





使用用途 & 特長
使用用途


特長
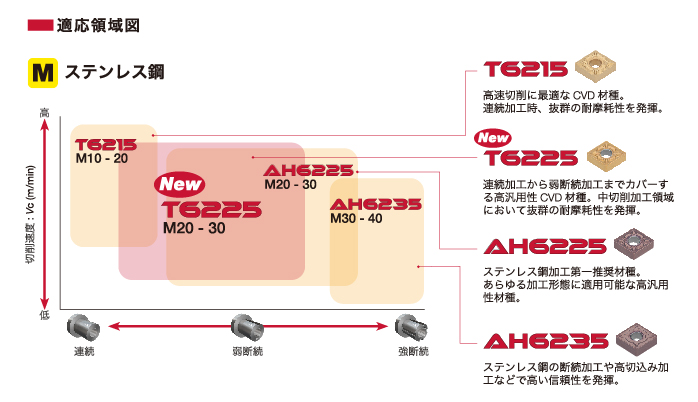
1. 適応領域図
2. 材種特徴



新高汎用PVD被膜
厚膜チタンリッチコーティング
・ 耐熱性に優れる厚膜チタンリッチコーティングを採用。
・ クレータ摩耗を抑制。
高硬度チタン高含有ナノ積層膜
新開発のチタン高含有ナノ積層を外層膜として採用。硬度の高い微粒組織によって、
優れた耐摩耗性と耐欠損性を両立し、安定した長寿命を実現。



優れた耐摩耗性を実現
高硬度外層
・耐逃げ面摩耗性向上技術「高硬度外層」を採用。
高密着 Al2O3層
・新開発のAl2O3層を採用。優れた層間密着性を有し、チッピングや剥離等の損傷を抑制。
厚膜コーティング
・従来比1.3倍の厚膜CVDコーティング採用。
・優れた耐摩耗性を有し、長寿命化を達成。
主な材種
加工事例
事例 #1
| 加工部品名: | 配管部品 |
| 被削材: | SUS304 |
| インサート: | DNMG150408-SM |
| 材種: | T6215 |
| 切削条件: | Vc = 150(m/min) f = 0.3 (mm/rev) ap = 3 (mm) 加工形態: 外径旋削加工 切削油: 湿式 |

事例 #2
| 加工部品名: | 機械部品 |
| 被削材: | SUS304 |
| インサート: | TNMG160408-SM |
| 材種: | T6215 |
| 切削条件: | Vc = 200(m/min) f = 0.3 (mm/rev) ap = 2.5 (mm) 加工形態: 外径端面旋削加工 切削油: 湿式 |

事例 #3
| 加工部品名: | 発電機部品 |
| 被削材: | SUS410 |
| インサート: | CNMG120408-SH |
| 材種: | AH6235 |
| 切削条件: | Vc = 70 (m/min) f = 0.15 (mm/rev) ap = 2 – 4 (mm) 加工形態: 端面旋削加工(断続加工) 切削油: 湿式 |

事例 #4
| 加工部品名: | 機械部品 |
| 被削材: | SUS304 |
| インサート: | CNMG120412-SM |
| 材種: | AH6235 |
| 切削条件: | Vc = 80 (m/min) f = 0.2 (mm/rev) ap = 1.5 (mm) 加工形態: 端面旋削加工(断続加工) 切削油: 湿式 |

事例 #5
| 加工部品名: | ジョイント部品 |
| 被削材: | SUS304 |
| インサート: | CNMG120404-SM |
| 材種: | AH6225 |
| 切削条件: | Vc = 90(m/min) f = 0.2 (mm/rev) ap = 1 (mm) 加工形態: 外径旋削加工 切削油: 湿式 |

事例 #6
| 加工部品名: | 機械部品 |
| 被削材: | SUS440 |
| インサート: | VNMG160404-SF |
| 材種: | AH6225 |
| 切削条件: | Vc = 110 (m/min) f = 0.1 (mm/rev) ap = 0.5 (mm) 加工形態: 外径旋削加工 切削油: 湿式 |

標準切削条件
ネガティブタイプインサート
| ISO | 適応領域 | チップブレーカ | 材種 | 切込み ap (mm) |
送り f (mm/rev) |
切削速度: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| オーステナイト系 | フェライト系 / マルテンサイト系 |
析出硬化系 | ||||||
 |
仕上げ | SF | T6215 | 0.5 – 2.5 | 0.08 – 0.45 | 140 – 240 | 160 – 280 | 80 – 150 |
| T6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.45 | 50 – 150 | 70 – 170 | – | |||
| 中切削 | SM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| T6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| SDM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| 重切削 | SH | T6215 | 2 – 6 | 0.3 – 0.6 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 2 – 6 | 0.3 – 0.6 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 2 – 6 | 0.3 – 0.6 | 50 – 150 | 70 – 170 | – | |||
PSS / PS / PM ブレーカ
| ISO | 適応領域 | チップブレーカ | 材種 | 切込み ap (mm) |
送り f (mm/rev) |
切削速度: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| オーステナイト系 | フェライト系 / マルテンサイト系 |
析出硬化系 | ||||||
|
仕上げ | PSS | T6215 | 0.3 – 2 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 |
| AH6225 | 0.3 – 2 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.3 – 2 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| 仕上げ~中切削 | PS | T6215 | 0.5 – 2.5 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| 中切削 | PM | T6215 | 1 – 3 | 0.15 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 1 – 3 | 0.15 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 3 | 0.15 – 0.3 | 50 – 150 | 70 – 170 | – | |||
JSブレーカ
| ISO | 被削材 | チップブレーカ | 材種 | 切削速度 Vc (m/min) |
切込み ap (mm) |
送りf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
|
オーステナイト系 | JS | AH6225 | 90 – 200 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 |
| フェライト系 / マルテンサイト系 | JS | AH6225 | 110 – 240 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
| 析出硬化系 | JS | AH6225 | 60 – 110 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム 特殊品作図システム特殊品の簡易図面をスピーディーに生成します
特殊品作図システム特殊品の簡易図面をスピーディーに生成します