

端面深溝入れに最適なセルフクランプ式工具
安定した溝入れ加工と横送り加工を実現

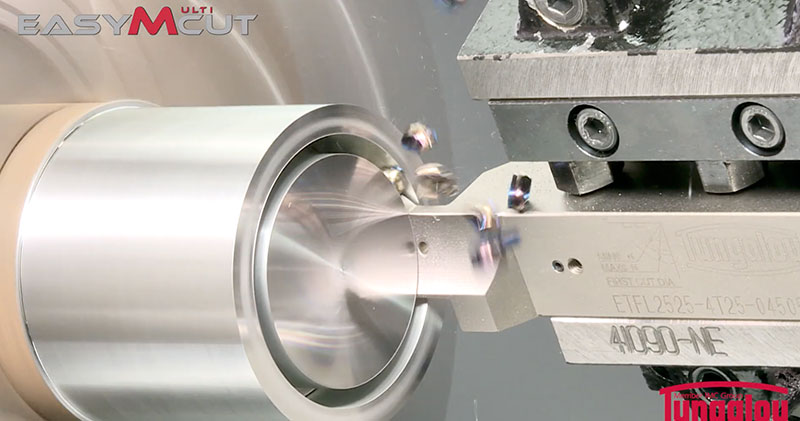
使用用途&特長
使用用途
特長
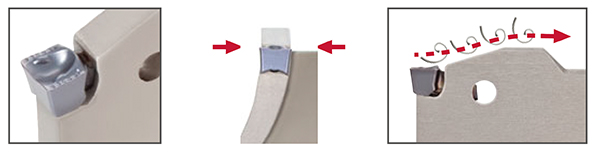
1. 独自の新セルフクランプシステム
• インサートの容易な交換と確実な固定を実現
• 横送りに対しても高剛性
• 押え金を持たないので、切りくずの流れがスムーズで切りくず排出を実現
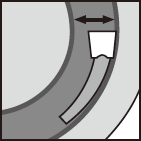
2. 端面溝入れ用板バイト & 専用ブロック
• 突出しの調整が可能(最大溝深さ:65 mm)
• 側面に目盛りを刻印 - 突出し長さの設定が容易
• 最適な突出し長さで、高能率加工を実現
• 一体型ホルダと比較し、厚み寸法が大きいため、工具剛性が高くびびりにくい(h2 > h1)

3. 高圧クーラント対応 CHP 型ホルダ
• – 切削油を切れ刃に直接供給し、切りくず処理・工具寿命を大幅に改善

インサート&材種


ホルダ



加工事例
加工事例 #1
一般機械産業
| 加工部品名: | パンチャー部品 |
| 被削材: | SCM435 |
| ホルダ: | CTBU25-055-6-CHP + EFPR-6-045055 |
| インサート: | ETX6-040 |
| 材種: | AH725 |
| 切削条件: | Vc = 65 (m/min) f = 0.07 (mm/rev) W = 6 (mm) ar = 53 (mm) 加工形態: 端面溝入れ 切削油: 湿式 |

加工事例#2
一般機械産業
| 加工部品名: | エンドキャップ |
| 被削材: | S45C |
| ホルダ: | CTBU25-030-4-CHP + EFPR-4-030035 |
| インサート: | ETX4-040 |
| 材種: | AH725 |
| 切削条件: | Vc = 100 (m/min) f = 0.1 (mm/rev) W = 4 (mm) ar (溝深さ)= 50 (mm) 加工形態: 端面溝入れ 切削油: 湿式 |

標準切削条件
| ISO | 被削材 | 硬度 | 材種 | チップブレーカ | 切削速度 Vc (m/min) |
|---|---|---|---|---|---|
| 低炭素鋼 (S45C, SCM435 など) |
– 300HB | AH725 | ETX | 80 – 180 | |
| – 300HB | AH725 | EGM | 80 – 180 | ||
| 炭素鋼、合金鋼 (S55C, SCM440 など) |
– 300HB | AH725 | ETX | 80 – 180 | |
| – 300HB | AH725 | EGM | 80 – 180 | ||
| プリハードン鋼 (NAK80, PX5 など) |
– 300HB | AH725 | ETX | 80 – 180 | |
| – 300HB | AH725 | EGM | 80 – 180 | ||
| ステンレス鋼 (SUS303, SUS304 など) |
– | AH725 | ETX | 50 – 120 | |
| – | AH725 | EGM | 50 – 120 |

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム