

高能率加工を実現する汎用性および経済性の高い6コーナインサート
1つのホルダで前挽き、後挽き、倣い、端面加工まで幅広い旋削加工に対応

使用用途 & 特長
使用用途


特長
1. あらゆる加工を可能にする2種類のコーナ角と切込み角
コーナ角80°& 35°の両面仕様6コーナインサートを設定
- 後挽き加工: 特別なプログラムは必要なく、高送り刃形により従来のISO工具に対し約200%高能率加工が可能に
- 前挽き加工: 従来のISO工具と同じ切込み角で、同様の加工が可能

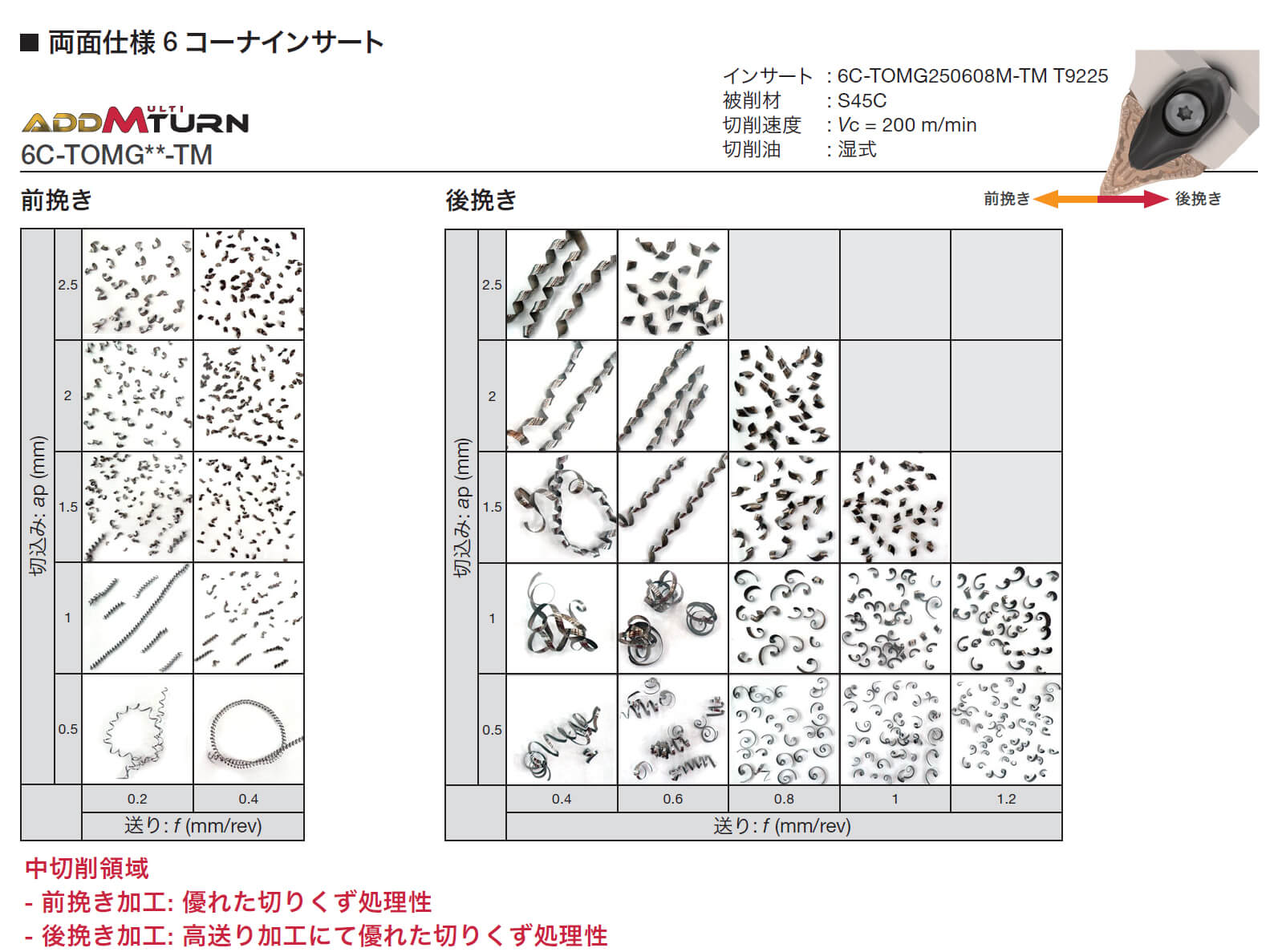
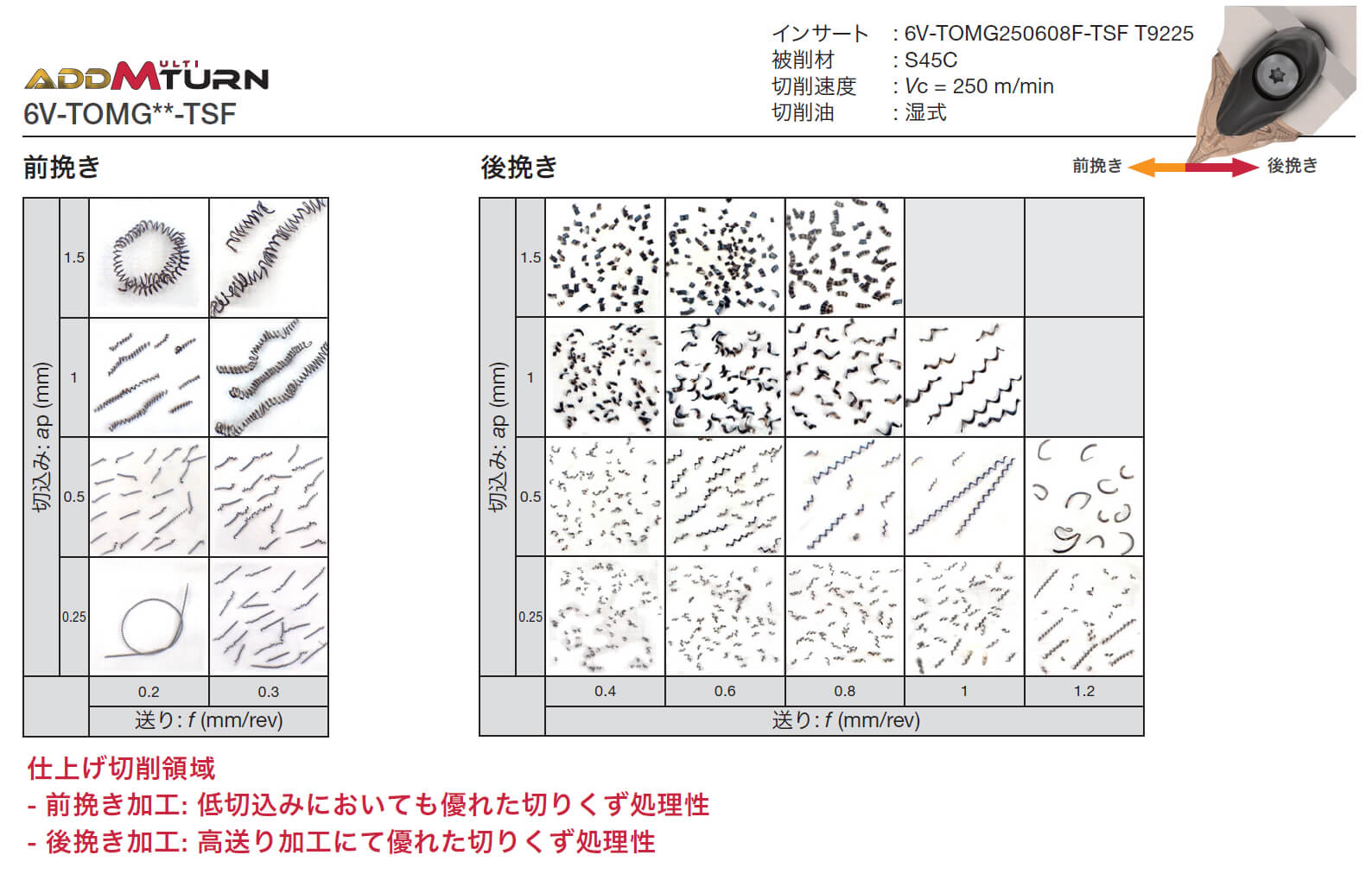
2. 切りくず処理
3. インサート底面および敷金に設けた独自の凹凸形状 Y-PRISM (Y-プリズム)により、優れたクランプ剛性を実現

多方向の加工に対して、サポート力を強化し優れた刃先位置精度を実現

2種類のインサートは、同一ホルダに装着可能
4. 工具寿命の比較
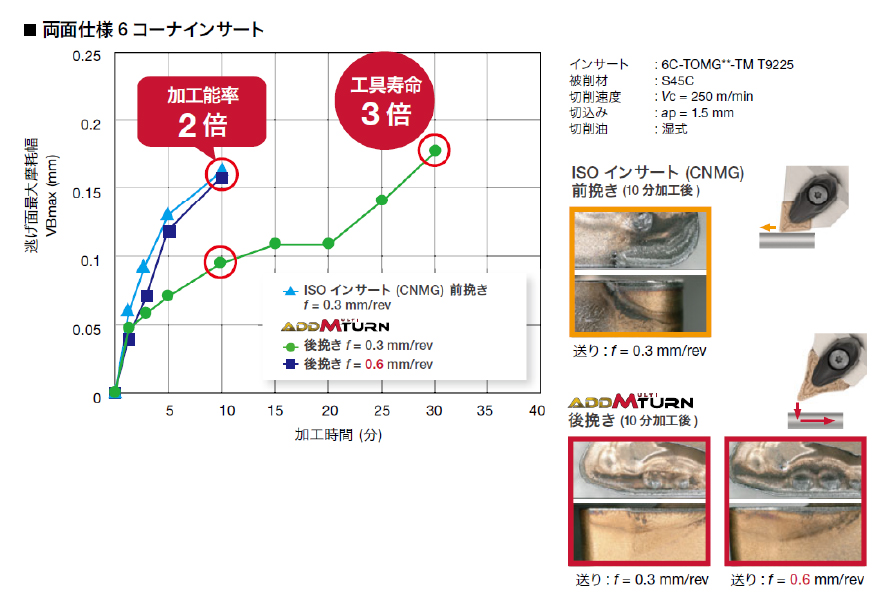
後挽き加工とすることで、従来のISO工具と同じ条件でも大幅な長寿命化を実現!
送りを2倍(加工能率2倍)としても、従来のISO工具と同等の工具寿命を達成!
※後挽き加工は、有効切れ刃長さが長い加工であり、前挽き加工と比較してチャックから引き抜く方向に切削抵抗がかかる加工となりますので、芯押しを使用した環境での加工を推奨します。
インサート & 材種
インサート


材種
ホルダ


加工事例
事例 #1
| 加工部品名: | タービンシャフト |
| 被削材: | SCr420 |
| ホルダ: | ATXOL2525M25-A |
| インサート: | 6C-TOMG250608M-TM |
| 材種: | T9215 |
| 切削条件: | Vc = 147 (m/min) 端面加工: f = 0.35 (mm/rev) ap = 1 – 2 (mm) 外径旋削: f = 0.5 (mm/rev) ap = 0.5 (mm) 切削油: 湿式(外部給油) 加工形態: 端面加工、外径旋削 |

事例 #2
| 加工部品名: | ギア部品 |
| 被削材: | S25C |
| ホルダ: | ATXOR2525M25-A |
| インサート: | 6V-TOMG250604F-TSF |
| 材種: | T9215 |
| 切削条件: | Vc = 200 (m/min) 荒加工 : f = 0.6 (mm/rev) x 2 パス 仕上げ : f = 0.1 (mm/rev) x 1 パス ap = 0.5 (mm) x 3 パス 切削油: Wet 湿式(外部給油) 加工形態: 外径旋削 |

標準切削条件
両面仕様6コーナインサート
| ISO | 適応領域 | チップブレーカ | 材種 | 切込み: ap (mm) | 送り: f (mm/rev) | 切削速度 | ||
|---|---|---|---|---|---|---|---|---|
| 前挽き | 後挽き | 前挽き | 後挽き | Vc (m/min) | ||||
 |
仕上げ | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 150 – 400 |
| TSF | T9225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 80- 300 | ||
| TLF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 150- 400 | ||
| TLF | T9225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 80- 300 | ||
| 中切削 ~ 重切削 | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 150 – 400 | |
| TM | T9225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 80 – 300 | ||
| TLM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 150 – 400 | ||
| TLM | T9225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 80 – 300 | ||
 |
仕上げ | TSF | AH6225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 60 – 240 |
| TLF | AH6225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 60 – 240 | ||
| 中切削 ~ 重切削 | TM | AH6225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 60 – 240 | |
| TLM | AH6225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 60 – 240 | ||
 |
仕上げ | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 140 – 500 |
| TLF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 140 – 500 | ||
| 中切削 ~ 重切削 | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 140 – 500 | |
| TLM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 140 – 500 | ||
 |
仕上げ | TSF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 20 – 80 |
| TLF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 20 – 80 | ||
| 中切削 ~ 重切削 | TM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 20 – 80 | |
| TLM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 20 – 80 | ||
片面仕様3コーナインサート
| ISO | 適応領域 | チップブレーカ | 材種 | 切込み: ap (mm) | 送り: f (mm/rev) | 切削速度 | ||
|---|---|---|---|---|---|---|---|---|
| 前挽き | 後挽き | 前挽き | 後挽き | Vc (m/min) | ||||
|
中切削 ~ 重切削 | TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 150 – 400 |
|
中切削 ~ 重切削 | TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 100 – 250 |
|
中切削 ~ 重切削 | TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 140 – 500 |

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム