채터를 억제하고 한계를 뛰어넘어. 황삭과 정삭을 하나의 공구로 — 콤비네이션 엔드밀

Slotting 시 채터, 황삭 엔드밀로 인한 거친 표면, 황삭과 정삭 간 공구 교환의 번거로움 — Tungaloy의 독자적인 Combination Edge 디자인은 이 모든 현장 문제를 해결해. 경쟁사에서는 찾아볼 수 없는 웨이브형 및 직선형 절삭날을 결합한 독자적인 날 Geometry로, 하나의 공구로 황삭부터 정삭까지 모든 작업을 처리하면서 채터를 억제해. 교환식 헤드 VEE-C와 솔리드 FinishMeister — 2가지 제품 라인업이 모든 Application을 커버해. 이 기사는 Tungaloy의 자체 테스트 데이터와 5가지 사용자 가공 사례 연구를 바탕으로 Combination Edge의 성능을 심층 분석해.
1. 엔드 밀링의 가장 큰 과제는 ‘채터’ — 현장 데이터가 보여주는 것
오늘날 엔드 밀링에서 가장 많은 작업장을 괴롭히는 과제는 무엇일까?
그 답은 Tungaloy가 2023년 Shoulder milling 세미나에서 실시한 설문조사에 명확히 나타나 있어.
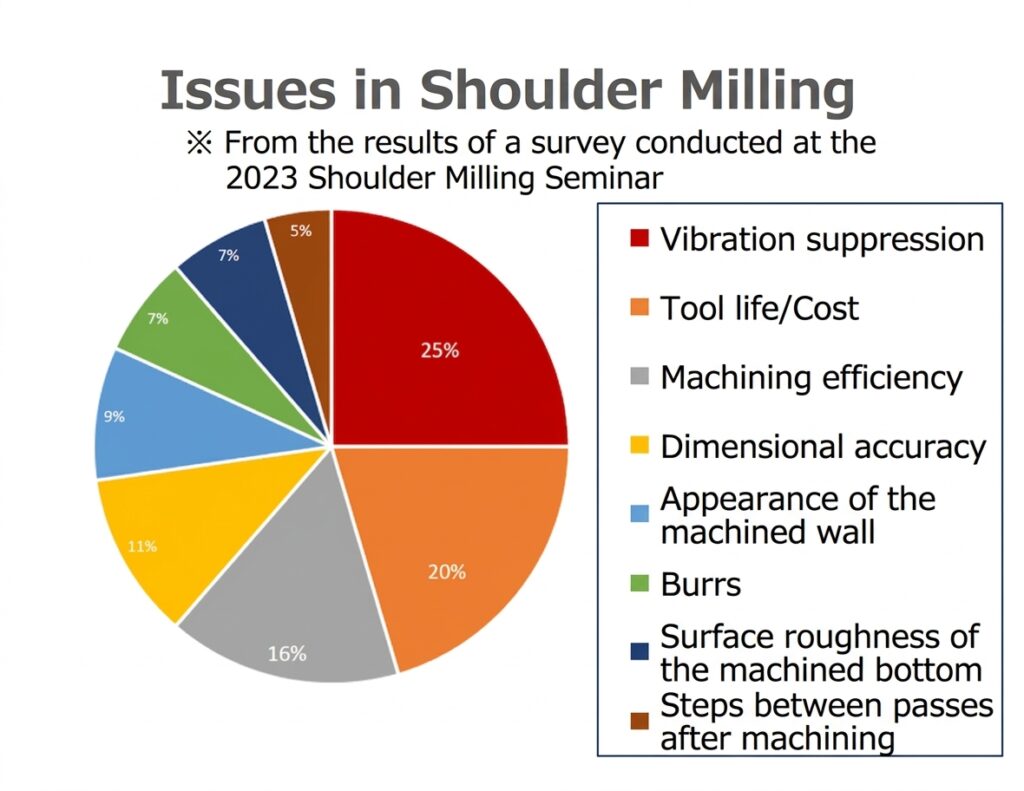
| 순위 | 과제 | 비율 |
|---|---|---|
| 1위 | 채터 억제 | 25% |
| 2위 | 공구 수명 / 비용 | 20% |
| 3위 | 가공 효율 | 16% |
| 4위 | 치수 정확도 | 11% |
| 5위 | 측벽 표면 외관 | 9% |
| 6위 | 버 | 7% |
| 7위 | 바닥면 조도 | 7% |
| 8위 | 패스 간 스텝 마크 | 5% |
응답자 4명 중 1명이 ‘채터 억제’를 가장 큰 과제로 꼽았어. ‘공구 수명/비용’ (2위) 및 ‘가공 효율’ (3위)을 제치고 확고한 1위를 차지했지.
이 설문조사는 Shoulder milling에 대한 것이었지만, Slotting에서는 상황이 훨씬 더 어려워. Slotting은 Shoulder milling보다 채터가 발생하기 쉬운 구조적 요인을 가지고 있어.
- 높은 Flute 수 — 최대 동시 절삭날은 Shoulder milling보다 절삭 저항이 훨씬 더 커.
- Chip 배출의 어려움 — Chip이 Slot 바닥에 쌓이는 경향이 있어 재절삭, 열 축적 및 손상 위험이 있어.
- 채터 증폭 — 전체 원주 접촉 + 긴 오버행으로 인해 진동이 더욱 발생하기 쉬워.
- 파손 위험 — 깊은 Slot (1×D 이상)에서는 공구 변형이 증가하여 직접적인 파손으로 이어져.
한편, 많은 작업장은 ‘일반적인 범용 4-Flute 엔드밀’을 기본으로 사용하고 있어. Tungaloy의 판매 데이터(2022~2025년)에 따르면, 4-Flute 엔드밀은 Flute 수 기준으로 엔드밀 사용량의 84%를 차지해. 4-Flute 엔드밀은 거의 전적으로 다용도성 때문에 선택되지만, 채터 억제를 위해 특별히 설계된 것은 아니야.
Slotting에서 효율성과 안정성을 모두 달성하면서 채터를 억제하려면 어떻게 해야 할까? 그 답은 Combination Edge에 있어.
2. 해결책의 핵심: Combination Edge란 무엇일까?
Combination Edge 구조
FinishMeister 및 VEE-C 헤드에 적용된 Combination Edge는 웨이브형 절삭날과 직선형 절삭날이 번갈아 배열된 독자적인 날 Geometry야.
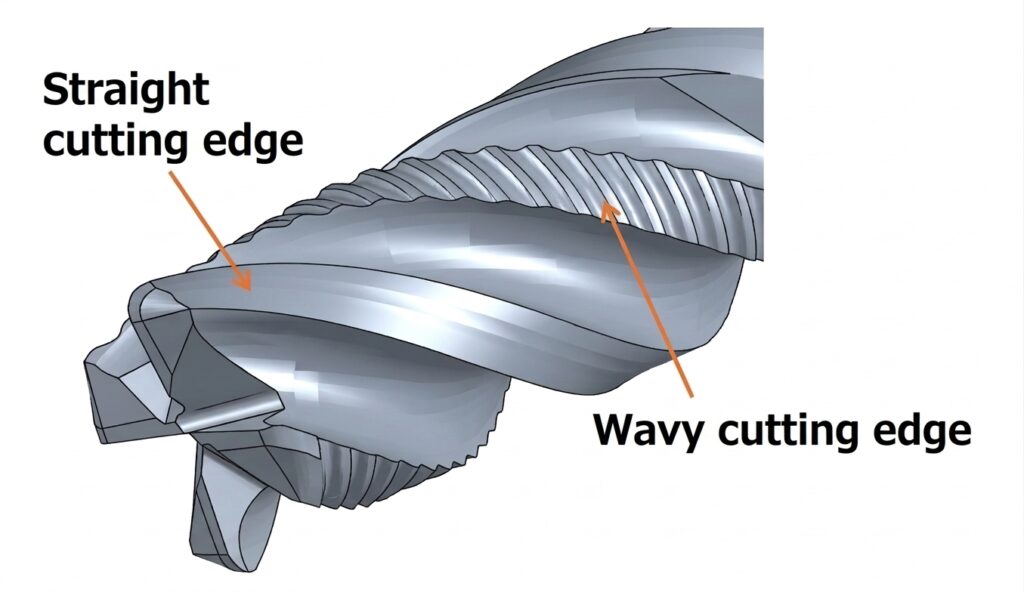
이 구조는 두 가지 뚜렷한 역할을 해:
- 웨이브형 절삭날 — 접촉 날 길이를 분산시켜 절삭 저항을 줄여. 채터 억제
- 직선형 절삭날 — 웨이브형 날이 남긴 표면을 매끄럽게 하여, 황삭 엔드밀의 전형적인 거친 질감을 제거해. 표면 조도 품질 보장
즉, 하나의 공구로 ‘황삭 시 저항 감소’와 ‘확실한 표면 조도 품질’을 동시에 달성하는 거야.
다른 날 유형과의 차이점
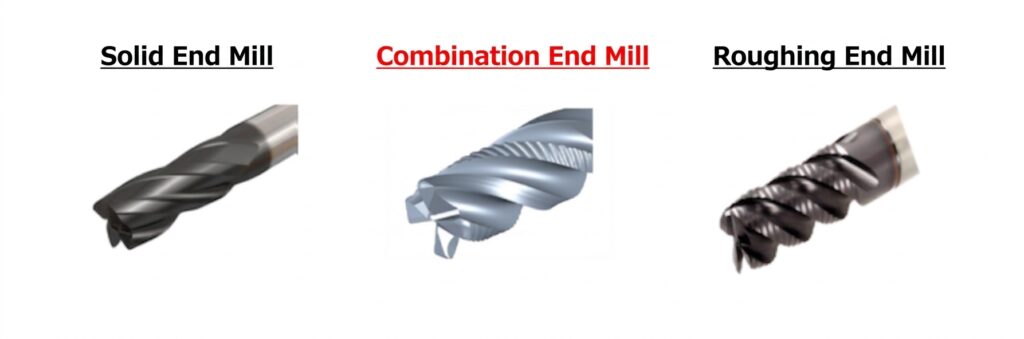
| 날 유형 | 채터 억제 | 표면 품질 | Application 범위 | 참고 |
|---|---|---|---|---|
| 범용 4-Flute (불균일 피치/리드) | △ | ○ | 범용 (Slotting, Shoulder milling) | 깊은 Slot에서 파손 위험 |
| 황삭 | ◎ | × | 모든 황삭 작업 | 거친 표면으로 인해 별도의 정삭 공구 필요 |
| Combination | ○ | ○ | Slotting부터 Shoulder milling까지 (황삭 + 정삭) | 하나의 공구로 황삭부터 정삭까지 |
POINT
Tungaloy에서만 제공하는 독자적인 날 Geometry — 2가지 제품 라인업
Combination Edge는 황삭 엔드밀에 필적하는 채터 억제력을 제공하면서도 범용 4-Flute 엔드밀에 가까운 표면 조도 품질을 달성해. 이러한 조합은 어떤 경쟁사 제품에서도 찾아볼 수 없어 — Tungaloy만이 제공할 수 있는 날 Geometry야.
Combination Edge — 2가지 제품 라인
Tungaloy는 2가지 제품 시리즈에 Combination Edge를 적용하고 있어. 가공 조건, 비용 및 Application 요구 사항에 따라 최적의 라인을 선택해.
| 제품 | 유형 | 공구 직경 | 특징 및 Application | |
|---|---|---|---|---|
 |
VEE-C | 교환식 헤드 (TungMeister) |
φ10–φ25 | 헤드 교체로 운영 비용 절감. 강성이 낮은 기계용 고강성 샹크와 호환 |
 |
FinishMeister | 솔리드 | φ6–φ20 | 소직경부터 사용 가능. 복합 가공기 및 긴 오버행 Application에서 검증된 실적. 콘도 철공소 공개 사례 연구 |
두 제품 모두 동일한 Combination Edge 디자인 철학 (웨이브형 + 직선형 날 교차)을 공유해. 이 기사의 데이터와 사례 연구는 주로 VEE-C에 초점을 맞추고 있지만, Combination Edge는 FinishMeister에서도 동일하게 효과적인 결과를 제공해.
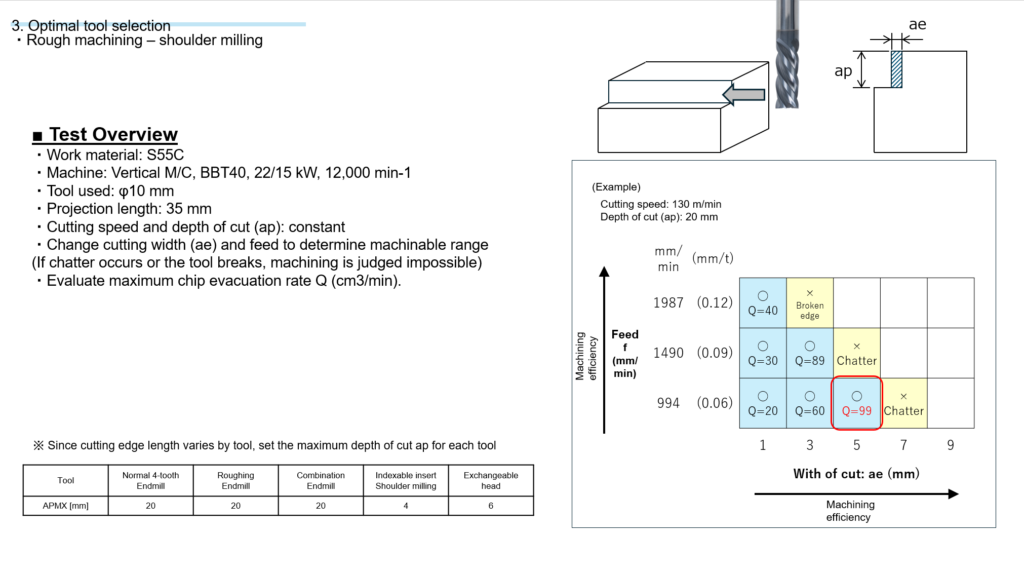
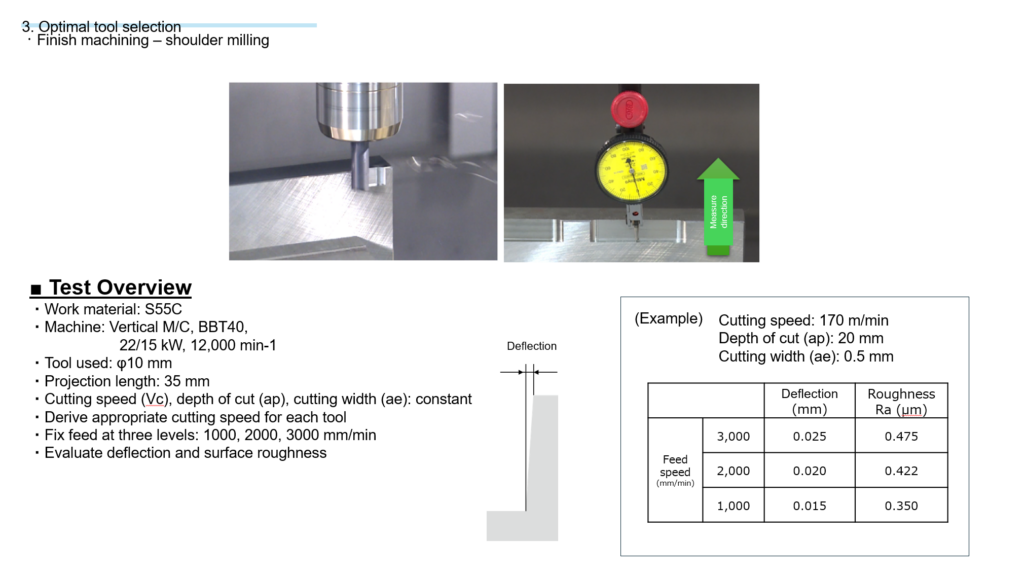
3. 측정 데이터 비교 — Slotting, Shoulder milling, 정삭에서 뛰어난 이유
이제 Tungaloy 자체에서 수행한 광범위한 절삭 테스트 데이터를 사용하여 Slotting, Shoulder milling, 정삭의 세 가지 축에서 Combination Edge의 성능을 검증해 볼게.
테스트 개요
| 공작물 재료 | S55C |
|---|---|
| 기계 | Vertical machining center BBT40 (22/15kW, 12,000 min⁻¹) |
| 공구 직경 | φ10mm |
| 오버행 길이 | 35mm (L/D=3.5) |
| 절삭 속도 | Vc = 100 m/min *평가 목적으로 채터가 발생하기 쉬운 속도에서 평가 |
① Slotting — 깊은 Slot에서 압도적인 효율성
Slotting에서는 절삭날이 공작물 전체 원주에 걸쳐 접촉하여 높은 절삭 저항과 Shoulder milling을 훨씬 초과하는 채터/파손 위험을 초래해. 이러한 까다로운 환경에서 Combination Edge의 웨이브형 절삭날은 가장 큰 절삭 저항 분산 효과를 발휘해.
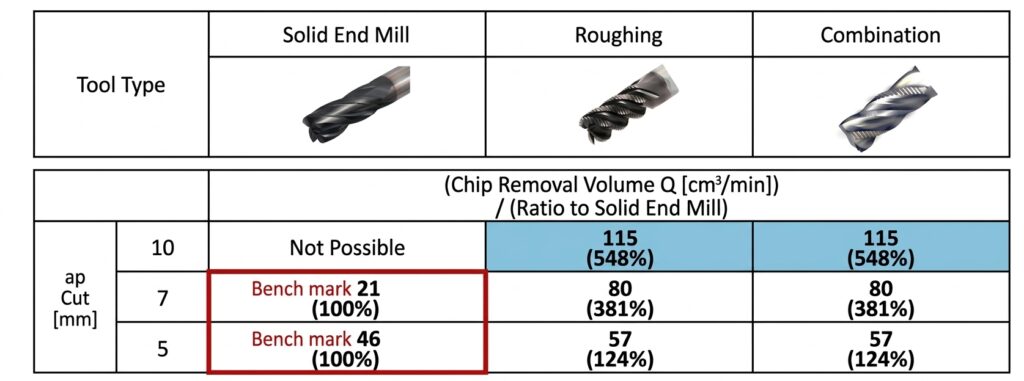
주요 데이터
1×D 깊은 Slot에서 범용 4-Flute 대비 548%
ap=10mm (Slot 깊이 1×D)에서 범용 4-Flute는 가공할 수 없었어. Combination Edge는 범용 4-Flute 대비 548%의 Chip 제거율을 달성했어. 고이송 공구 및 교환식 인서트 유형이 작동할 수 없는 이 깊은 Slot 범위에서 Combination Edge만이 안정적인 가공을 가능하게 해.
깊은 Slot에서 강한 이유는 무엇일까? — 웨이브형 절삭날은 Flute당 접촉 길이를 분산시켜 전체 원주 접촉으로 인한 절삭 저항의 급격한 증가를 완화해. 이는 채터를 억제하여 범용 4-Flute가 견딜 수 없는 깊이에서도 파손 없이 가공을 계속할 수 있게 해.
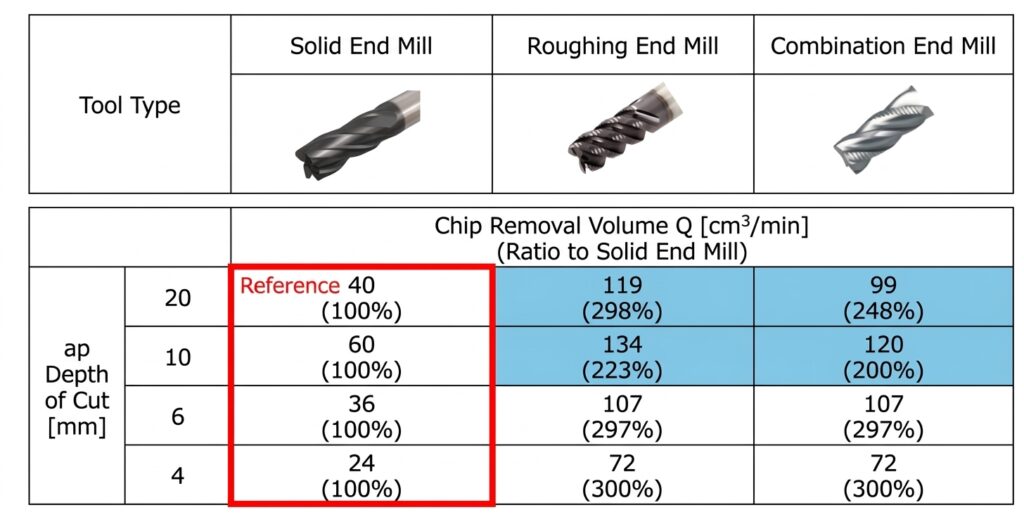
② Shoulder milling — 채터 감소로 더 강하게 밀어붙일 수 있어
섹션 1에서 소개했듯이, Shoulder milling의 가장 큰 과제는 ‘채터 억제’ (25%)야. Combination Edge는 Shoulder milling에서도 채터 억제와 높은 효율성을 모두 제공해.
이 데이터에서 얻을 수 있는 세 가지 핵심 사항:
포인트 1: ap≤6mm에서 황삭 엔드밀과 완전히 동일한 효율성
실제 Shoulder milling에서 가장 일반적으로 사용되는 절삭 깊이인 ap=4–6mm 범위에서 Combination Edge는 황삭 엔드밀과 거의 동일한 Chip 제거율을 달성해. 범용 4-Flute 대비 최대 300% (3배). 이 범위에서 Combination은 효율성 면에서 황삭과 동일해.
포인트 2: ap=10–20mm 깊은 절삭에서도 범용 4-Flute 대비 2–2.5배
ap=20mm의 깊은 Shoulder milling에서도 Combination Edge는 범용 4-Flute 대비 248%를 달성해. 황삭 엔드밀에는 미치지 못하지만, 두 번째로 높은 효율성을 유지해. 더욱이, 황삭 엔드밀은 아래에서 설명할 정삭 품질을 제공할 수 없으므로, 정삭이 포함될 경우 Combination Edge가 전체 공정 효율성에서 우위를 차지하는 경우가 많아.
포인트 3: 채터 감소로 ‘조건을 더 강하게 밀어붙일 수 있어’
Combination Edge의 웨이브형 절삭날은 Shoulder milling에서도 접촉 날 길이를 분산시켜 절삭 저항을 줄여. 이는 채터를 억제하여 Vc와 fz를 높이기 쉽게 해. 데이터에 나타난 효율성 차이를 넘어, 이는 ‘실제로 현장에서 조건을 높일 수 있는가?’라는 관점에서 큰 장점이야.
실제로 사례 연구 3 (SS400, BT40)에서는 황삭 엔드밀을 VEE-C로 교체했을 때 조건을 Vc: 100→120 m/min, fz: 0.12→0.15 mm/z로 높여 1.5배 효율성과 1.7배 공구 수명을 달성했어. “채터가 없어서 더 강하게 밀어붙일 수 있다” — 이것이 사용자들이 현장에서 경험하는 바야.
Shoulder milling 요약
범용 4-Flute 대비 최대 3배 효율성
Combination Edge는 Shoulder milling에서 범용 4-Flute 대비 최대 3배의 효율성을 제공해. ap≤6mm에서는 황삭 엔드밀과 완전히 동일해. 또한, 채터 억제 효과는 절삭 조건을 높일 여유를 만들어 데이터만으로는 알 수 없는 실제 효율성 향상을 가능하게 해.
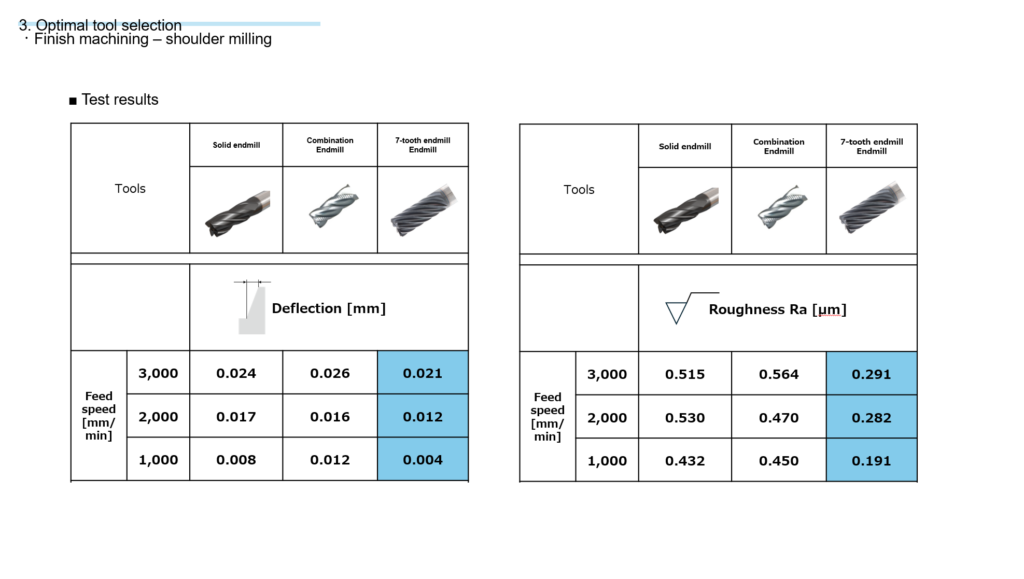
③ 정삭 — 범용 4-Flute와 동등한 검증된 표면 품질
“채터에 강하고 황삭에서 효율적이라는 건 알겠어. 하지만 Combination Edge가 정말 좋은 정삭을 제공할 수 있을까?” — 이것이 가장 자주 묻는 질문이야.
간단히 말해: Combination Edge는 범용 4-Flute와 거의 동일한 표면 조도 품질을 달성해. 세미나 테스트에서 측정된 측벽 변형 및 표면 조도 Ra 데이터를 확인해 봐.
측벽 변형 비교 [mm]
| Feed Rate | 범용 4-Flute | Combination | 차이 | 7-Flute (참고) |
|---|---|---|---|---|
| 3,000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2,000 mm/min | 0.017 | 0.016 | −0.001 | 0.012 |
| 1,000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
표면 조도 Ra 비교 [μm]
| Feed Rate | 범용 4-Flute | Combination | 차이 | 7-Flute (참고) |
|---|---|---|---|---|
| 3,000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2,000 mm/min | 0.530 | 0.470 | −0.060 | 0.282 |
| 1,000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
데이터에서 얻을 수 있는 핵심 사항은 다음과 같아:
① 범용 4-Flute와의 변형 및 Ra 차이가 미미해
최대 변형 차이는 0.004mm이고, 최대 Ra 차이는 0.049μm야. 둘 다 실제 가공 목적에 있어 유의미한 차이가 아니야. 2,000 mm/min Feed Rate에서 Combination Edge는 실제로 변형과 Ra 모두에서 4-Flute보다 우수한 성능 (더 낮은 값)을 보였어.
② 황삭 엔드밀과는 완전히 다른 수준의 정삭
황삭 엔드밀은 전적으로 웨이브형 절삭날로 구성되어 표면 불규칙성을 남겨 별도의 정삭 작업이 필요해. Combination Edge의 직선형 절삭날은 표면을 매끄럽게 하여 황삭 엔드밀과는 완전히 다른 정삭 품질을 달성해. 이것이 ‘하나의 공구로 황삭과 정삭’이 가능한 직접적인 이유야.
③ 전용 7-Flute 정삭 공구와는 비교할 수 없지만, Application이 달라
Ra 0.2μm 범위의 고정밀 정삭에는 다중 Flute 7-Flute 공구가 최적이야. 하지만, 일반적인 정삭 공차 (Ra 0.5μm 내외)의 경우 Combination Edge는 충분히 가능해. 더욱이, Combination Edge는 황삭에서 정삭으로 직접 전환할 수 있어 공구 교환 및 설정이 필요 없어.
정삭 요약
범용 4-Flute와 동등한 표면 조도 품질
Combination Edge의 표면 조도는 변형과 Ra 모두에서 범용 4-Flute와 동등해. 단순히 ‘황삭 전용 공구’가 아니야 — 데이터는 하나의 공구로 황삭부터 정삭까지 모든 작업을 처리할 수 있음을 증명해. Ra 0.5μm 내외의 일반적인 정삭의 경우, 황삭과 정삭 사이에 공구를 교환할 필요가 없어.
섹션 3 요약 — Slotting, Shoulder milling, 정삭을 아우르는 다용도성
| 비교 축 | vs. 범용 4-Flute | vs. 황삭 엔드밀 |
|---|---|---|
| Slotting 효율성 | 최대 5.5배 (548%) | 동등하거나 우수 (깊은 Slot에서 우수) |
| Shoulder milling 효율성 | 최대 3배 (300%) | 동등 (ap≤6mm) |
| 채터 억제 | 압도적으로 우수 | 동등 (Slotting에서 우수) |
| 표면 조도 품질 | 동등 (변형/Ra 차이 미미) | 압도적으로 우수 |
| 공구 통합 | — | 하나의 공구로 황삭 + 정삭 |
Combination Edge는 “Slotting 전용 공구”가 아니야. Slotting에서 압도적인 효율성, Shoulder milling에서 채터 억제와 높은 효율성, 그리고 범용 4-Flute와 동등한 표면 조도 — 이 세 가지 축 모두에서 높은 성능을 제공하는 유일한 날 Geometry야.
4. 실제 성능: 사용자 가공 사례 연구 (5가지 성공 사례 + 공개 사례)
자체 테스트 데이터를 넘어, 5가지 사용자 현장 평가 모두 “승리” 등급을 받았어. VEE-C (교환식 헤드)와 FinishMeister (솔리드)의 사례 연구를 제시할게.
사례 연구 개요
| # | 제품 | 가공 방법 | 공작물 재료 | 공구 직경 | 기계 | 효율성 비율 | 공구 수명 비율 |
|---|---|---|---|---|---|---|---|
| 사례 1 | FinishMeister | Shoulder milling (밸브) | SUS316 | φ12 | 복합 가공기 | 3배 | 15배 |
| 사례 2 | FinishMeister | Shoulder milling (피스톤) | FCD500 | φ25 | 대형 수평 M/C / HSK100 | 3배 | 동등 |
| 사례 3 | VEE-C | Shoulder milling | SS400 / 160HB | φ25 | Vertical M/C / BT40 | 1.5배 | 1.7배 |
| 사례 4 | VEE-C | Slotting | SKD11 / 40HRC | φ12 | Vertical M/C / BT50 | 2배 | 2배 |
| 사례 5 | VEE-C | Slotting | SUS430F | φ10 | Vertical M/C / BT30 | 2.8배 | 동등 |
하이라이트
VEE-C와 FinishMeister 모두 “승리” 등급
교환식 헤드든 솔리드든, Combination Edge의 효과는 입증되었어. 최대 3배의 효율성과 최대 15배의 공구 수명으로, 제품 유형에 관계없이 상당한 개선이 이루어졌어.
FinishMeister 사례 연구
사례 1 SUS316 밸브 가공: 3배 효율성, 15배 공구 수명
가공 세부 정보
- 가공 방법: Shoulder milling (밸브 외경)
- 공작물 재료: SUS316 (스테인리스 스틸)
- 공구 직경: φ12
- 기계: 복합 가공기
- 산업: 자동차
과제
- 낮은 공작물 클램핑 강성으로 선삭 불가; 이전에는 4-Flute 솔리드 초경 엔드밀로 가공
- 생산성 정체. 마모가 진행됨에 따라 진동 발생으로 짧은 공구 수명
FinishMeister로 개선
- 사용 공구: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0.06 mm/z, ap=5 mm, ae: 1→2 mm — 조건 증가
- MRR: 1.27 → 3.82 cm³/min (3배 효율성)
- 절삭 길이: 0.3 → 4.5 m (15배 공구 수명)
- 웨이브형 절삭날이 절삭 저항을 줄여 마모가 진행되어도 진동 억제
POINT
3배 효율성 및 15배 공구 수명 — 주요 개선
낮은 클램핑 강성 환경에서도 Combination Edge의 저저항 특성으로 3배 효율성과 15배 공구 수명을 달성했어. 절삭 속도를 높여도 진동이 계속 억제되어 공격적인 조건에서도 안정적인 가공이 가능해.
사례 2 FCD500 피스톤 링 가공: 3배 효율성 + 공구 통합

가공 세부 정보
- 가공 방법: Shoulder milling (피스톤 외경 턴 밀링)
- 공작물 재료: FCD500 (구상 흑연 주철)
- 공구 직경: φ25
- 기계: 대형 수평 가공기 (#50 / HSK100)
- 산업: 조선
과제
- 이전에는 두 개의 엔드밀 사용 — 하나는 황삭용, 다른 하나는 정삭용
- 공구 교환의 번거로움과 사이클 타임이 문제였어
FinishMeister로 개선
- 사용 공구: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0.07 mm/z, ap=30 mm, ae: 3→6 mm — 조건 증가
- MRR: 25.35 → 77.01 cm³/min (3배 효율성)
- 공구 수명은 이전과 동등 — 문제 없음
- 황삭과 정삭이 하나의 FinishMeister로 통합되었어. 대량 생산 라인에 채택
POINT
3배 효율성 + 공구 통합 — 대량 생산에 채택
2개의 공구 설정에서 하나의 FinishMeister로 통합하여 3배 효율성을 달성했어. 공구 수명은 동등하게 유지되어 대량 생산 라인에 채택되었지.
VEE-C 사례 연구
사례 3 황삭 엔드밀 교체: 1.5배 효율성 + 공구 통합
가공 세부 정보
- 가공 방법: Shoulder milling
- 공작물 재료: SS400 (160HB)
- 공구 직경: φ25
- 기계: Vertical M/C / BT40
과제
- 현재 경쟁사 초경 황삭 엔드밀 사용
- 솔리드 엔드밀은 절삭 깊이 20mm로 제한. 절삭날 손상 발생
- 황삭과 정삭에 별도의 공구 필요
VEE-C로 개선
- Vc: 100→120 m/min, fz: 0.12→0.15 mm/z — 조건 증가
- MRR: 61.12 → 91.67 cm³/min (약 +50%)
- 헤드 수명: 헤드당 3개 부품 → 헤드당 5개 부품 (1.7배)
- 황삭 + 정삭이 하나의 VEE-C로 통합되었어. 공구 교환 시간도 단축
POINT
1.5배 효율성 + 1.7배 공구 수명 + 공구 통합
황삭 엔드밀은 정삭 품질을 제공할 수 없어 별도의 정삭 공구가 필요했어. VEE-C는 황삭 + 정삭을 하나의 공구로 통합하여 1.5배 효율성과 1.7배 공구 수명을 동시에 달성했어.
사례 4 2개의 HSS 공구에서 1개의 VEE-C로 통합: 2배 효율성, 2배 공구 수명

가공 세부 정보
- 가공 방법: Slotting
- 공작물 재료: SKD11 (40HRC)
- 공구 직경: φ12
- 기계: Vertical M/C / BT50
과제
- 현재 2개의 HSS 공구 설정 사용: 황삭 엔드밀 + HSS 정삭 엔드밀
- 공구 교환의 번거로움과 사이클 타임이 문제였어
- HSS 공구는 가공 속도 제한
VEE-C로 개선
- 조건 B: Vc=40, ap=4, ae=12, fz=0.03 → MRR: 3.06 → 6.11 cm³/min (2배)
- 헤드당 5개 부품 (2배 공구 수명)
- 황삭과 정삭이 하나의 VEE-C로 통합 → 공구 교환 불필요
POINT
2배 효율성, 2배 공구 수명 — 주요 개선
2개의 HSS 공구 설정에서 하나의 VEE-C로 통합되었어. 2배 효율성과 2배 공구 수명 — 주요 개선이야. 40HRC 고경도 SKD11에서도 안정적인 가공.
출처: TR78848
사례 5 절삭 깊이 두 배로 늘려 사이클 타임 단축

가공 세부 정보
- 가공 방법: Slotting & Shoulder milling
- 공작물 재료: SUS430F
- 공구 직경: φ10
- 기계: Vertical M/C / BT30
과제
- 현재 경쟁사 초경 엔드밀 사용 시 채터로 인해 달성 가능한 절삭 깊이 (ap) 제한
- 강성이 낮은 BT30 환경에서 조건 증가 어려움
VEE-C로 개선
- 절삭 깊이 ap=1mm에서 2mm로 증가
- 테스트 3: Vc=66, ap=2, ae=10, fz=0.05 → MRR: 8.40 cm³/min
- 이전과 동등한 공구 수명 유지, 표면 조도 품질도 동등. 절삭음이 조용했어
POINT
절삭 깊이 두 배로 늘려 사이클 타임 단축
VEE-C의 채터 저항성을 활용해 사이클 타임을 줄여. 강성이 낮은 BT30 장비에서도 공격적인 조건에서 안정적으로 가공해.
공개 사례: 곤도철공소 × FinishMeister 콤비네이션 엣지
위 5건의 사례는 사내 테스트 리포트를 기반으로 했지만, 공식적으로 공개된 성공 사례도 있어.

곤도철공소 주식회사(아이치현 이누야마시)는 공작기계 및 건설기계 부품 가공을 전문으로 해. 이 회사는 복합가공기에 콤비네이션 엣지 솔리드 엔드밀 FinishMeister φ12를 적용해 큰 성과를 냈어.
| 사용 제품 | FinishMeister φ12(콤비네이션 엣지 솔리드 엔드밀) |
|---|---|
| 가공 내용 | 샤프트 원통부(볼트 시트, 키홈) Shoulder milling 및 슬롯 가공 |
| 피삭재 | S45C |
| 기계 | 복합가공기(원척킹 다면 가공) |
| 과제 | 복합가공기에서는 엔드밀 돌출 길이가 길어 채터 발생 → 절삭 조건을 올릴 수 없어. |
| 절삭 조건 | Vc=100 m/min, f=0.26 mm/rev (fz=0.065), ap=7–8 mm, ae=12 mm |
결과:
- 가공 시간 단축 — 콤비네이션 엣지의 채터 억제로 고절입 가공이 가능해졌어. 패스 수가 줄어 사이클 타임이 단축됐어.
- 공구 통합 — 한 개의 공구로 황삭 능력과 정삭 품질을 모두 확보했어. 황삭과 정삭을 하나의 공구로 통합했어.
공장장 코멘트
“채터가 발생하기 쉬운 장돌출 가공에서 큰 성과를 냈어”
“절삭 패스 수를 줄여 가공 시간을 단축했어”
“공구 돌출 길이를 길게 설정해 셋업 간 공구 공유도 가능하게 했어”
VEE-C는 곤도철공소에서 검증된 동일한 콤비네이션 엣지를 교환식 헤드 형식으로 채택한 제품이야. 솔리드 FinishMeister와 교환식 헤드 VEE-C — 용도와 경제성에 맞춰 2개 라인에서 선택해.
요약 — 채터를 억제하고 다음 절삭으로 넘어가
이 글에서는 구조, 데이터, 사례를 통해 Tungaloy의 콤비네이션 엣지 성능을 소개했어. 핵심 포인트는 다음과 같아:
- 엔드밀 가공에서 가장 큰 과제는 “채터” — 현장 설문에서 응답자의 25%가 1위로 꼽았어.
- 콤비네이션 엣지는 유일무이한 형상 — 웨이브 엣지는 채터를 억제하고, 직선 엣지는 표면을 매끄럽게 해.
- 874개 테스트 조건에서 검증 — 슬롯 가공은 최대 5.5배, Shoulder milling은 최대 3배 효율. 범용 4날과 동등한 표면 조도
- 사용자 5건 사례 모두 “성공” 평가 — 효율 최대 3배, 공구 수명 최대 15배
- BT30, BT40, 복합가공기에서 검증 — 장돌출에서도 강성이 낮은 장비에서 안정 가공이 가능해.
- 한 개의 공구로 황삭+정삭 — 공구 통합으로 셋업 시간과 비용을 줄여.
- 2라인 제품군으로 모든 용도를 커버 — VEE-C(교환식 헤드)와 FinishMeister(솔리드)
슬롯 가공 효율 개선, 채터 대책, 공구 통합이 필요하다면 콤비네이션 엣지를 써 봐.