

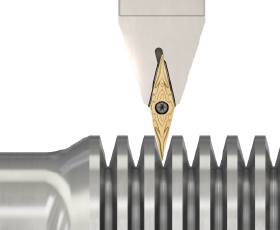
倣い加工用コーナー角25°インサート
先端角25°が加工領域を拡大します

使用用途 & 特長
使用用途


特長
1.革新的な先端形状インサートによる加工領域の拡大



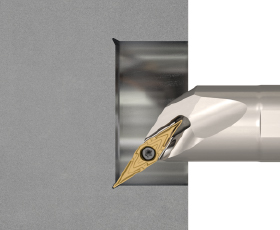
2. 幅広い加工用途に最適

球体倣い

端面倣い
V溝

外径ぬすみ
内径ぬすみ
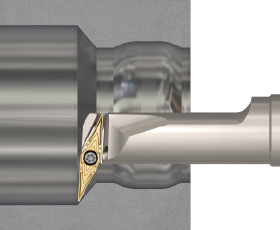
内径倣い
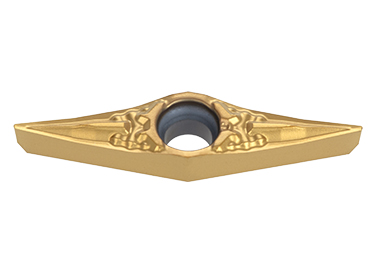
インサート & 材種
インサート

主な材種
ホルダ


加工事例
事例 #1
| 加工部品名: | フィッティング |
| 被削材: | SUS304 |
| ホルダ: | JSYJ2CR1212X10 |
| インサート: | YCGT100202MF-JS |
| 材種: | SH7025 |
| 切削条件 | Vc = 85 m/min f = 0.03 mm/rev ap = 0.075 mm 加工形態: 外径旋削 切削油: 湿式 |

従来工程では、ねじ端部のテーパ加工において特殊形状インサートが必要であったが、YCGTは標準品で対応可能あり、また工具寿命も1.75倍の向上を達成した。
事例 #2
| 加工部品名: | シャフト |
| 被削材: | S45C |
| ホルダ: | QC12-JSYJ2CR10-CHP |
| インサート: | YCGT100202MF-JS |
| 材種: | SH7025 |
| 切削条件 | Vc = 70 m/min f = 0.02 mm/rev ap = 0.3 mm 加工形態: 外径旋削 切削油: 湿式 |

従来工程では異なる2本の工具が必要であったが、YCGTは1つの工具での加工を実現した。
事例 #3
| 加工部品名: | 滑車 |
| 被削材: | SCM415 |
| ホルダ: | AVVNN2525M16-A |
| インサート: | YNMG160404-ZM |
| 材種: | GT9530 |
| 切削条件 | Vc = 250 m/min f = 0.5 mm/rev ap = 0.1 – 0.2 mm 加工形態: 外径旋削 切削油: 湿式 |

従来溝入れ工具に対して、大幅な切りくず処理性の改善と、工具寿命1.25倍の向上を達成した。
事例 #4
| 加工部品名: | 自動車部品 |
| 被削材: | SACM645 |
| ホルダ: | A16Q-SYUBR11-D200 |
| インサート: | YWMT11T204-ZF |
| 材種: | T9215 |
| 切削条件 | Vc = 100 m/min f = 0.5 mm/rev ap = 0.2 mm 加工形態: 内径旋削 切削油: 湿式 |

内径旋削加工における切りくず処理性の大幅な改善と、仕上げ面品位の向上を達成した。
標準切削条件
ポジティブタイプ
| ISO | 適応領域 | チップ ブレーカ |
材種 | 切込み ap (mm) |
送り f (mm/rev) |
切削速度: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| 低炭素鋼 合金鋼 |
中炭素鋼 合金鋼 |
高炭素鋼 |
||||||
| 精密仕上げ | JS | SH7025 | 0.5 – 3 | 0.02 – 0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| 仕上げ切削 | ZF | GT9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.05 – 0.25 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| 仕上げ~中切削 | ZM | GT9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.5 – 2 | 0.05 – 0.3 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.5 – 2 | 0.05 – 0.3 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| ステンレス鋼 | ||||||||
| 精密仕上げ | JS | SH7025 | 0.5 – 3 | 0.02 -0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| 仕上げ~中切削 | ZF | T6215 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.05 – 0.25 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| ZM | T6215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 0.5 – 2 | 0.05 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| 鋳鉄 | ||||||||
| 仕上げ〜中切削 | ZF | T9215 | 0.2 – 1.5 | 0.05 -0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| ZM | T9215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | ||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| 耐熱合金 | ||||||||
| 仕上げ〜中切削 | ZF | AH8015 | 0.2 – 1.5 | 0.05 -0.25 | 20 – 80 | 20 – 80 | 20 – 80 | |
| ZM | AH8015 | 0.5 – 2 | 0.05 -0.3 | 20 – 80 | 20 – 80 | 20 – 80 | ||
ネガティブタイプ
| ISO | 適応領域 | チップ ブレーカ |
材種 | 切込み ap (mm) |
送り f (mm/rev) |
切削速度: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| 低炭素鋼 合金鋼 |
中炭素鋼 合金鋼 |
高炭素鋼 |
||||||
| 仕上げ切削 | ZF | GT9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.03 – 0.2 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| 仕上げ~中切削 | ZM | GT9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.7 – 2 | 0.15 – 0.4 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.7 – 2 | 0.15 – 0.4 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| ステンレス鋼 | ||||||||
| 仕上げ切削 | ZF | T6215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.03 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| 仕上げ~中切削 | ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| 鋳鉄 | ||||||||
| 仕上げ切削 | ZF | T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| 仕上げ~中切削 | ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| 耐熱合金 | ||||||||
| 仕上げ切削 | ZF | AH8015 | 0.2 – 1.5 | 0.03 – 0.2 | 20 – 80 | 20 – 80 | 20 – 80 | |
| 仕上げ~中切削 | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 80 | 20 – 80 | 20 – 80 | |

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム