

極小内径加工用超硬ソリッドバー
良好な刃立ち性で加工面精度に優れ、多種多様な内径加工に対応


使用用途 & 特長
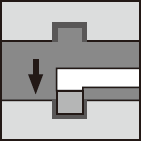
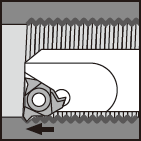
使用用途


特長
1. 優れた刃立ち性
コーティング表面と切れ刃状態

2. 充実した品揃えで、多種多用な極小内径加工に対応
豊富なアイテム設定 146 形番 ( 超硬ソリッドバー ) – 最小加工径:øDm = 0.6 mm
3. 使い易さを追求した最適スリーブ
機能性に富んだスリーブで、安定した小径加工を実現

超硬ソリッドバー & 材種



インサート & 材種
インサート
材種
刃先交換式ホルダ

スリーブ

加工事例
標準切削条件
内径切削 ( 倣い・面取り・引き加工含む )
| ISO | 被削材 | 材種 | 切削速度 Vc (m/min) | 送り f (mm/rev) |
|---|---|---|---|---|
 |
低炭素鋼 (S15C, S20C など ) |
SH725 | 40 – 140 | 0.01 – 0.08 |
| 炭素鋼 , 合金鋼 (S55C, SCM440 など |
SH725 | 40 – 140 | 0.01 – 0.08 | |
| プリハードン鋼 (NAK80, PX5 など ) |
SH725 | 40 – 140 | 0.01 – 0.08 | |
 |
ステンレス鋼 (SUS304, SUS316 など ) |
SH725 | 40 – 140 | 0.01 – 0.08 |
 |
ねずみ鋳鉄 (FC250, FCD300 など |
SH725 | 30 – 100 | 0.01 – 0.08 |
| ダクタイル鋳鉄 (FC450, FCD600 など |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
アルミ合金、銅合金 (Si < 12%) |
SH725 | 90 – 200 | 0.01 – 0.08 |
 |
チタン合金 (Ti-6Al-4V など) |
SH725 | 30 – 100 | 0.01 – 0.08 |
| 耐熱合金 (インコネル 718 など) |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
高硬度材 | BX310 | 15 – 100 | 0.01 – 0.1 * |
* 送りと切込みは、ろう付けバーのコーナR に応じて変更してください。
内径ねじ切り切削
| ISO | 被削材 | 材種 | 切削条件 Vc (m/min) |
切削条件 ピッチ (mm) |
||||
|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.75 | 1 | 1.25 | 1.5 | ||||
|
低炭素鋼 (S15C, S20C など ) |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 |
| 炭素鋼 , 合金鋼 (S55C, SCM440 など |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
| プリハードン鋼 (NAK80, PX5 など ) |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
|
ステンレス鋼 (SUS304, SUS316 など ) |
SH725 | 40 – 140 | 8 | 10 | 12 | 15 | 18 |
|
ねずみ鋳鉄 (FC250, FCD300 など ) |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 |
| ダクタイル鋳鉄 (FC450, FCD600 など |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 | |
|
アルミ合金、銅合金 (Si < 12%) |
SH725 | 90 – 200 | 6 | 8 | 10 | 12 | 15 |
内径溝入れ切削
| ISO | 被削材 | 材種 | 切削速度 Vc (m/min) |
送り f (mm/rev) |
|---|---|---|---|---|
|
低炭素鋼 S15C, S25C など |
SH725 | 40 – 140 | 0.01 – 0.03 |
| 炭素鋼 , 合金鋼 S55C, SCM440 など |
SH725 | 40 – 140 | 0.01 – 0.03 | |
| プリハードン鋼 NAK80, PX5 など |
SH725 | 40 – 140 | 0.01 – 0.03 | |
|
ステンレス鋼 SUS304, SUS316 など |
SH725 | 40 – 140 | 0.01 – 0.03 |
|
ねずみ鋳鉄 FC250, FCD300 など |
SH725 | 30 – 100 | 0.01 – 0.03 |
| ダクタイル鋳鉄 FC450, FCD600 など |
SH725 | 30 – 100 | 0.01 – 0.03 | |
|
アルミ合金、銅合金 Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.03 |
|
チタン合金 Ti-6Al-4V など |
SH725 | 30 – 100 | 0.01 – 0.03 |
| 耐熱合金 インコネル 718 など |
SH725 | 30 – 100 | 0.01 – 0.03 |
端面溝入れ切削
| ISO | 被削材 | 材種 | 切削速度 Vc (m/min) |
送り f (mm/rev) |
|---|---|---|---|---|
|
低炭素鋼 S15C, S25C など |
SH725 | 40 – 140 | 0.01 – 0.05 |
| 炭素鋼 , 合金鋼 S55C, SCM440 など |
SH725 | 40 – 140 | 0.01 – 0.05 | |
| 炭素鋼 , 合金鋼 S55C, SCM440 など |
SH725 | 40 – 140 | 0.01 – 0.05 | |
|
ステンレス鋼 SUS304, SUS316 など |
SH725 | 40 – 140 | 0.01 – 0.05 |
|
ねずみ鋳鉄 FC250, FCD300 など |
SH725 | 30 – 100 | 0.01 – 0.05 |
| ねずみ鋳鉄 FC250, FCD300 など |
SH725 | 30 – 100 | 0.01 – 0.05 | |
|
アルミ合金、銅合金 Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.05 |
|
チタン合金 Ti-6Al-4V など |
SH725 | 30 – 100 | 0.01 – 0.05 |
| チタン合金 Ti-6Al-4V など |
SH725 | 30 – 100 | 0.01 – 0.05 |
刃先交換式バイト (EPG*04 / EPG*03 インサート )
| ISO | 被削材 | 材種 | 切削速度 Vc (m/min) |
|---|---|---|---|
|
低炭素鋼 S15C, S25C など 炭素鋼 S45C, S55C など 合金鋼 SCM440, SCr420 など |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 10 – 150 | ||
| J740 | 10 – 100 | ||
| NS9530 | 150 – 300 | ||
| GT9530 | 150 – 300 | ||
|
ステンレス鋼 SUS304, SUS316 など |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 10 – 150 | ||
|
ねずみ鋳鉄 FC250 など |
TH10 | 30 – 100 |
|
アルミ合金 Si < 12% |
TH10 | > 100 |
| DX140 | > 500 | ||
| アルミ合金 Si > 12 % |
TH10 | > 100 | |
| DX140 | > 400 | ||
| 銅合金 | TH10 | > 100 | |
| DX140 | > 500 | ||
|
チタン合金 Ti-6Al-4V など |
SH725 | 30 – 50 |
| 耐熱合金 インコネル 718 など |
SH730 | 30 – 50 | |
|
耐熱合金 インコネル 718 など |
BX310 | 30 – 150 |
| 焼結合金 | 焼結合金 | BX470 | 100 – 300 |

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム