


使用用途 & 特長
使用用途

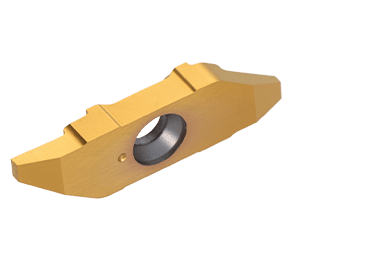
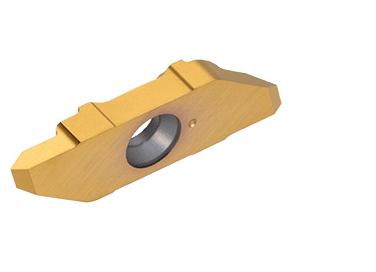
特長
カム式旋盤から自動盤で使用可能なシャンクサイズをラインナップ
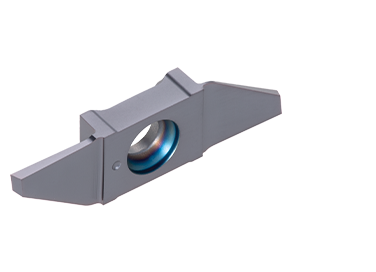
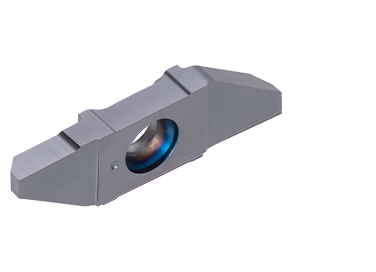
- スクリューを最適化した高剛性クランプにより加工中のインサートの動きを抑制
- インサートの研削された接触面により、優れた刃先位置精度を実現
- 6 mm から10 mm 角のシャンクサイズを設定
- 新クランプ機構により、すべてのシャンクサイズで同一インサートを使用可能
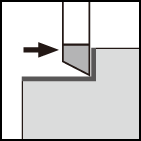
- フラットホルダ形状により、前後両方向から干渉なく刃物台への取り付けが可能

幅広い加工に対応
- 突切り加工用、前挽き加工用インサートを設定
- ブランクインサートの設定により、思い通りの刃先形状を成形可能
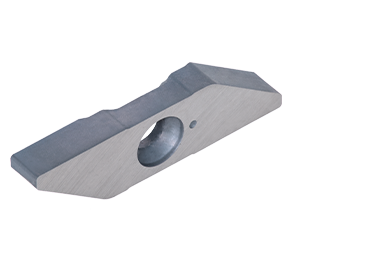
- 独自のクランプ機構の2 コーナインサートは、片側のコーナが欠損しても
反対のコーナを確実に使用可能 - 右勝手と左勝手を設定

インサート & 材種

ホルダ

加工事例
事例 #1
| 加工部品名: | エンジン部品 |
| 被削材: | SUS316L |
| ホルダ: | JSXXR0707X05 |
| インサート: | JVPN12R10F000-20 |
| 材種: | SH725 |
| 切削条件: | Vc = 75 (m/min) f = 0.03 (mm/rev) CW = 1 (mm) 加工形態: 突切り 切削油: 湿式(油性) |

事例 #2
| 加工部品名: | 時計部品 |
| 被削材: | SK4 |
| ホルダ: | JSXXR0808H05 |
| インサート: | JVPN12R08F000-20 |
| 材種: | SH725 |
| 切削条件: | Vc = 50 (m/min) f = 0.01 (mm/rev) CW = 0.8 (mm) 加工形態: 突切り 切削油: 湿式(油性) |

標準切削条件
後挽き
| ISO | 被削材 | 材種 | 切削速度 Vc (m/min) |
送り f (mm/rev) |
|---|---|---|---|---|
 |
低炭素鋼 S15C, SS400 など |
SH7025 | 50 – 180 | 0.01 – 0.03 |
| 炭素鋼、合金鋼 S55C, など |
SH7025 | 50 – 180 | 0.01 – 0.03 | |
| 快削鋼 SUH22, SUH23 など |
SH7025 | 50 – 180 | 0.01 – 0.03 | |
 |
ステンレス鋼 SUS304, X5CrNiMo17-12-3 など |
SH7025 | 50 – 120 | 0.01 – 0.03 |
 |
アルミ合金 A5056, A6061 など |
SH7025 | 150 – 200 | 0.01 – 0.03 |
| 銅合金 C2600, C280C など |
SH7025 | 100 – 200 | 0.01 – 0.03 | |
 |
チタン合金 Ti-6AI-4V など |
SH7025 | 30 – 80 | 0.01 – 0.03 |
| 耐熱合金 インコネル718 など |
SH7025 | 30 – 80 | 0.01 – 0.03 |
溝入れ
| ISO | 被削材 | 材種 | 切削速度 Vc (m/min) |
送り f (mm/rev) |
|---|---|---|---|---|
|
低炭素鋼 S15C, SS400 など |
SH7025 | 50 – 180 | 0.01 – 0.05 |
| 炭素鋼、合金鋼 S55C, など |
SH7025 | 50 – 180 | 0.01 – 0.05 | |
| 快削鋼 SUH22, SUH23 など |
SH7025 | 50 – 180 | 0.01 – 0.05 | |
|
ステンレス鋼 SUS304, X5CrNiMo17-12-3 など |
SH7025 | 50 – 120 | 0.01 – 0.05 |
|
アルミ合金 A5056, A6061 など |
SH7025 | 150 – 200 | 0.01 – 0.05 |
| 銅合金 C2600, C280C など |
SH7025 | 100 – 200 | 0.01 – 0.05 | |
|
チタン合金 Ti-6AI-4V など |
SH7025 | 30 – 80 | 0.01 – 0.05 |
| 耐熱合金 インコネル718 など |
SH7025 | 30 – 80 | 0.01 – 0.05 |
ねじ切り
| ISO | 被削材 | 材種 | 切削速度 Vc (m/min) |
|---|---|---|---|
|
低炭素鋼 S15C, SS400 など |
SH7025 | 50 – 180 |
| 炭素鋼、合金鋼 S55C, など |
SH7025 | 50 – 180 | |
| 快削鋼 SUH22, SUH23 など |
SH7025 | 50 – 180 | |
|
ステンレス鋼 SUS304, X5CrNiMo17-12-3 など |
SH7025 | 50 – 120 |
|
アルミ合金 A5056, A6061 など |
SH7025 | 150 – 200 |
| 銅合金 C2600, C280C など |
SH7025 | 100 – 200 | |
|
チタン合金 Ti-6AI-4V など |
SH7025 | 30 – 80 |
| 耐熱合金 インコネル718 など |
SH7025 | 30 – 80 |
突切り
| ISO | 被削材 | 材種 | 切削速度 Vc (m/min) |
送り f (mm/rev) |
|---|---|---|---|---|
|
低炭素鋼 S15C, SS400 など |
SH725 | 50 – 180 | 0.01 – 0.05 |
| 炭素鋼、合金鋼 S55C, など |
SH725 | 50 – 180 | 0.01 – 0.05 | |
| 快削鋼 SUH22, SUH23 など |
SH725 | 50 – 180 | 0.01 – 0.05 | |
|
ステンレス鋼 SUS304, X5CrNiMo17-12-3 など |
SH725 | 50 – 120 | 0.01 – 0.05 |
|
アルミ合金 A5056, A6061 など |
SH725 | 150 – 200 | 0.01 – 0.05 |
| 銅合金 C2600, C280C など |
SH725 | 100 – 200 | 0.01 – 0.05 | |
|
チタン合金 Ti-6AI-4V など |
SH725 | 30 – 80 | 0.01 – 0.05 |
| 耐熱合金 インコネル718 など |
SH725 | 30 – 80 | 0.01 – 0.05 |
前挽き
| ISO | 被削材 | 材種 | 切削速度 Vc (m/min) |
送り f (mm/rev) |
|---|---|---|---|---|
|
低炭素鋼 S15C, SS400 など |
SH725 | 50 – 180 | 0.01 – 0.03 |
| 炭素鋼、合金鋼 S55C, など |
SH725 | 50 – 180 | 0.01 – 0.03 | |
| 快削鋼 SUH22, SUH23 など |
SH725 | 50 – 180 | 0.01 – 0.03 | |
|
ステンレス鋼 SUS304, X5CrNiMo17-12-3 など |
SH725 | 50 – 120 | 0.01 – 0.03 |
|
アルミ合金 A5056, A6061 など |
SH725 | 150 – 200 | 0.01 – 0.03 |
| 銅合金 C2600, C280C など |
SH725 | 100 – 200 | 0.01 – 0.03 | |
|
チタン合金 Ti-6AI-4V など |
SH725 | 30 – 80 | 0.01 – 0.03 |
| 耐熱合金 インコネル718 など |
SH725 | 30 – 80 | 0.01 – 0.03 |

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム 特殊品作図システム特殊品の簡易図面をスピーディーに生成します
特殊品作図システム特殊品の簡易図面をスピーディーに生成します