

Useful CBN insert with unique shape
For high efficiency in finishing hardened steel, cast iron and sintered metal

Applications & Features
Applications


Features
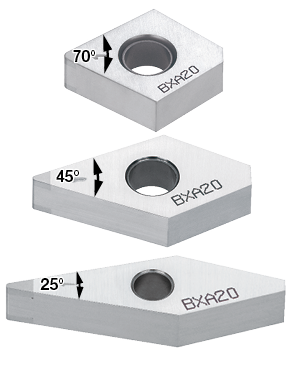
New CBN inserts for general turning
- GNGA insert with 70° corner angle
- FNGA insert with 45° corner angle
- Smaller corner angle provides the insert with greater clearance between the insert flank and workpiece surface, allowing better chip flow and evacuation.
- Enables greater D.O.C. in face turning applications in which the insert is pulled outward (fed away from the workpiece center).
- YNGA insert with 25° corner angle
- Allows undercutting, V grooving, and other applications that are not possible with traditional V inserts.
High versatility
- Existing ISO turning toolholder can be used for these inserts.
- For GNGA insert: Use the holder for CNxx1204 insert
- For FNGA insert: Use the holder for DNxx1504 insert
- For YNGA insert: Use the holder for VNxx1604 insert
- No offsets needed compared to ISO inserts, due to same geometry of cutting edge position.
- Double sided insert with 2 cutting edges.

Inserts & Grades
Inserts
Main Grades
BXA10
![]()
- First choice for continuous to light interrupted cuts of hardened steel turning
- For cutting speed = 230 m/min or less
BXA20
![]()
- First choice for light to heavy interrupted cuts
- For Vc = 180 m/min or less
BXM20
![]()
- Coated CBN for machining hardened steel in a wide range of application area
Practical examples
Example #1
Automotive Industry
| Part: | Flywheel |
| Material: | FC250 / 250 |
| Toolholder: | DCLNR2525M12 |
| Insert: | 2QP-GNGA120408 |
| Grade: | BX470 |
| Cutting conditions: | Vc = 500 (m/min) f = 0.10 (mm/rev) ap = 0.20 (mm) Application: Face turning Coolant: External supply |

Example #2
General Engineering
| Part: | Collet |
| Material: | SNCM220 / 20NiCrMo2 |
| Toolholder: | A25R-ACLNR12-D320 |
| Insert: | 2QP-GNGA120408 |
| Grade: | BXM20 |
| Cutting conditions: | Vc = 70 (m/min) f = 0.06 (mm/rev) ap = 0.20 (mm) Application: Internal turning Coolant: Dry |

Standard cutting conditions
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial
Main product report_No. 510-US


Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas para sus necesidades específicas
TUNG NaviRecomendaciones de herramientas para sus necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixSistema de gestión de herramientas
MatrixSistema de gestión de herramientas