

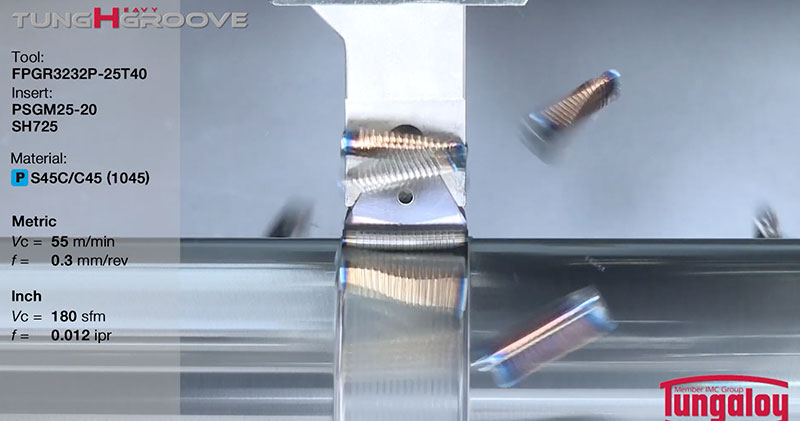
強固なクランプ機構で大型溝入れ、総形加工に対応!
幅の広い大型溝入れと総形工具で加工時間を大幅短縮!

使用用途 & 特長
使用用途


特長
1. 正面操作で、インサートの交換が容易

正面からレバーを操作することで、インサートの交換時間を大幅に短縮。機械停止時間を削減。
2. 高剛性レバークランプで安定した長寿命を実現

インサート座の壁はダブテール形状を採用し、高負荷
加工時のインサートの浮き上がりを抑制。
3. 総形加工用工具
- インサート:幅 10 ~ 25 mm に対応
- オーバーハングを大きくし、最大 5.5 mm の深さまで加工可能

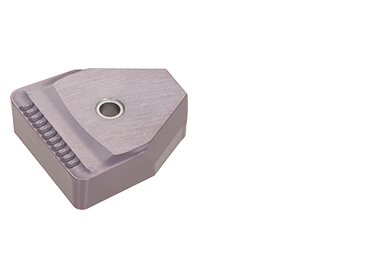
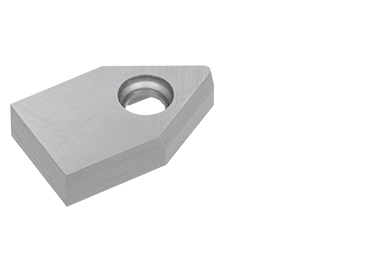
インサート & 材種
インサート
材種
ホルダ

加工事例
事例 #1
溝入れ・突切り用工具
| 加工部品名: | 機械部品 |
| 被削材: | SCM415 |
| ホルダ: | FPGR3232P-10T36 |
| インサート: | PSGM10-08 (W = 10 mm) |
| 材種: | AH725 |
| 切削条件: | Vc = 110 (m/min) f = 0.3 (mm/rev) 1溝のパス回数 = 2 使用用途: 溝入れ 切削油: 湿式 |

事例 #2
溝入れ・突切り用工具
| 加工部品名: | エンジン部品 |
| 被削材: | 鋳鋼 |
| ホルダ: | FPGR3232P-10T36 |
| インサート: | PSGM10-08 (W = 10 mm) |
| 材種: | AH725 |
| 切削条件: | Vc = 65 (m/min) f = 0.37 (mm/rev) 1溝のパス回数 = 3 使用用途: 溝入れ 切削油: 湿式 |

標準切削条件
溝入れ加工用工具
| ISO | 被削材 | 硬度(HB) | 材種 | 切削速度 Vc (m/min) |
|---|---|---|---|---|
 |
合金鋼 SCM440, 42CrM04, etc. |
< 300 | AH725 | 50 – 180 |
| 合金鋼 SCM440, 42CrM04, etc. |
< 300 | UX30 | 50 – 120 |
総形加工用工具
| ISO | 被削材 | 硬度(HB) | 材種 | 切削速度 Vc (m/min) |
|---|---|---|---|---|
|
炭素鋼 S45C, C45, etc. |
< 200 | UX30 | 50 – 150 |
| 合金鋼 SCM440, 42CrMo4, etc. |
< 300 | UX30 | 50 – 120 | |
 |
ステンレス鋼 SUS303, X10CrNiS18-9, etc. |
< 200 | UX30 | 50 – 120 |
 |
ねずみ鋳鉄 FC250, 250, etc. |
– | TH10 | 50 – 150 |
| ダクタイル鋳鉄 FCD450, 450-10S, etc. |
– | TH10 | 50 – 120 | |
 |
アルミ合金 Si < 12%, etc. |
– | TH10 | 100 – 500 |
溝入れ加工用工具(HGMインサート)
| ISO | 被削材 | 硬度 | 選択基準 | 材種 | 切削速度 Vc (m/min) |
|---|---|---|---|---|---|
|
鋼 S45C, SCM435 など C45, 34CrMo4 など |
< 300 | 第一選択 | AH8015 | 80 – 180 |
| < 300 | 耐摩耗性重視 | T9215 | 100 – 350 | ||
|
ステンレス鋼 SUS303, SUS304 など X10CrNiS18-9, X5CrNi18-9 など |
< 200 | 第一選択 | AH8015 | 50 – 130 |
| < 200 | 耐摩耗性重視 | T9215 | 100 – 250 | ||
|
ねずみ鋳鉄 FC250, 250 など |
– | 第一選択 | AH8015 | 50 – 180 |
| – | 耐摩耗性重視 | T9215 | 140 – 300 | ||
| ダクタイル鋳鉄 FCD450 など 450-10S など |
– | 第一選択 | AH8015 | 50 – 180 | |
| – | 耐摩耗性重視 | T9215 | 140 – 300 | ||
 |
耐熱合金 インコネル718 など |
< HRC 40 | 第一選択 | AH8015 | 20 – 80 |
| チタン合金 Ti-6AL-4V など |
< HRC 40 | 第一選択 | AH8015 | 20 – 80 |
この製品の詳細については、e-Catalogを見るか、製品パンフレットをダウンロードしてください。
e-Catalog

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム