workpiece materials | Hardness | Priority | Chipbreakers | Grades | TLA10 | TLA15 | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||
|
Low carbon steel SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | First choice | MJ/NMJ | AH3225 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Wear resistance | MJ/NMJ | T3225 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | MJ/NMJ | AH3225 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Wear resistance | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Prehardened steel and tool steel NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | First choice | MJ/NMJ | AH3225 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Wear resistance | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | MJ/NMJ | AH3135 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Wear resistance | MJ/NMJ | T3225 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Grey cast iron FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | First choice | MJ/NMJ | AH120 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| Wear resistance | MJ | T1215 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Ductile cast iron FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | First choice | MJ/NMJ | AH120 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Wear resistance | MJ | T1215 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
|
Aluminium Si < 13% |
40 – 50 HRC | First choice | AJ | KS05F | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Aluminium Si ≥ 13% |
50 – 60 HRC | First choice | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Titanium alloys Ti-6Al-4V, etc. |
– | First choice | MJ/NMJ | AH3135 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Heat-resistant alloys Inconel 718, etc. |
– | First choice | MJ/NMJ | AH120 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- When using NMJ chipbreaker, please set up the feed not to exceed 0.15 mm/t.
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.