

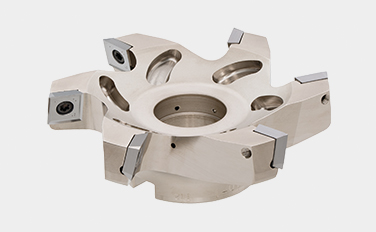
軽量・刃先調整機構付正面フライスカッタ
軽量正面フライスカッタシリーズ TFE に刃先高さ調整機構付きカッタを拡充。
さらに高い加工面品位を追及しました。

使用用途 & 特長
使用用途


特長
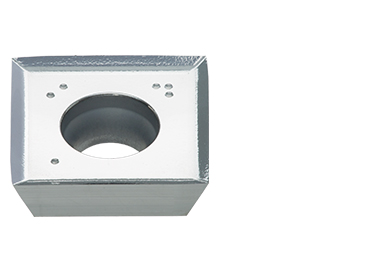
1. 豊富なインサートバリエーション
転削加工における優れた経済性の実現に最適なツールを選択可能。

2. 切削性能 (Non-ferrous materials)
加工面粗さの比較

切削動力比較 – AJブレーカ

加工面粗さ比較 – AJブレーカ

インサート & 材種
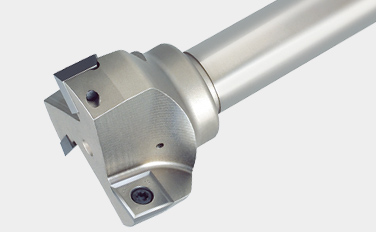
カッタ

加工事例
事例 #1
自動車産業
| 加工部品名: | バルブボディ |
| 被削材: | ADC12 |
| カッタ: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| インサート: | SEGW12X4ZEFR-D |
| 材種: | ADC12 |
| 切削条件: | Vc = 2,000 (m/min) fz = 0.06 (mm/t) Vf = 2,400 (mm/min) ap = 0.5 (mm) ae = 100 (mm) 加工形態: 平面加工 切削油: 湿式 使用機械: 立形 M/C,BT40 |

事例 #2
一般機械
| 加工部品名: | プレート |
| 被削材: | AC4C-T6 |
| カッタ: | TFE12R080M25.4-06A (.80 mm, z = 6) |
| インサート: | SEGW12X4ZEFR-D |
| 材種: | DX140 |
| 切削条件: | Vc = 1,500 (m/min) fz = 0.2 (mm/t) Vf = 7,200 (mm/min) ap = 2.0 (mm) ae = 60 (mm) 加工形態: 平面加工 切削油: 湿式 使用機械: 立形 M/C、BT40 |

事例 #3
一般機械
| 加工部品名: | エキゾーストパイプ |
| 被削材: | FCD500 |
| カッタ: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| インサート: | 2QP-SECW12X412ZETR |
| 材種: | FCD500 |
| 切削条件: | Vc = 800 (m/min) fz = 0.02 (mm/t) Vf = 407 (mm/min) ap = 0.4 (mm) ae = 90 (mm) 加工形態: 正面フライス加工 切削油: 湿式 使用機械: 立形 MC |

標準切削条件
| ISO | 被削材 | 硬さ | 材種 | 形状 | 切削速度 Vc (m/min) |
刃当り送り fz (mm/t) |
|---|---|---|---|---|---|---|
| 炭素鋼・合金鋼 (300HB以下) |
< 300HB | AH120 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | |
| < 300HB | NS740 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | ||
| ステンレス鋼 (250HB以下) |
< 250HB | AH140 | SEGW12X4ZEPR | 80 – 180 | 0.03 – 0.15 | |
| 普通鋳鉄・ダクタイル鋳鉄 | 150 – 250 HB | AH120 | SEGW12X4ZEPR | 100 – 200 | 0.03 – 0.15 | |
| ねずみ鋳鉄 | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 800 – 1500 | 0.05 – 0.3 | |
| ダクタイル鋳鉄 | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 500 – 800 | 0.05 – 0.2 | |
| 鋳造アルミ合金/ダイキャスト Si < 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| 鋳造アルミ合金/ダイキャスト Si ≥ 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 80 – 200 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 | ||
| アルミ合金 1000 / 3000 / 5000 / 6000系 引張強度 350 N/mm2未満 |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| アルミ合金 2000 /4000 / 7000系 引張強度 350 N/mm2以上 |
– | DS2005, KS05F | SEGW12X4ZEFR | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| 銅合金 | – | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 |
- ※アルミ銅・合金加工にて、①面粗度向上を希望される場合はさらい刃(-WD)の併用、②バリ抑制を希望される場合はバリ取りさらい刃(-BD)の併用を推奨します。
- ※アルミ・銅合金加工では湿式加工(水溶性切削油)を推奨します。鋼・鋳鉄・ステンレス加工では乾式加工を推奨します。
- ※工具突き出し長さがL/D = 3(工具径の3倍)を超える場合には、上記切削条件(切削速度、送り)の70 ~ 80%を目安に設定してください。
- ※鋳鉄加工にて①面粗度向上を希望される場合はさらい刃(1QP-SECW12X412ZETR-W)の併用、②バリ抑制を希望される場合はバリ取りさらい刃(1QP-SECW12X412ZETR-B)の併用を推奨します。

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム