

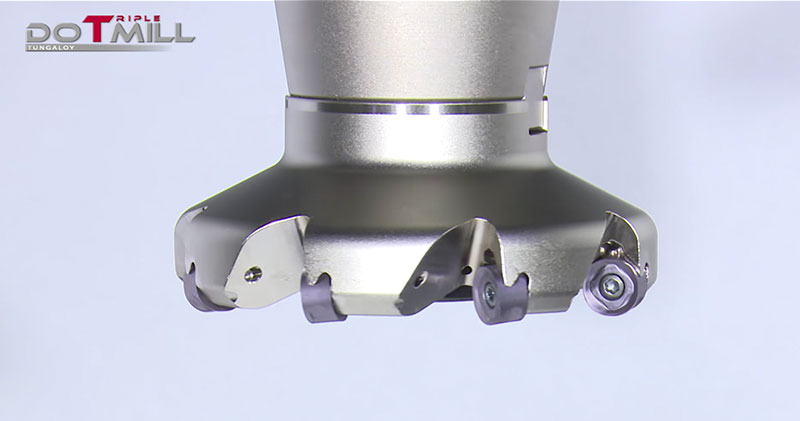
3 種類のインサートから選択できる豊富なバリエーションの正面フライスカッタ
さらに進化したダブテイル構造によるインサートクランプ。
4 角形、8 角形および丸駒インサートが同一ポケットに装着可能

使用用途 & 特長
使用用途

特長
1. 高い汎用性
•用途により 3 種類のインサートが同一ポケットに装着可能

2. ダブテイルクランプによる優れた信頼性
• 高切込み時、高送り時での寿命安定化に貢献

インサート & 材種
インサート



材種
カッタ

加工事例
事例#1
発電産業
| 加工部品名: | タービンブレード |
| 被削材: | 10705BU (ステンレス鋼) |
| カッタ: | TASN13J100B31.7R08 (ø100, z = 8) |
| インサート: | ONGU0507ANEN-MJ |
| 材種: | AH3135 |
| 切削条件: | Vc = 79 (m/min) fz = 0.10 (mm/t) Vf = 201 (mm/min) ap = 2.0 (mm) 加工形態: 平面加工 (荒加工) 切削油: 湿式 機械: 横型M/C, BT50 |

事例#2
自動車産業
| 加工部品名: | タービンハウジング |
| 被削材: | GX40CrNiSiNb22-10 |
| カッタ: | TASN13M100B32.0R08 (ø100, z = 8) |
| インサート: | SNGU1307ANEN-MJ |
| 材種: | AH3135 |
| 切削条件: | Vc = 94 (m/min) fz = 0.17 (mm/t) Vf = 408 (mm/min) ap = 3.5 (mm) ae = 80 (mm) 加工形態: 平面加工 切削油: 湿式 機械: 立型 M/C |

事例 #3
自動車産業
| 加工部品名: | タービンハウジング |
| 被削材: | 高シリコンFCD |
| カッタ: | TASN13M125B40.0R10 (ø125, z = 10) |
| インサート: | SNGU1307ANEN-MJ |
| 材種: | AH3135 |
| 切削条件: | Vc = 196 (m/min) fz = 0.08 (mm/t) Vf = 400 (mm/min) ap = 1.3 (mm) ae = 100 (mm) 加工形態: 平面加工 (荒加工) 切削油: 湿式 機械: 立型 M/C, BT50 |

標準切削条件
SNMU / SNGU / ONMU / ONGU
| ISO | 被削材 | 硬さ | 選択基準 | 材種 | チップブレーカ | 切削速度 Vc (m/min) |
刃当り送り fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| 低炭素鋼 S15C など |
200 – 300HB | 第一選択 | AH3225 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| 耐摩耗性重視 | T3225 | MJ | 200 – 350 | 0.1 – 0.4 | ||||
| 高炭素鋼、合金鋼 S55C, SCM440 など |
150 – 300HB | 第一選択 | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | ||
| 耐摩耗性重視 | T3225 | MJ | 180 – 300 | 0.1 – 0.4 | ||||
| プリハードン鋼 NAK80, PX5 など |
30 – 40 HRC | 第一選択 | AH3225 | MJ | 100 – 200 | 0.1 – 0.4 | ||
| 耐摩耗性重視 | T3225 | MJ | 150 – 250 | 0.1 – 0.4 | ||||
| ステンレス鋼 SUS304, SUS316 など |
– 200HB | 第一選択 | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| 耐摩耗性重視 | T3225 | MJ | 100 – 200 | 0.1 – 0.3 | ||||
| ステンレス鋳鋼 SCH20XNb, 1.4849 など |
– | 第一選択 | T3225 | MH | 60 – 120 | 0.1 – 0.3 | ||
| 低抵抗 | AH3135 | MJ | 60 – 120 | 0.1 – 0.3 | ||||
| ねずみ鋳鉄 FC250, FC300 など |
150 – 250HB | 第一選択 | AH8015 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| 耐摩耗性重視 | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| ダクタイル鋳鉄 FCD400, FCD600 など |
150 – 250HB | 第一選択 | AH8015 | MJ | 80 – 200 | 0.1 – 0.5 | ||
| 耐摩耗性重視 | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| チタン合金 Ti-6AI-4V など |
– 40HRC | 第一選択 | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| 耐摩耗性重視 | AH8015 | MJ | 30 – 60 | 0.1 – 0.3 | ||||
| 耐熱合金 インコネル718 など |
– 40HRC | 第一選択 | AH8015 | MJ | 10 – 40 | 0.05 – 0.15 | ||
| 耐欠損性重視 | AH3135 | MJ | 10 – 40 | 0.05 – 0.15 | ||||
| 高硬度鋼 | SKD61 など | 40 – 50HRC | 第一選択 | AH8015 | MJ | 80 – 130 | 0.05 – 0.2 | |
| 耐欠損性重視 | AH3225 | MJ | 80 – 130 | 0.05 – 0.2 | ||||
| SKD11 など | 50 – 60HRC | 第一選択 | AH8015 | MJ | 50 – 70 | 0.03 – 0.1 | ||
RNMU
| ISO | 被削材 | 硬さ | 選択基準 | 材種 | チップブレーカ | 切削速度 Vc (m/min) |
刃当り送り fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| 低炭素鋼 S15C など |
200 – 300HB | 第一選択 | AH3225 | MJ | 100 – 250 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| 耐摩耗性重視 | T3225 | MJ | 200 – 350 | |||||
| 高炭素鋼、合金鋼 S55C, SCM440 など |
150 – 300HB | 第一選択 | AH3225 | MJ | 100 – 250 | |||
| 耐摩耗性重視 | T3225 | MJ | 180 – 300 | |||||
| プリハードン鋼 NAK80, PX5 など |
30 – 40 HRC | 第一選択 | AH3225 | MJ | 100 – 200 | |||
| 耐摩耗性重視 | T3225 | MJ | 150 – 250 | |||||
| ステンレス鋼 SUS304, SUS316 など |
– 200HB | 第一選択 | AH3135 | MJ | 100 – 200 | ※ap = 6 mm : 0.1 – 0.25 ※ap = 2 mm : 0.3 – 0.7 ※ap = 1 mm : 0.6 – 1.3 |
||
| 耐摩耗性重視 | T3225 | MJ | 100 – 200 | |||||
| ステンレス鋳鋼 SCH20XNb, 1.4849 など |
– | 第一選択 | T3225 | MJ | 60 – 120 | ※ap = 2 mm : 0.2 – 0.4 ※ap = 1 mm : 0.3 – 0.8 |
||
| 低抵抗 | AH3135 | MJ | 60 – 120 | |||||
| ねずみ鋳鉄 FC250, FC300 など |
150 – 250HB | 第一選択 | AH120 | MJ | 100 – 300 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| T1215 | MJ | 100 – 250 | ||||||
| ダクタイル鋳鉄 FCD400, FCD600 など |
150 – 250HB | 第一選択 | AH120 | MJ | 100 – 300 | |||
| T1215 | MJ | 80 – 200 | ||||||
| チタン合金 Ti-6AI-4V など |
– 40HRC | 第一選択 | AH3135 | MJ | 30 – 60 | ap = 1 mm : 0.15 – 0.8 | ||
| 耐熱合金 インコネル718 など |
– 40HRC | 第一選択 | AH120 | MJ | 10 – 40 | ap = 1 mm : 0.05 – 0.3 | ||
| 高硬度鋼 | SKD61 など | 40 – 50HRC | 第一選択 | AH3225 | MJ | 80 – 130 | ap = 1 mm : 0.1 – 0.25 | |
| SKD11 など | 50 – 60HRC | 第一選択 | AH120 | MJ | 50 – 70 | ap = 0.5 mm : 0.03 – 0.1 | ||
※T3225とT1215をご使用の際は、刃当り送りを表の値の80%に設定してください。

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム 特殊品作図システム特殊品の簡易図面をスピーディーに生成します
特殊品作図システム特殊品の簡易図面をスピーディーに生成します