

三次元加工も可能な高精度カッタ !
ヘリカル切れ刃と大きなアキシャルレーキによりスムーズな加工が可能 !!

使用用途 & 特長
使用用途










特長
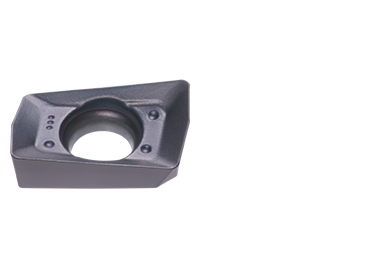
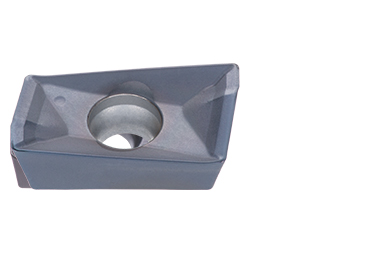
1. 高性能インサート
• ヘリカル切れ刃が優れた壁面加工を実現。
• ワイパー切れ刃により加工面荒さも良好。
• すくい面の最適化で切れ味と信頼性を両立。
• 4種のチップブレーカで、幅広い加工に対応。
• コーナRは3.2mmまで。
• DLCコーティング材種、サーメット材種も設定。
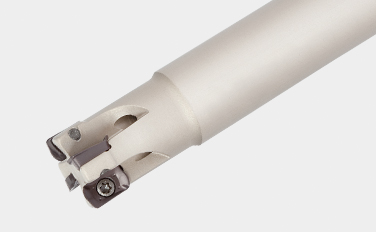
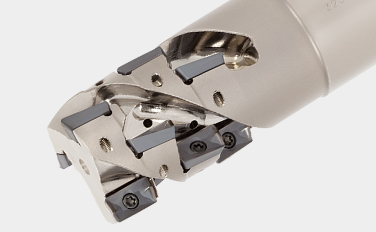
2. カッタ
• 切りくず排出性を良好にするエアホール付き
• 標準刃、多刃、ロングシャンク等を設定
インサート & 材種

カッタ
シャンクタイプ
EPO (ø12 – ø63mm)
高精度直角肩加工用柄付きカッタ
- EPO07
– 工具径: ø12 – ø28 mm
– インサート: AO*T07 - EPO11
– 工具径: ø12 – ø50 mm
– インサート: AS*T11 / ASGW11 - EPO18
– 工具径: ø25 – ø63 mm
– インサート: AO*T18
モジュラータイプ

HPO (ø12 – ø32mm)
ヘッド交換式(タング・フレックス)高精度直角肩加工用ヘッド
- HPO07
– 工具径: ø12 – ø25 mm
– インサート: AO*T07 - HPO11
– 工具径: ø20 – ø32 mm
– インサート: AS*T11 / ASGW11


加工事例
事例 #1
一般機械
| 加工部品名: | 機械部品 |
| 被削材: | SCM440 / 42CrMo4 |
| カッタ: | TPO07R040M16.0E10 (ø40, z = 10) |
| インサート: | AOMT070208PDPR-MJ |
| 材種: | AH725 |
| 切削条件: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 1000 (mm/min) ap = 3.0 (mm) ae = ~ 30 (mm) 加工形態: 肩削り 切削油: 乾式 使用機械: 立形 MC, BT40 |

事例 #2
一般機械
| 加工部品名: | コンプレッサー部品 |
| 被削材: | SS400 / E275A |
| カッタ: | EPS11033RSB (ø33, z = 5) |
| インサート: | ASMT11T304PDPR-MJ |
| 材種: | NS740 |
| 切削条件: | Vc = 150 (m/min) fz = 0.13 (mm/t) Vf = 940 (mm/min) ap = 5 (mm) ae = 15 (mm) 加工形態: 肩削り 切削油: Dry 使用機械: 立形 MC, BT50 |

事例 #3
一般機械
| 加工部品名: | 機械部品 |
| 被削材: | SS400 / E275A |
| カッタ: | TLS11R050M22.0E04 |
| インサート: | ASMT11T308PDPR-MJ |
| 材種: | AH725 |
| 切削条件: | Vc = 150 (m/min) fz = 0.17 (mm/t) Vf = 649 (mm/min) ap = 40 (mm) ae = 5 (mm) 加工形態: 肩削り 切削油: 乾式 使用機械: 立形 MC, BT50 |

標準切削条件
TPO07 / EPO07 / HPO07
| ISO | 被削材 | 硬度 (HB) |
材種 | 切削条件 Vc (m/min) |
刃当り送り : fz (mm/t) | ||
|---|---|---|---|---|---|---|---|
| MJ | HJ | AJ | |||||
| 低炭素鋼(S15C, SS400 など) | < 200 | AH725 | 90 – 200 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 炭素鋼、合金鋼(S55C, SCM440 など) | 200 – 300 | AH725 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 工具鋼(SKD61 など) | 150 – 300 | AH725 | 80 – 120 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| ステンレス鋼(SUS304, SUS316 など) | – | AH140 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| ねずみ鋳鉄(FC250, FC300 など) | 150 – 250 | AH725 | 100 – 180 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| ダクタイル鋳鉄(FCD400 など) | 150 – 250 | AH725 | 80 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| アルミ合金(Si < 13%) | – | KS15F | 300 – 1000 | – | – | 0.08 – 0.2 | |
| アルミ合金(Si ≧ 13%) | – | KS15F | 100 – 200 | – | – | 0.08 – 0.2 | |
| チタン合金(Ti-6Al-4V など) | – | AH725 | 20 – 50 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| 耐熱合金(インコネル, ハステロイ など) | – | AH725 | 20 – 35 | 0.05 – 0.08 | 0.2 – 0.6 | – | |
- 切りくずが滞留しやすい場合には、切りくず噛み込みを防止するた めにエアブローを用いて切りくずを除去してください。
- アルミニウム合金の加工などで切れ刃に激しい凝着が発生する場合 には、水溶性切削油をご使用ください。
- 鋳肌などの切込み変動がある場合や断続部の多い被削材を加工する 場合には、刃当り送り fz を下限側に設定してください。
- 機械、被削材の剛性、主軸の出力などにより、加工条件は制限され ます。切込みや切削幅、工具突き出し量が大きい場合は、Vc, fz を 下限側に設定し、機械の動力、振動などを見極めてご使用ください。
TPO11 / EPO11 / HPO11
| ISO | 被削材 | 硬度 (HB) |
選択基準 | 材種 | 切削速度 Vc (m/min) |
刃当り送り: fz (mm/t) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | – | |||||||
| 低炭素鋼(S15C, SS400 など) | < 200 | 第一推奨 | AH3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | ||
| < 200 | 耐摩耗性重視 | T3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | |||
| < 200 | 加工面品位重視 | NS740 | 100 – 250 | 0.05 – 0.15 | – | – | – | |||
| 炭素鋼、合金鋼(S55C, SCM440など) | 200 – 300 | 第一推奨 | AH3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | ||
| 200 – 300 | 耐摩耗性重視 | T3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | |||
| 200 – 300 | 加工面品位重視 | NS740 | 100 – 200 | 0.05 – 0.12 | – | – | – | |||
| 工具鋼(SKD11 など) | 150 – 300 | 第一推奨 | AH3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | ||
| 150 – 300 | 耐摩耗性重視 | T3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | |||
| ステンレス鋼(SUS304, SUS316 など) | – | 第一推奨 | AH3225 | 80 – 200 | – | 0.08 – 0.2 | – | – | ||
| – | 耐摩耗性重視 | AH130 | 80 – 200 | – | 0.08 – 0.2 | – | – | |||
| 普通鋳鉄(FC250, FC300 など) | 150 – 250 | 第一推奨 | AH120 | 100 – 250 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | 耐摩耗性重視 | T1215 | 100 – 250 | 0.12 – 0.2 | – | – | – | |||
| ダクタイル鋳鉄(FCD400 など) | 150 – 250 | 第一推奨 | AH120 | 80 – 200 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | 耐摩耗性重視 | T1215 | 80 – 200 | 0.12 – 0.2 | – | – | – | |||
| アルミ合金(Si < 13%) | – | 第一推奨 | DS1100 | 300 – 1000 | – | – | 0.05 – 0.2 | – | ||
| – | 耐摩耗性重視 | DX110 | 500 – 2,000 | – | – | – | 0.05 – 0.2 | |||
| アルミ合金(Si ≧ 13%) | – | 第一推奨 | DS1100 | 100 – 200 | – | – | 0.05 – 0.2 | – | ||
| – | 耐摩耗性重視 | DX110 | 200 – 800 | – | – | – | 0.05 – 0.2 | |||
| 銅合金 | – | 第一推奨 | KS05F | 200 – 500 | – | – | 0.05 – 0.2 | – | ||
| – | 耐摩耗性重視 | DX110 | 200 – 500 | – | – | – | 0.05 – 0.2 | |||
| チタン合金(Ti-6Al-4V など) | – | 第一推奨 | AH130 | 20 – 60 | 0.08 – 0.13 | – | – | – | ||
| – | 耐欠損性重視 | AH3225 | 20 – 60 | 0.08 – 0.13 | – | – | – | |||
| 耐熱合金(Inconel718 など) | – | 第一推奨 | AH725 | 20 – 40 | 0.08 – 0.13 | – | – | – | ||
| – | 耐欠損性重視 | AH130 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| – | 耐摩耗性重視 | AH120 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| 高硬度鋼 | SKD61 など | 40 – 50 HRC | 第一推奨 | AH725 | 45 – 70 | 0.04 – 0.08 | – | – | – | |
| SKD11 など | 50- 60 HRC | 第一推奨 | AH725 | 40 – 65 | 0.04 – 0.06 | – | – | – | ||
TLS11 / ELS11
| ISO | 被削材 | 硬度 (HB) |
選択基準 | 材種 | 切削速度 Vc (m/min) |
刃当り送り: fz (mm/t) | ||
|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | ||||||
| 低炭素鋼 S15C, SS400 など | < 200 | 第一選択 | AH3225 | 100 – 250 | 0.10 – 0.18 | – | – | |
| < 200 | 耐摩耗性重視 | T3225 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| 炭素鋼、合金鋼 S55C, SCM440 など | 200 – 300 | 第一選択 | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 200 – 300 | 耐摩耗性重視 | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| 工具鋼 SKD11 など | 150 – 300 | 第一選択 | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 150 – 300 | 耐摩耗性重視 | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| ステンレス鋼 SUS304, SUS316 など | – | 第一選択 | AH3225 | 100 – 150 | – | 0.08 – 0.15 | – | |
| – | 耐摩耗性重視 | AH130 | 100 – 150 | – | 0.08 – 0.15 | – | ||
| 普通鋳鉄 FC250, FC300 など | 150 – 250 | 第一選択 | AH120 | 100 – 250 | 0.10 – 0.18 | – | – | |
| 150 – 250 | 耐摩耗性重視 | T1215 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| ダクタイル鋳鉄 FCD400 など | 150 – 250 | 第一選択 | AH120 | 80 – 200 | 0.10 – 0.18 | – | – | |
| 150 – 250 | 耐摩耗性重視 | T1215 | 80 – 200 | 0.10 – 0.18 | – | – | ||
| アルミ合金 Si < 13% | – | 第一選択 | DS1100 | 200 – 500 | – | – | 0.05 – 0.18 | |
| アルミ合金 Si ≧ 13% | – | 第一選択 | DS1100 | 100 – 200 | – | – | 0.05 – 0.18 | |
| チタン合金 Ti-6Al-4V など | – | 第一選択 | AH130 | 20 – 60 | – | 0.08 – 0.14 | – | |
| – | 耐欠損性重視 | AH3225 | 20 – 60 | – | 0.08 – 0.14 | – | ||
| 耐熱合金 インコネル718 など | – | 第一選択 | AH725 | 20 – 40 | 0.06 – 0.12 | – | – | |
| – | 耐摩耗性重視 | AH130 | 20 – 40 | 0.06 – 0.12 | – | – | ||
| – | 耐摩耗性重視 | AH3225 | 20 – 40 | 0.06 – 0.12 | – | – | ||
- 切りくずが滞留しやすい場合には、切りくず噛み込みを防止するためにエアブローを用いて切りくずを除去してください。
- アルミニウム合金の加工などで切れ刃に激しい凝着が発生する場合には、水溶性切削油をご使用ください。
- 鋳肌などの切込み変動がある場合や断続部の多い被削材を加工する場合には、刃当り送りfzを下限側に設定してください。
- 機械、被削材の剛性、主軸の出力などにより、加工条件は制限されます。切込みや切削幅、工具突き出し量が大きい場合は、Vc,fzを下限側に設定し、機械の動力、振動などを見極めてご使用ください。
TPO18 / EPO18
| ISO | 被削材 | 硬度(HB) | 材種 | 切削速度 Vc (m/min) |
刃当り送りfz (mm/t) | |
|---|---|---|---|---|---|---|
| MJ | AJ | |||||
| 低炭素鋼(S15C, SS400 など) | – 200 | AH725 | 100 – 250 | 0.08 – 0.25 | – | |
| 高炭素鋼、合金鋼(S55C, SCM440 など) | 200 – 300 | AH725 | 100 – 230 | 0.08 – 0.2 | – | |
| 工具鋼(SKD11 など) | 150 – 300 | AH725 | 100 – 180 | 0.08 – 0.2 | – | |
| ステンレス鋼(SUS304, SUS316 など) | – | AH140 | 90 – 200 | 0.08 – 0.2 | – | |
| 普通鋳鉄(FC250, FC300 など) | 150 – 250 | AH725 | 140 – 250 | 0.08 – 0.25 | – | |
| ダクタイル鋳鉄(FCD400 など) | 150 – 250 | AH725 | 110 – 200 | 0.08 – 0.25 | – | |
| アルミ合金(Si < 13%) | – | KS15F | 300 – 1000 | – | 0.05 – 0.25 | |
| アルミ合金(Si ≧ 13%) | – | KS15F | 100 – 200 | – | 0.05 – 0.25 | |
| チタン合金(Ti-6Al-4V など) | – | AH725 | 20 – 60 | 0.08 – 0.18 | – | |
| 耐熱合金(Inconel718 など) | – | AH725 | 20 – 40 | 0.08 – 0.15 | – | |
- 切りくずが滞留しやすい場合には、切りくず噛み込みを防止するた めにエアブローを用いて切りくずを除去してください。
- アルミニウム合金の加工などで切れ刃に激しい凝着が発生する場合 には、水溶性切削油をご使用ください。
- 鋳肌などの切込み変動がある場合や断続部の多い被削材を加工する 場合には、刃当り送り fz を下限側に設定してください。
- 機械、被削材の剛性、主軸の出力などにより、加工条件は制限され ます。切込みや切削幅、工具突き出し量が大きい場合は、Vc, fz を 下限側に設定し、機械の動力、振動などを見極めてご使用ください。
この製品の詳細については、e-Catalogを見るか、製品パンフレットをダウンロードしてください。
e-Catalog

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム