サイドカッタという選択肢 ─ 深溝・側壁・切断・干渉回避まで、1本で広がる加工の幅
サイドカッタ は「切断や溝加工専用の古い工具」と思われがちです。
しかし実際には、深溝・側壁精度・薄スロット・キー溝・平行2面・干渉回避まで、エンドミルでは届きにくい領域を1本でカバーできる 汎用性と高能率を兼ね備えた工具 です。
周方向に多数の刃を持ち、突出しを抑えやすく、溝幅に対して有利な径を取れる。この特性を活かせば、「ビビり・倒れ・詰まり」で諦めていた加工が、安定した量産工程に変わります。
本記事では、サイドカッタの基礎・使いどころ・選び方を整理し、性能を引き出すための条件設定、特に外しやすい 切り取り厚さ の考え方まで踏み込んで解説します。

1. サイドカッタとは何か ─ 「外周側面」で削る工具
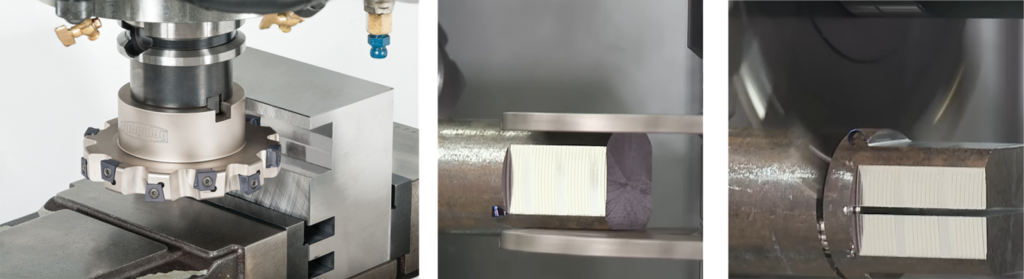
サイドカッタは、工具外周の側面の切れ刃を使って、溝・肩・正面を加工する工具群です。深くて狭い溝、側壁精度が必要な加工、切断、キー溝、平行2面加工などで使われます。
よくある誤解は、「切断・溝加工専用の古い工具」という見方です。実務では、干渉回避が必要な肩削り・正面加工でも有効で、5軸加工の普及により、横方向から短く入る工具としての価値が再評価されています。
近い工具との違い
| 工具 | 主な得意領域 | サイドカッタとの違い |
|---|---|---|
| フェースミル | 平面加工 | 側壁加工の代用には不向き |
| エンドミル | 汎用 | 深溝で突出しが長くなり、たわみ・ビビりが出やすい |
| スリッティングソー | 切断・薄溝 | サイドカッタの薄刃版 |

2. サイドカッタが効く典型シーン
深さのわりに幅が狭い
エンドミルでは突出し長が伸び、たわみ・ビビり・寸法ずれが起こりやすくなります。サイドカッタは 径に対して薄くても、アーバ支持と円盤剛性で有利になりやすい工具です。
側壁の直角度・平行度を出したい
サイドミーリングは側面形状づくりに強く、ギャングミーリングでは2枚のカッタとスペーサにより 2面の平行を1パスで作れる場合があります。
切断・薄溝でムダ切りを減らしたい
薄刃工具は切り代が小さく、材料ロスを抑えやすいのが利点です。深くて細い溝でも、工具形状と切りくず処理が合えば効率を出しやすくなります。
干渉回避・5軸での到達性
正面から大型フェースミルを入れにくい部位、長いエンドミルでは逃げが悪い部位に、横方向から薄く入れます。5軸加工機では工具軸の自由度が増す分、サイドカッタの選択肢価値が上がります。
POINT
干渉回避と剛性確保のための選択肢
サイドカッタは「溝専用の工具」ではありません。深溝、側壁、切断、横方向アプローチで加工の成立性を高める選択肢です。
3. サイドカッタの基礎分類 ─ どれを選ぶか
| タイプ | 主な用途 | 向くシーン |
|---|---|---|
| 薄刃系(スリッティングソー) | 切断・薄スロット | 深さ>幅、材料ロス低減 |
| サイド&フェースカッタ | 溝・側壁・底面 | キー溝など安定加工 |
| ハーフサイドカッタ | 片側肩加工 | 段加工・片側仕上げ |
| 総型サイドカッタ | 形状創生 | 高能率、量産部品 |
選定では、刃幅、幅レンジ、切りくず排出性、刃先交換性を見ます。量産対応では 刃先交換式 が候補になります。

4. エンドミルから切り替える判断基準
エンドミルでよいケース
浅い溝、複雑形状、汎用機での一発対応、小ロットで段取りを優先したい場合は、エンドミルの汎用性が活きます。
サイドカッタが有利なケース
深くて狭い溝、側壁精度、切断・細幅溝、加工長が長い工程、量産、平行2面、干渉回避、5軸機での横アプローチでは、サイドカッタの検討価値が高くなります。
迷ったら:このサインがあれば検討価値あり
- 溝が深いのに幅が狭い
- エンドミルでビビる、または溝幅が安定しない
- 切りくずが詰まる、または側壁が倒れる、エンドミルが折れる
- 加工に時間がかかる
- 正面から工具が入らない、または長い突出しを避けたい
POINT
溝加工では最大能率候補になりやすい
周方向に多数の刃を持ち、必要以上の突出しを抑えられ、溝幅に対して有利な径を取れるため、特に 小溝幅ほどエンドミルとの差が広がります。
5. 性能を引き出す基礎TIPS ─ 突き出し・刃数・切りくず
1. 突き出しは最短に
アーバ長、支持剛性、スペーサ精度、組付け精度が、そのまま仕上がりに出ます。突き出し過大は、側壁倒れ・寸法ばらつき・ビビりの原因になります。
2. 刃数は多ければ良いわけではない
多刃は高能率化しやすい一方で、ガレット容量が減ります。粘い材料、長い切りくず、深溝では、刃数増が逆効果になることがあります。また後述する有効切り取り厚さの問題も生じます。
3. ランアウト(振れ)を甘く見ない
組付け面のゴミ、スペーサ精度不足、締結不良があると、特定刃に負荷が集中します。面荒れ、欠損、幅悪化につながるため、組付け前の確認が重要です。
4. 切りくず排出を最優先
深溝の典型トラブルは「切りくず噛みこみ」です。クーラント到達、排出方向、切削方向をセットで設計します。
5. 食いつき方で寿命が変わる
いきなりフル食いつきにすると、出口側の厚い切りくずや衝撃で寿命を落としやすくなります。ロールインや食いつき送り低減が有効です。
6. サイドカッタで一番外しやすいポイント ─ 切り取り厚さ
サイドカッタは構造上、ae/DC が小さくなりやすい工具です。見かけの送り量だけで条件を決めると、実際には刃先が 「こすっているだけ」 という状態になりやすくなります。
結論
薄くしか当たっていないのに、さらに送りまで下げてしまう
これがサイドカッタで最も多い失敗パターンです。鳴き、焼け、早期摩耗、面荒れが出るときは、まず切り取り厚さを確認します。
立て直しの順番
- ae/DC に対して 切り取り厚さが確保できているか を確認する
- fz を適正値へ引き上げる
- 必要なら 刃数を減らす(1刃あたりの仕事を増やす)
- 回転と送りのバランスを再調整する
- 「こすり切削」から「ちゃんと切る」状態へ戻す
POINT
条件の置き方次第で、自分で性能を殺してしまう
サイドカッタは高能率工具です。「削れない」のではなく 送りが低すぎるだけ というケースを、まず疑いたいところです。
切り取り厚さ かんたん計算ツール
工具径 DC、径方向切込み ae、刃数 z、回転 n、テーブル送り Vf を入力すると、1刃あたり送り fz、最大切り取り厚さ hex、平均切り取り厚さ hm、ae/DC を即時に計算します。
ae/DC = ae / DC
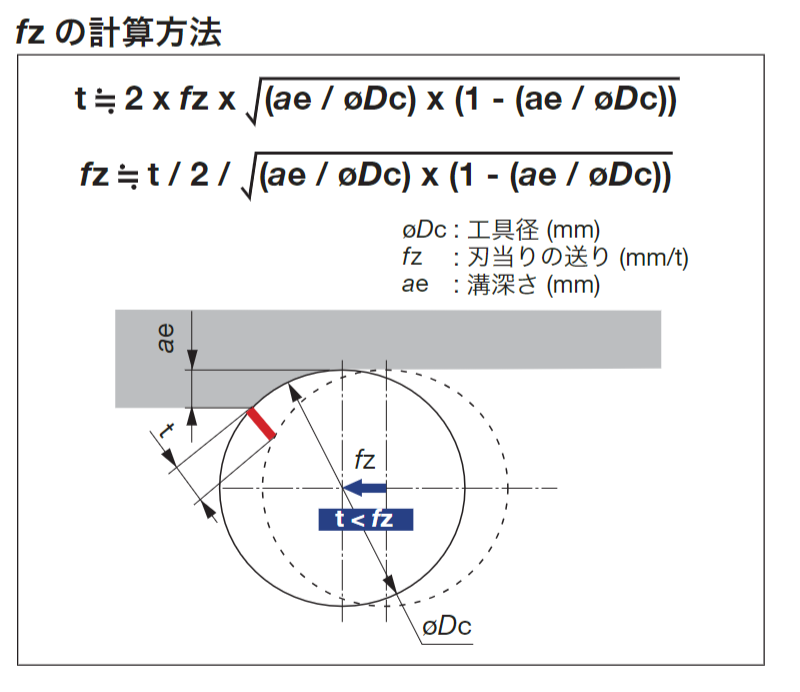
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
※ 周辺ミーリング(ae < DC)の概算式。フルスロット時は ae = DC として hex = fz、hm ≒ 2fz/π とします。
読者への使い方ガイド
- いまの加工条件(DC・ae・z・n・Vf)を入力
- hex が 0.02mm を下回るなら、擦り切削の懸念が大きい。fz を上げるか刃数を減らす方向へ
- ae/DC が 10% を切るなら、見かけの fz の数倍まで送りを上げないと「ちゃんと切る」状態にならないことが多い
7. 症状別 ─ トラブル早見表
| 症状 | 主な原因 | 見直しポイント |
|---|---|---|
| ビビる | 突出し過大/食いつき急/送り不足で擦り | 突出し短縮、回転を少し下げる、fzを上げて切らせる、刃形・刃数見直し |
| 溝幅が安定しない | ランアウト/組付け異物/薄肉ワークたわみ | スペーサ・接触面確認、幅可変構成検討、ワーク保持強化 |
| 側壁が倒れる | アーバたわみ/支持平行不良/切削抵抗過大 | 支持平行確認、突出し短縮、1パス除去量見直し |
| 刃先欠け・早期摩耗 | 切りくず詰まり/食いつき衝撃/偏荷重 | 排出改善、食いつき送り低減、ランアウト低減、刃数見直し |
| 焼ける・鳴く | 周速過大/送り低すぎで擦り/薄刃の共振 | まず回転ダウン、次に適正送りへ。薄刃ソーは過度な高周速を避ける |
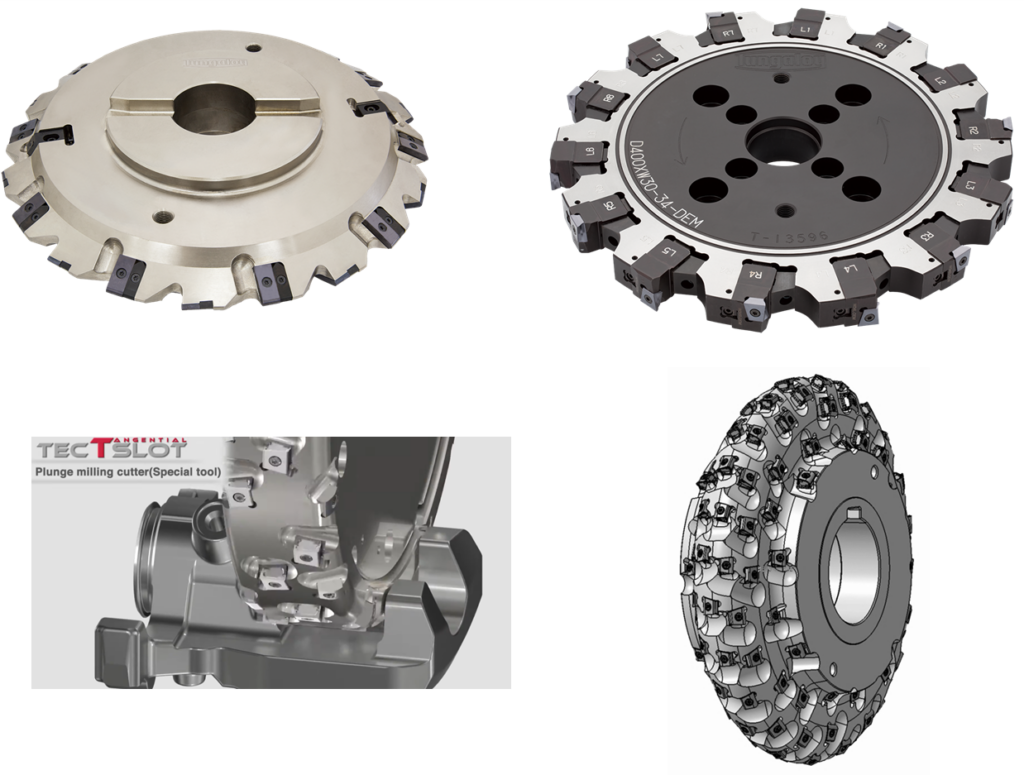
8. 特定産業向け専用サイドカッタ─ 特殊総型カッタの世界
標準カタログ品や自動作図システムでカバーできるのは、あくまで パラメトリックに表現できる範囲 の特殊形状です。一方、現場には 「複雑な総型プロファイルを1パスで仕上げたい」 という要望が確実に存在します。
こうした領域に応えるのが、完全フルオーダーの特殊総型カッタです。タンガロイは、自動車・建機・エネルギー・産業機械など 産業向けに豊富な実績 を持っています。
POINT
各産業用途に沿ったカスタマイズ
自動作図システムは速さと標準化のための仕組み。特殊総型カッタは、標準では届かない複雑形状を1本に集約するための仕組みです。
1. ギアミリングカッタ ─ 建機・農機・産業機械・風力ギアでの実績
- 用途:歯車、スプライン軸、セレーションなどの歯形加工
- 強み:歯形プロファイルを刃先に作り込み、1パスで歯溝を成形。汎用マシニングセンタで歯車加工を進めやすい
- 訴求ポイント:モジュール・歯数・圧力角・転位量に合わせた 完全カスタム設計
2. ブラケット・ブレーキキャリパー加工用カッタ
- 用途:自動車ブレーキキャリパー、サスペンションブラケット、足回り部品の段付き溝・円弧溝・複合プロファイル加工
- 強み:低剛性ワークでのびびりを抑制する最適刃列設計
- 訴求ポイント:量産ラインでの工具寿命と寸法安定性を両立する仕様設計
3. スクリューロータ加工用カッタ
- 用途:スクリューコンプレッサ、スクリューポンプ、真空ポンプのオス・メスロータ溝の荒〜中仕上げ
- 強み:複雑なスクリュープロファイルを専用刃形で総型成形
- 訴求ポイント:ロータ径・リード・歯形ごとの1点ものに近い完全特殊設計。長い歯丈・複雑曲線にも対応

各産業で積み上げた、豊富な採用実績
タンガロイの特殊総型カッタは、自動車・建機・農機・産業機械・エネルギー といった基幹産業の量産現場で、長年にわたり採用されてきました。ギア、ブラケット・キャリパー、スクリューロータをはじめ、産業ごとの加工要求に応えてきた 設計ノウハウと実績ライブラリ を蓄積しています。
結論
自動作図システムでは表現しきれない形状こそ、特殊総型カッタの出番
各産業で実績を積み上げてきたタンガロイだからこそ、加工課題に最適化したカッタを設計できます。
まとめ ─ サイドカッタの価値を引き出すために
サイドカッタは「切断・溝加工だけの工具」ではありません。深溝・側壁精度・干渉回避・5軸の横アプローチといった現代の加工課題でこそ、価値を発揮します。
ただし、ae/DC が小さくなりやすい工具特性上、切り取り厚さの把握 が条件設定の出発点です。
- サイドカッタは 溝・側壁・切断・干渉回避 に強い
- 溝加工では 最大能率候補 になりやすい
- 突き出し・組付け・ランアウトが仕上がりを決める
- 多刃=正義ではない。ガレットと切りくず排出を見る
- 「削れない」ではなく 「送りが低すぎる」 を疑う
- ae/DC が小さい時こそ 切り取り厚さ を確認する
- 標準・自動作図で届かない形状は、特殊総型カッタで工程集約まで踏み込める
サイドカッタの選定は、課題の難易度に応じて 「標準シリーズ/ヘッド交換式 → 自動作図による特殊品 → フルオーダー特殊総型カッタ」 と段階的に選択肢があります。基礎を押さえたうえで、自社加工の難易度に合うレイヤーから検討してみてください。