

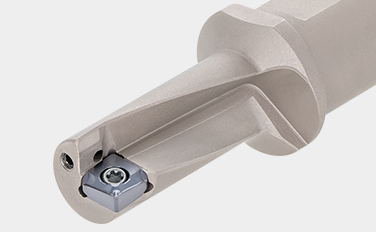
穴あけ・旋削加工用複合工具
複合工具は、生産性改善に効果的!


使用用途 & 特長
使用用途



特長
1. 使用工具本数の削減
• 鍛造穴、鋳抜穴、センタ穴のない平面への、穴あけ加工が可能
• ワーク中心への穴あけ加工後は、同一工具を使って内径旋削加工が可能
• 通常の旋盤工具として、内径・端面・外径旋削加工が可能

2. 工具交換時間削減
特に、工具1 本当たりの加工時間が短い場合は、工具交換時間の削減が全体のサイクルタイム短縮に大きく影響する。

3. 特長

インサート & 材種

ホルダ

加工事例
事例 #1
一般機械
| 加工部品名: | 機械部品 |
| 被削材: | SUS440 |
| ホルダ: | TBM12R/LF16-2.25 |
| インサート: | XOMU06H204-PS |
| 材種: | AH725 |
| 切削条件: | Vc = 80 (m/min) f = 0.15 (mm/rev) ap = 2.5 (mm) 切削油: 湿式 |

事例 #2
一般機械
| 加工部品名: | 機械部品 |
| 被削材: | SUS304 |
| ホルダ: | TBM12R/LF16-2.25 |
| インサート: | XOMU06H204-PS |
| 材種: | AH725 |
| 切削条件: | Vc = 100 (m/min) f = 穴あけ: 0.03, 内径旋削:0.1 – 0.15 (mm/rev) ap = 0.5 (mm) 切削油: 湿式 |

標準切削条件
穴あけ加工
| ISO | 被削材 | 切削速度 Vc (m/min) | 最小加工径: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
|
|
低炭素鋼 合金鋼 |
50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
ステンレス鋼 | 50 – 160 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
鋳鉄 | 50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
アルミ合金 | 100 – 300 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |




内径旋削加工
| ISO | 被削材 | 切削速度 Vc (m/min) | 最小加工径: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| 切込み: ap (mm) | |||||||||||
|
|
低炭素鋼 合金鋼 |
50 – 180 | 0.5 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| 送り: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | 被削材 | 切削速度 Vc (m/min) | 最小加工径: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| 切込み: ap (mm) | |||||||||||
|
|
ステンレス鋼 | 50 – 160 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| 送り: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | 被削材 | 切削速度 Vc (m/min) | 最小加工径: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| 切込み: ap (mm) | |||||||||||
|
|
鋳鉄 | 50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| 送り: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | 被削材 | 切削速度 Vc (m/min) | 最小加工径: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| 切込み: ap (mm) | |||||||||||
|
|
アルミ合金 | 100 – 300 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| 送り: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム 特殊品作図システム特殊品の簡易図面をスピーディーに生成します
特殊品作図システム特殊品の簡易図面をスピーディーに生成します