株式会社タンガロイ(社長:木下聡、本社:福島県いわき市好間工業団地11-1)は、高能率・高安定性を実現する肩削りカッタシリーズ『TungForce-Rec』に、新たな18サイズインサートを拡充し、2024年12月23日より全国で発売を開始します。
加工課題やマーケットの状況
肩削り加工の現場では、特に黒皮や鋳肌を含む負荷の高い加工が課題となっています。従来の2コーナインサートを用いた直角肩削りエンドミルでは、切れ刃の強度が不十分で、加工能率の向上に限界がありました。また、大型部品や高精度が求められる部品加工において、工具たわみによるびびりや刃先欠損が頻発し、加工の安定性が恒常的な課題となっています。このような状況は、自動車部品、航空、金型、建設機械、産業機械部品といった幅広い分野で共通しています。マーケットでは、より高い切削能率と信頼性を提供できる新しいソリューションが求められており、これに応える製品の開発が急務となっています。
製品概要
TungForce-Recは、直角肩削り加工に特化した高精度・高能率カッタです。独自のV字底面インサートとクランプ機構により、安定した加工性能を提供、幅広い材質や産業分野で活躍します。耐摩耗性コーティング採用で長寿命を実現し、生産性向上とコスト削減に貢献します。

製品の特長と便益
特長1:高い刃先強度
・逆ポジインサート設計により、大きなインサート断面積を実現し、高い耐チッピング性を確保。
・大きなすくい角設計で切削抵抗を低減し、効率的な加工を可能に。
・汎用MMブレーカと刃先強化型MTブレーカを選択可能で、用途に応じた最適な切削性能を提供。

特長2:信頼性の向上
・V底インサート設計により、大きな心厚と厚いバックメタルを確保し、カッタボディの剛性を向上。
・他社品よりも大きなねじサイズを採用し、インサートクランプの信頼性を強化。これにより、負荷の高い加工条件でも安定した性能を発揮。
・高剛性設計により、加工中の振動を抑制し、仕上げ面の品質向上にも寄与。

切削性能
工具寿命比較: S55C / C55
![]()

| カッタ | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| インサート | AVMT180708PDER-MM AH3225 / AVMT180708PDER-MT AH3225 |
| 被削材 | S55C / C55 |
| 切削速度 / 刃当たり送り | Vc = 160 m/min, fz = 0.2 mm/t |
| 切込み / 切削幅 | ap = 2 mm, ae = 35 mm |
| 切削油 | ドライ |
※1枚刃でテスト
工具寿命比較: Inconel 718 (38 HRC)
![]()

| カッタ | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| インサート | AVMT180708PDER-MM AH8015 / AVMT180708PDER-MT AH8015 |
| 被削材 | Inconel 718 (38 HRC) |
| 切削速度 / 刃当たり送り | Vc = 15 m/min, fz = 0.08 mm/t |
| 切込み / 切削幅 | ap = 15 mm, ae = 10 mm |
| 切削油 | 湿式 |
※1枚刃でテスト
MMチップブレーカは工具寿命を3.5倍に、MTチップブレーカは3倍に寿命延長。
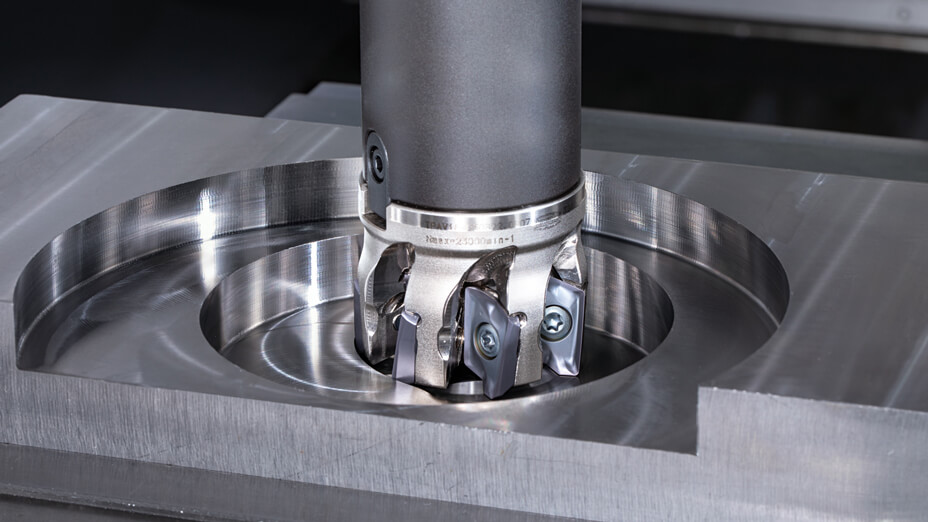
底面仕上げ
![]()

正面フライス加工
| カッタ | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| インサート | AVMT180708PDER-MM AH3225 |
| 被削材 | S55C / C55 |
| 切削速度 / 刃当たり送り | Vc = 120 m/min, fz = 0.15 mm/t |
| 切込み / 切削幅 | ap = 15 mm, ae = 20 mm |
| 切削油 | ドライ |
他社品よりも加工面粗さに優れる。
壁面仕上げ
![]()

肩削り加工
| カッタ | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| インサート | AVMT180708PDER-MM AH3225 |
| 被削材 | S55C / C55 |
| 切削速度 / 刃当たり送り | Vc = 120 m/min, fz = 0.15 mm/t |
| 切込み / 切削幅 | ap = 15 mm, ae = 20 mm |
| 切削油 | ドライ |
他社品よりも壁面精度に優れる。
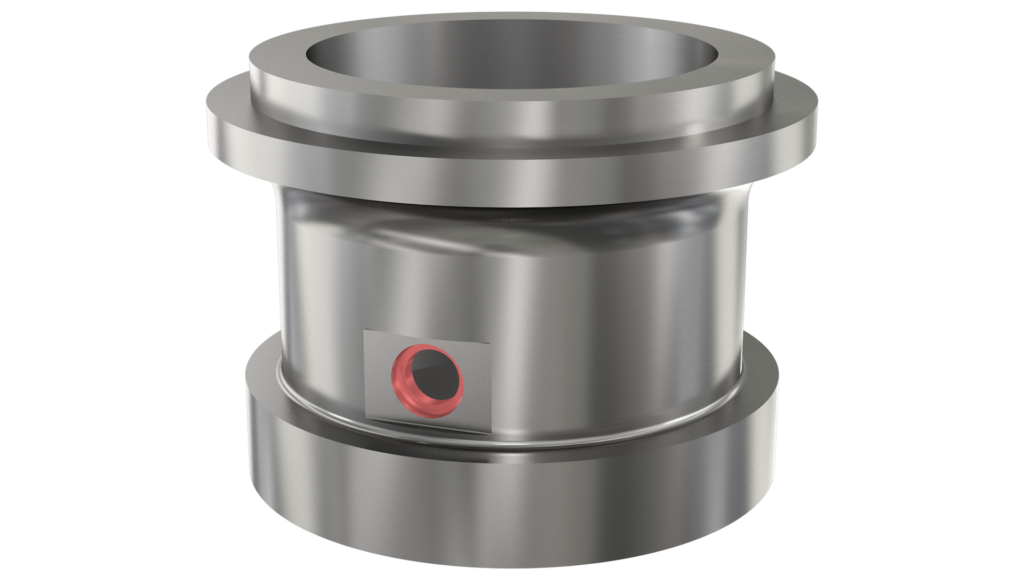
成功事例
工具寿命の改善
TungForceRec18は、その高い刃先強度のおかげで、チッピングのない安定した加工を実現しました。
| 産業 | 重工業 |
| 加工部品 | 建設機械部品 |
| ISOコード | P – 鋼 |
| 被削材 | 高合金鋼 |
| 工作機械(スピンドルタイプ) | 大型縦型マシニングセンタ (#50, HSK100) |
| 加工分類 | 転削 |
| 加工形態 | 肩削り加工 |
| 製品名 | TungForce-Rec |
| TSR No. | 5071M |
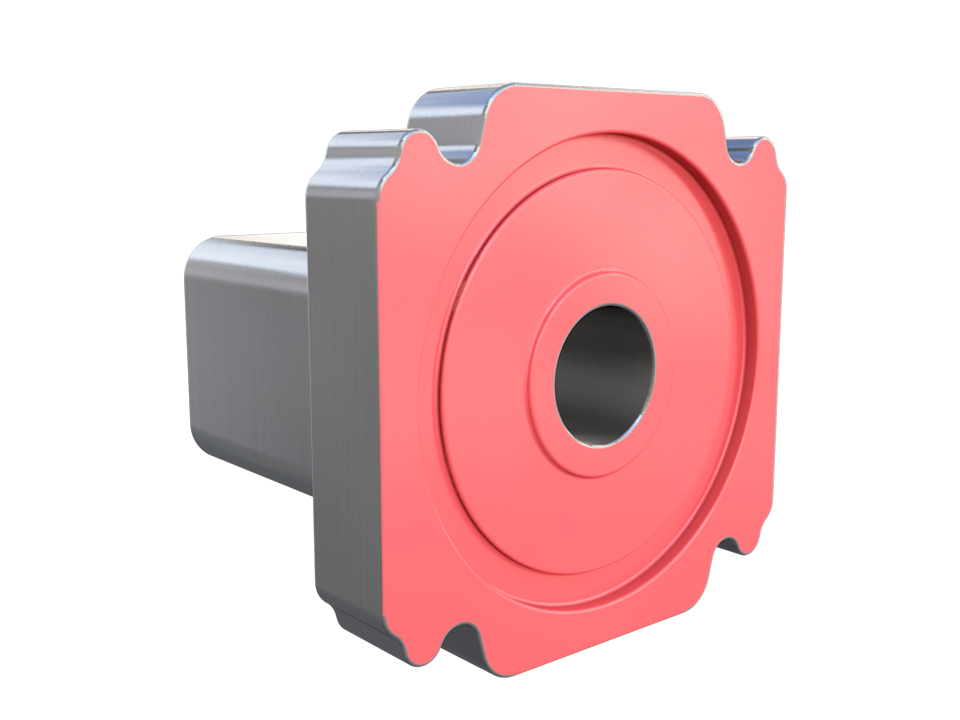
工具寿命の改善
TungForceRec18は、堅牢な切れ刃とAH3225材種との組み合わせにより、加工部品数を7個から10個に増やし、工具寿命を1.4倍に改善した。
| 産業 | 一般機械部品 |
| 加工部品 | ブラケット |
| ISOコード | P – 鋼 |
| 被削材 | SKD11 |
| 工作機械(スピンドルタイプ) | 中型縦型マシニングセンタ (#40, HSK63) |
| 加工分類 | 転削 |
| 加工形態 | 肩削り加工 |
| 製品名 | TungForce-Rec |
| TSR No. | 5073M |
工具寿命の改善
低抵抗MMブレーカを搭載したTungForceRec18は、びびりを抑制し、刃数と送り速度の向上により加工能率を2.1倍に向上させた。
| 産業 | 重工業 |
| 加工部品 | ケーシング |
| ISOコード | P – 鋼 |
| 被削材 | SS400 |
| 工作機械(スピンドルタイプ) | 大型縦型マシニングセンタ (#50, HSK100) |
| 加工分類 | 転削 |
| 加工形態 | 肩削り加工 |
| 製品名 | TungForce-Rec |
| TSR No. | 5074M |
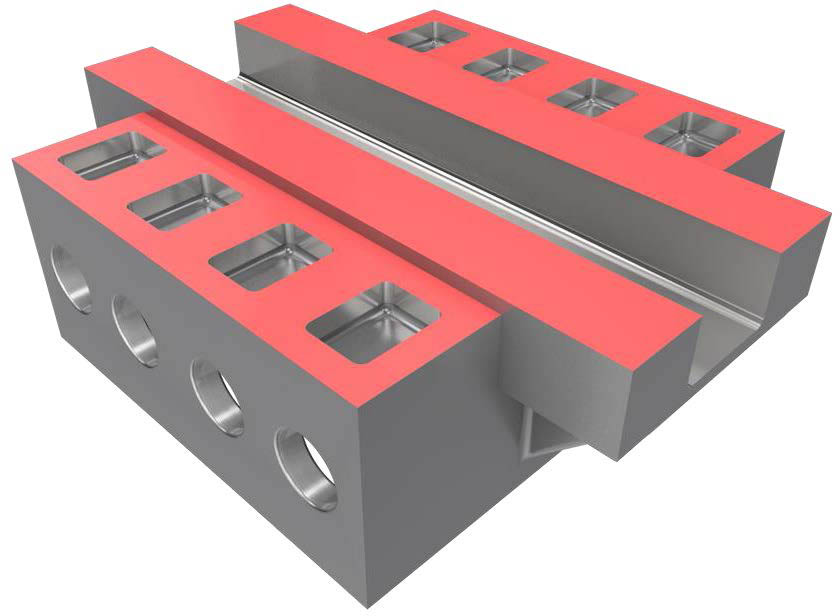
加工能率の改善
TungForceRec18は、他社に比べて刃数が多かったがびびりのない安定した加工を可能だった。結果として、加工能率は1.3倍に向上した。
| 産業 | 重工業 |
| 加工部品 | マシンベース |
| ISOコード | P – 鋼 |
| 被削材 | SS400 |
| 工作機械(スピンドルタイプ) | 大型縦型マシニングセンタ (#50, HSK100) |
| 加工分類 | 転削 |
| 加工形態 | ヘリカル加工 |
| 製品名 | TungForce-Rec |
| TSR No. | 5076M |