Estamos entrando a la Revolucion Industrial 4.0 . La Industria manufacturera se esta enfocando en nuevas tecnologias, mejorando la utilización de las maquinas. Maquinas de control numerico para fresado y torneado se construyen para operaciones de corte de metal, nunca para velocidades de corte utilizadas en el pasado. Como socios con herramientas de corte, Tungaloy se enfoca en desarrollar de igual manera herramientas para esta nueva generación de Maquinas.
Los 3 parametros mas importantes para el corte de metal son:
- Velocidad de Corte (Vc – metros/minuto o SFM pies/minuto)
- Avance (fz – milimetros/revolucion o pulgadas/revolucion)
- Profundidad de corte (DOC – milimetros o pulgadas).
Estos parametros pueden ser aplicados en la proporcion correcta, basados en el material a ser mecanizado, produciendo las virutas mas deseables. Optimizando estos parámetros para altos rangos de remosion de material (MRR- centrimetros cubicos/minuto o pies cubicos /minuto), que han sido seleccionados por cada Ingeniero de Herramientas. Este es el camino para mejorar la utilizacion de las maquinas para fresado y torneado de control numérico conplejas.
Alta Velocidad contra Alto Avance y mejor aprovechamiento de los tornos y fresadoras de control numérico.
A mediados del Siglo anterior, el mecanizado a altas velocidades de corte (HSM) evoluciono como un proceso de corte de metal, lo cual sugiere mas alla de la Certeza que la velocidad de corte genera calor comienza a declinar el rendimiento de la herramienta. El “HSM” emplea alta velocidad del husillo y altos avances de la mesa, tomando pequeños cortes. Esto fue un gran cambio en la forma en que los materiales fueron procesados en partes complejas. Con el Desarrollo de mas maquinas y tornos de control numerico complejas, el costo de estas maquinas también fueron incrementados.
- Maquinas de bajas a moderadas velocidades de corte alredor de 3000 – 6000 RPM’s, evolucionaron a ofrecer de 12,000 a 20,000 RPM’s.
- Maquians de 2 – 3 ejes, evolucionaron a maquinas de control numerico con múltiples ejes.
- Con ejes trabajando simultaneamente, para producir piezas mas complejas fueron una realidad, soportadas por programas y herramientas mas inteligentes.
- Maquinas de tamaño compacto fueron introducidas para producir componentes, los cuales fueron procesados inicialmente en maquinas y tornos mas grandes de control numerico.
- Utilizando “HSM”, herramientas de diametros mas pequeños comenzaron a ser usadas en lugar de herramientas de diámetros mas grandes.
Sin embargo, “HSM” llego y se mantiene como popular para operaciones de acabado en materiales complicados y aceros endurecidos. El “HSM” ofrece mejores resultados en acabados superficiales y en operaciones de mecanizado de perfiles; donde se requiere mezclar finas curvas para mejorar la estética de la parte mecanizada, sin embargo, esto no ha sido popular en operaciones de desbaste a semiacabado. El “HSM” permanece popular para aplicarse con herramientas de diametros pequeños y cortadores verticales, mayormente en aceros endurecidos, especialmente cortadores verticales radiales o de bola.
Manteniendose el reto de reducir los tiempos en los procesos de desbaste y semiacabado.
Tungaloy ha estado enfocado en desarrollar soluciones innovadoras para el mecanizado a alto avance (HFM). Ha defendido este proceso de mecanizado, en aplicaciones de torneado, fresado y ranurado.


Que es un Mecanizado a Alto Avance?
Mecanizado a alto avance esta asociado con altos rangos de remosion de material (MRR). Trabajando con bajas profundidades de corte y altos avances por revolucion a velocidades de corte recomendadas para los materiales a mecanizar, el mecanizado a alto avance ayuda en:
- Mantener la carga de la viruta baja.
- Optimizar la generacion y disipacion de calor a traves de las virutas formadas.
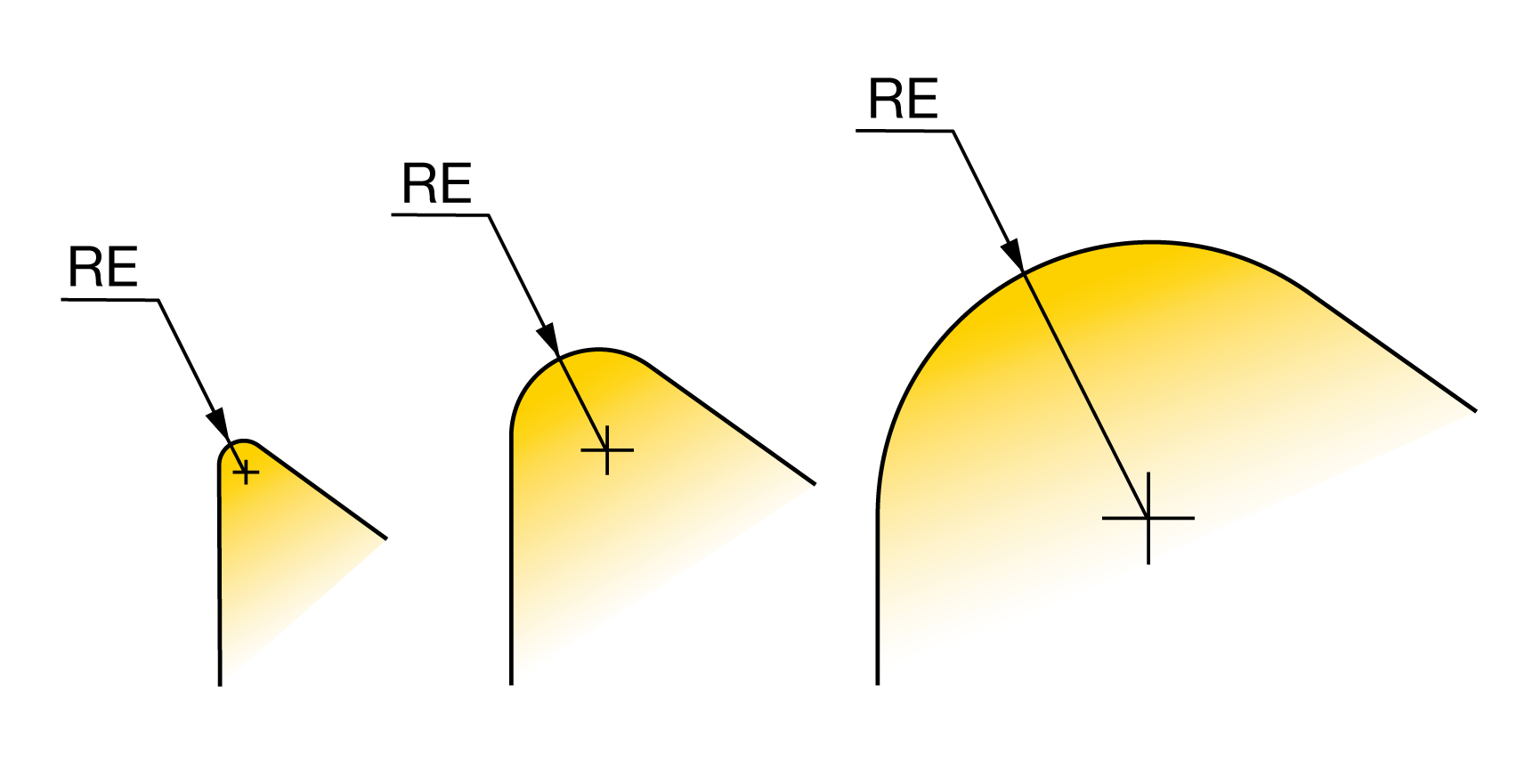
El mecanizado a altos avances confia en el efecto de adelgazamiento de virutas. Las imagenes de abajo de fresado en escuadra (90°), planeado a 45° y cortadores de alto avance 15° – 17°, ofrecen 2 distintos puntos:

- Para producir el mismo espesor de virutas, debemos incrementar el avance tal como el Angulo de corte se reduce. Esto significa, para la misma cantidad de calor disipado a traves de las virutas, podemos emplear cortadores de alto avance a mayores rangos de avance (casi 3-4 veces mayores que los usados en cortadores para fresado en escuadra 90°).
- La fuerza de corte resultante, siempre actua perpendicularmente al filo de corte. Por lo tanto, en un fresado en escuadra (90°), la fuerza de corte resultante es perpendicular al eje de la herramienta. Esto conduce a la deflexion de la herramienta y a vibraciones. En operaciones de planeado, las fuerzas de corte axial y radial son iguales, como resultante de la fuerza a 45° del eje de la herramienta. Y en un cortador de alto avance, la fuerza de corte axial es mayor que la fuerza de corte radial. Esto controla la deflexion de la herramienta incluso en el mecanizado en largos voladizos.
Estructura Aeroespacial hecha de Titanio


Moldes & Troqueles y Base de Molde


Los cortadores de fresado de alto avance son excelentes herramientas para operaciones de desbaste, especialmente en materiales dificiles de cortar. Estructuras aeroespaciales de Titanio y aleaciones de Niquel, Moldes y troqueles son algunas de las mayores aplicaciones para los cortadores de alto avance.
- Bajas fuerzas de corte significan menor carga de la viruta
- Menor Angulo de corte significa rangos de avance altos.
- Menor Angulo de corte Tambien ayuda en reducir la deflexion asi como las fuerzas de corte que son dirigidas hacia el eje de la herramienta. Esto ayuda a reducir las vibraciones, en el mecanizado de piezas profundas con largos voladizos.
Tungaloy ofrece un Amplio rango de cortadores de alto avance, comenzando desde ø8mm hasta ø315mm:

Estos cortadores pueden ser seleccionados para aplicaciones en varias maquinas fresadoras y tornos multi tareas de control numerico, basados en la potencia y torque disponibles. Tungaloy tambien ofrece un Amplio rango de combinaciones de grados y geometrias para resultados sin comparacion en el mecanizado a alto avance de aceros al carbon, aceros inoxidables, fundiciones grises, fundiciones nodulares, aceros inoxidables Duplex, Aceros endurecidos por precipitación, Inconel y aleaciones de Titanio.


Tungaloy ofrece una ventaja unica a sus clientes con sus cortadores de fresado a alto avance. Esta flexible oferta en seleccionar angulos de corte, basados en el voladizo de la herramienta (longitud), profundidades de corte máximas requeridas y el material a ser maquinado. En base a la referencia de las imagenes de arriba. Los cortadores MillQuadFeed ofrecen 2 distintas plaquitas (ZER y UER), ofreciendo angulos de corte de 12° y 7°, cuando se usan en el mismo cuerpo del cortador. La plaquita UER ofrece excelente estabilidad en el mecanizado de materiales dificiles de cortar, como aceros inoxidables, aleaciones base Niquel y aleaciones de Titanio, sin comprometer los rangos de remosion de material. Mientras las plaquitas ZER ayuda a los clientes a optimizar la profundidad de corte en maquinas con alto torque. Es tambien una gran idea utilizar plaquitas ZER para mecanizar la capa exterior deformada de un componente el cual generalmente ofrece un gran reto con su dureza y superficie desnivelada.
Recomendaciones para el Fresado a Alto Avance
Una importante recomendacion cuando utilizas un cortador de alto avance es utilizar un radio programable en lugar del radio de la plaquita. Esto debido a que la maquina de control numerico puede identificar un cortador por su diámetro y radio de la plaquita. El radio programable puede ser seleccionado para asegurar que el filo de corte no exceda el material que se desea cortar en el componente.

Torneado a Altos Avances
Para el torneado de componentes de diametros grandes y materiales con alta fuerza, Tungaloy ofrece soluciones de torneado a altos avances a sus clientes con sus nuevas lineas TurnTenFeed y AddMultiTurn.

Con el torneado a Alto Avance, la carga radial es mayor que la fuerza de avance axial. Por lo tanto, las aplicaciones varian desde el mecanizado de barras de diámetro grande, operaciones de careado en tornos de control numérico hasta mecanizado de fundiciones grandes en tornos de control numérico con torreta vertical.
Sin embargo, incluso en tornos de control numerico con potencia moderada (5 – 7 KW), la linea TurnTenFeed puede ser aplicada para un torneado productivo de aceros al carbon, aceros inoxidables y aleaciones termo resistentes.
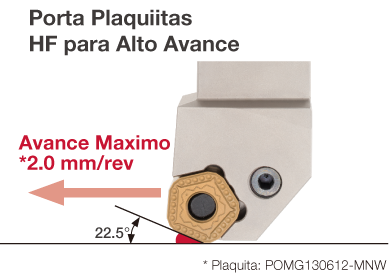 |
Profundidad de Corte: 1 mm a 3 mm Avance – Max de 2 mm/ rev Numero de Filos – 10 Solamente es posible torneado hacia Adelante o careado. |
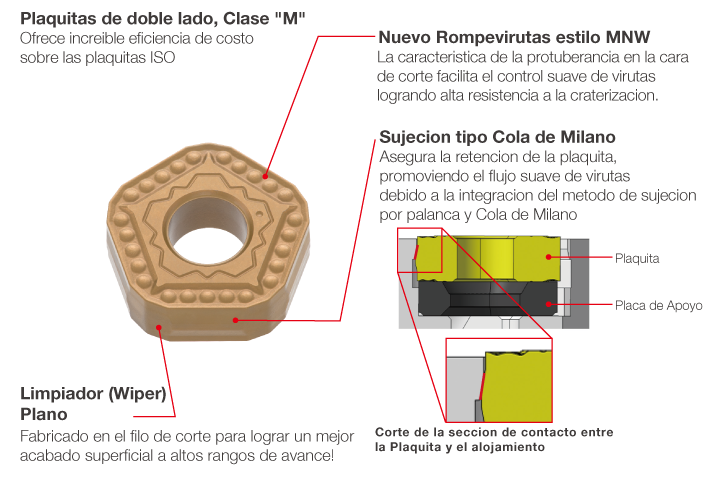 |
En aplicaciones de alto avance, el reto es mantener la plaquita firmemente en el alojamiento. Tungaloy ofrece un diseño de sujecion tipo cola de milano “dovetail” superando este reto. Adicionalmente, el diseño único del rompevirutas ayuda a la fregmentacion de las virutas producidas a altos avances y con profundidades de corte pequeñas. |
Evolucion del Torneado a Alto Avance
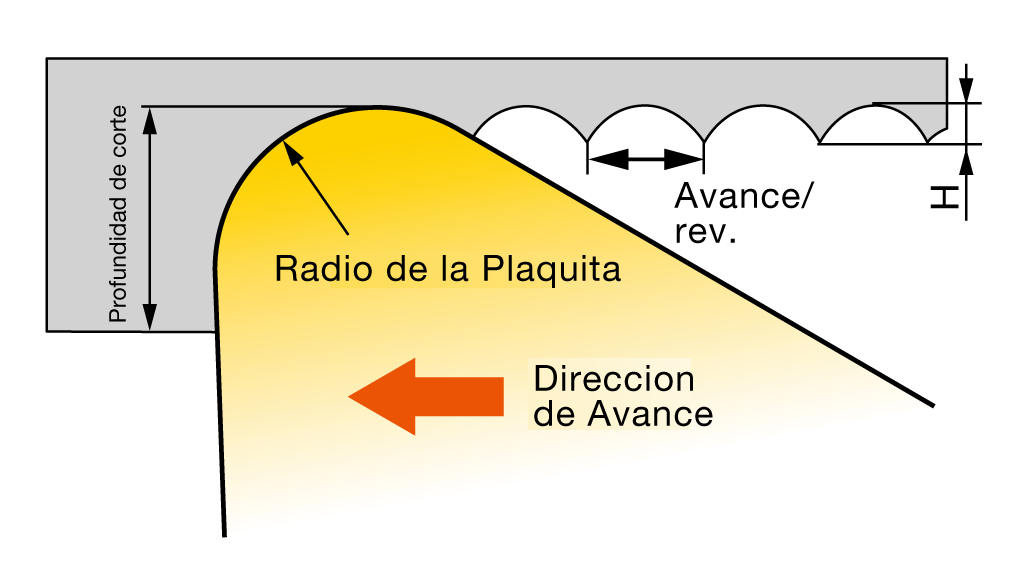
Para el torneado a Alto Avance, la primer practica fue utilizar plaquitas con un radio grande y fue seguido por una plaquita limpiadora (wiper). Sin embargo, ambas fueron usadas solamente para torneado frontal y careado.
 |
El filo de corte de una plaquita con un radio grande es mas fuerte. También tiene una mayor area de contacto resultando en grandes fuerzas de corte y es usada normalmente para mecanizar materiales de viruta corta y casi no se usa en materiales de virtua larga. |
 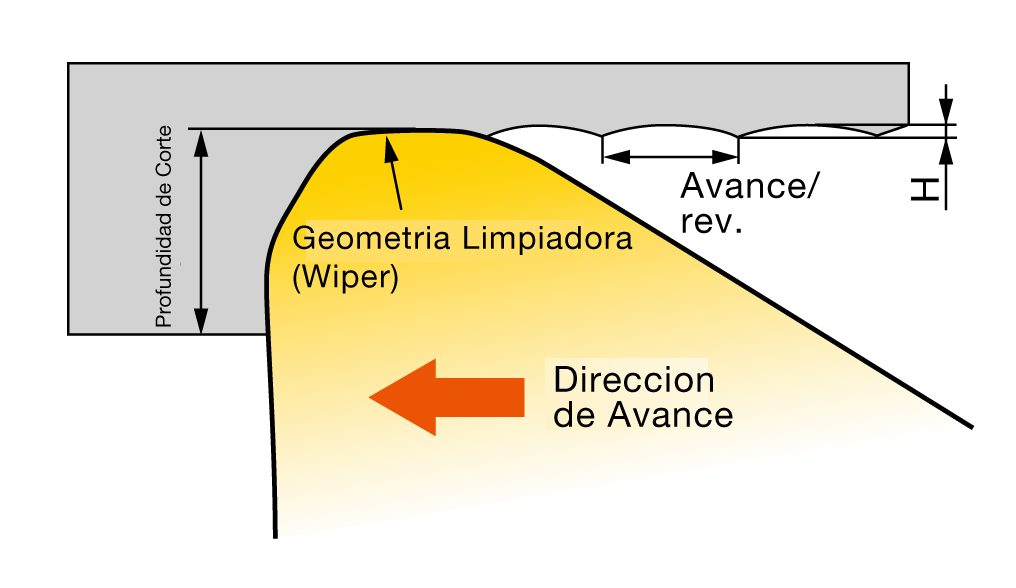 |
La siguiente generacion de plaquitas para torneado con geometria limpiadora (wiper), ayudaron a incrementar los avances, comparado a las plaquitas para torneado con geometria standard. Los clientes tienen la opcion de trabajar a avances moderados para obtener un excelente acabado superficial o avances altos para lograr mayores rangos de remosion de material. Esto Tambien requiere de una correccion en la programacion de la maquina en componentes que cuentan con mecanizados en escuadra, tales como bridas. |
La nueva linea AddMultiTurn permite mayor vesatilidad y flexibilidad a las operaciones de torneado. Hace el efecto de adelgazamiento de virutas en el torneado en retroceso, para una gran ventaja. Esta herramienta puede ser usada en cualquier tipo de torno con control numérico. Con su geometria unica de plaquita, las fuerzas radiales son menores, permitiendo un corte estable en piezas delgadas.



Evolucion del Ranurado a Alto Avance
Esta comprobado que el ranurado-torneado es mas productivo comparado que las herramientas de torneado standard. Las herramientas de ranurado son tambien versatiles, como la linea AddMultiTurn, un torneado muti direccional. Para crear un claro en el filo de corte, cuando realizas operaciones de torneado con herramientas de ranurado, incrementamos el avance transversal. Este incremento en el avance ayuda a la deflexión de la herramienta para crear el claro en la herramienta de ranurado para producir las virutas.


Tungaloy ahora ofrece plaquitas de ranurado para el torneado a alto avance y el careado de componentes endurecidos.

Las plaquitas STH con “CBN” soldado ofrecen el torneado a alto avance de piezas endurecidas. Estas nuevas plaquitas son capaces de trabajar a avances de hasta 1.2mm/rev para profundidades de corte (DOC) de alrededor de 0.1mm.
Adicionalmente, para asegurar el segmento de “CBN”, este es asentado firmemente en su alojamiento, Tungaloy utiliza su nueva tecnología de soldadura, junta ondulada “WavyJoint” para incrementar la fuerza de la soldadura.
Las plaquitas tienen un filo limpiador (wiper) en forma de arco en su filo de corte principal para el torneado a alto avance en operaciones de acabado de diametros exteriores y filos limpiadores (wipers) rectos en sus lados, para ayudar a producir buen acabado superficial en las paredes.
Conclusion
En el Mundo de la Industria 4.0, el requerimiento de mejorar el uso de las maquinas es logrado a traves de operaciones de fresado, torneado y ranurado a Altos Avances.
Tungaloy esta contigo creando virutas con altos avances en varios tipos de materiales que son mecanizados actualmente en la Industria.