その正面加工、エンドミルで削っていませんか?
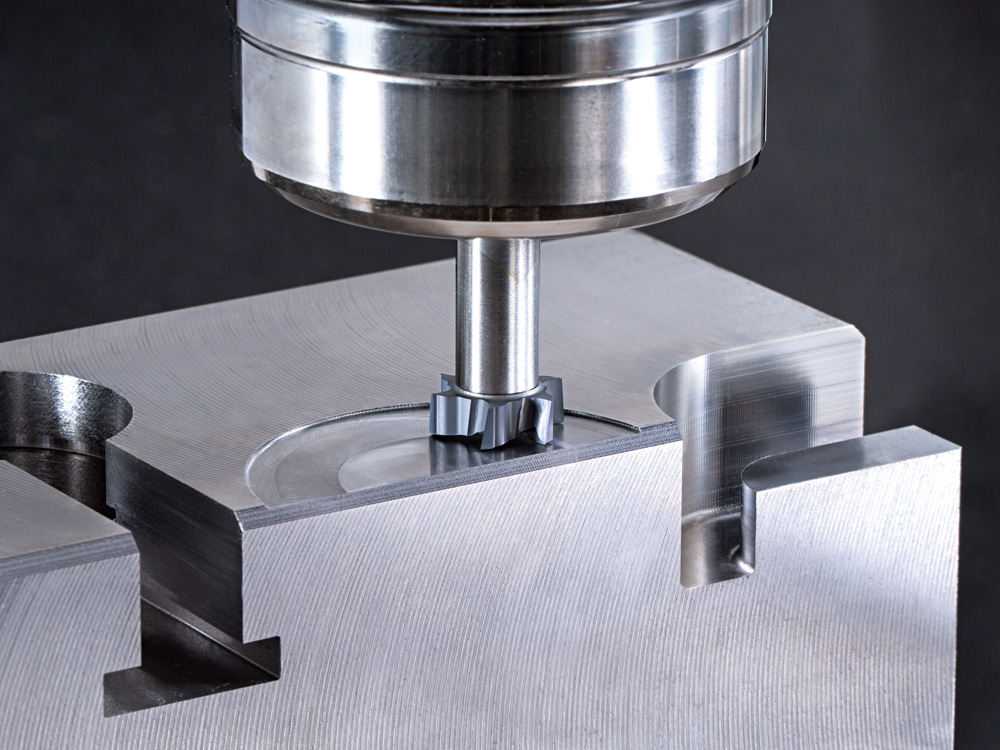
干渉でフェイスミルが入らないから底刃で代用、加工面が狭いからエンドミルで正面削り、自動盤のコッタ取りも底刃任せ——。その正面加工、本当にエンドミルの底刃でいいのでしょうか? カッターマーク、面品位不良、メッキ後に浮き出る傷。これらの悩みは、エンドミルの底刃が正面加工に最適化されていないことに起因しています。タンガロイのヘッド交換式エンドミル TungMeister VFM ヘッド は、さらい刃(ワイパーエッジ) と シャープな6枚刃 を備えた正面フライス専用設計。φ12〜φ25・4サイズ、ISO 全6被削材グループ対応で、エンドミルの底刃による正面加工の常識を変えます。本記事では VFM の技術的特長と 3件のユーザー加工事例 を徹底解説します。
1. エンドミルで正面加工 — それが「当たり前」になっていませんか?
正面加工や底面仕上げには、本来フェイスミル(正面フライスカッター)を使うのが理想です。しかし実際の現場では、エンドミルの底刃で正面加工するのが「当たり前」になっていないでしょうか?
その背景には、3つの典型的な制約があります。
制約① 干渉で正面フライスカッターが入らない


周囲の壁やクランプ、治具との干渉により、正面フライスカッタが物理的に使用できない加工は日常的に発生します。こうした場面では、小径のソリッドエンドミルの底刃で正面削りを代用するのが一般的な対処法です。
制約② 加工面が狭く、工具径が過大になるのでエンドミルで代用
制約③ 自動盤・旋盤でシャンク径に制限がある
自動盤や旋盤で丸棒部品のコッタ(平取り)加工を行う場合、ミル軸ユニットに取り付けできるシャンク径に制限があります。さらにミル軸の剛性が低いため、条件を上げにくく、面品位が安定しないことも大きな課題です。
共通する問題 — ソリッドエンドミルの底刃の限界
上記すべてのケースで汎用的に使われるのが、ソリッドエンドミルの底刃です。しかし、ソリッドエンドミルは本来 側面切削(肩削り・溝加工)を主目的とした設計 であり、底面仕上げに最適化されていません。その結果、次のような問題が繰り返し発生します。
- カッターマーク — 底刃の微小な段差やR精度のばらつきがそのまま加工面に転写され、目視でわかるカッターマークが残る
- 底面側の加工面品位に劣る — エンドミルにはワイパー刃が無いので、面粗さが出にくい。光沢が得られない。仕上げ品位を満たせない
- 後工程への影響 — メッキ処理後に加工面の傷が目立つ、研削・手仕上げといった追加工程が必要になる
エンドミルの底刃で正面加工するのが「当たり前」——その当たり前を変えるために生まれたのが、TungMeister VFM ヘッドです。
2. 底刃の限界を超える — VFM ヘッドという選択肢
VFM の設計コンセプト
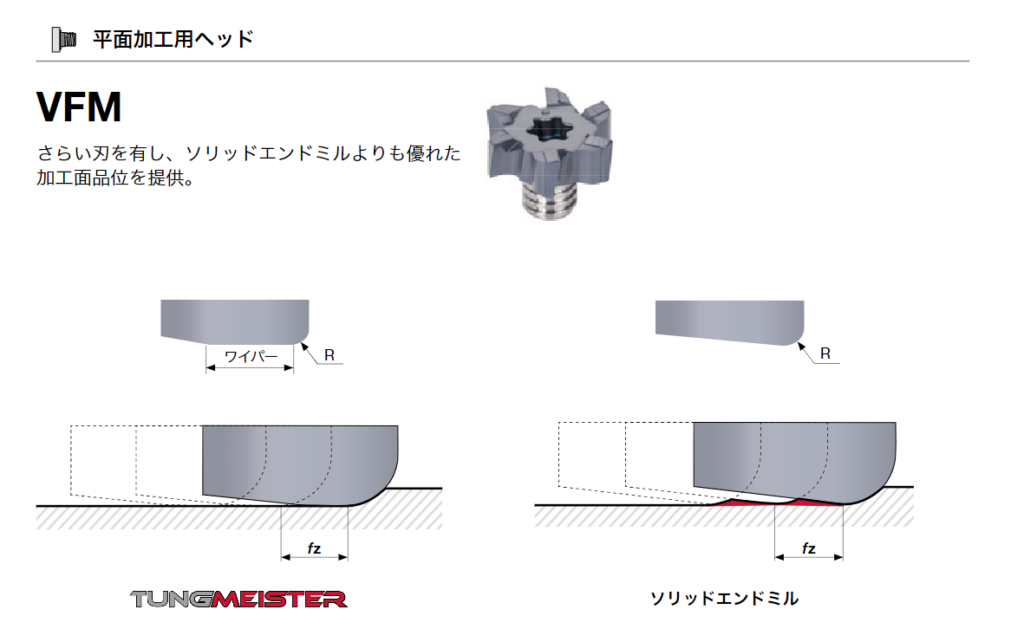
「エンドミルで正面加工するしかない」——その前提を覆すのが、タンガロイのヘッド交換式エンドミル TungMeister シリーズの 正面フライス加工専用ヘッド VFM です。底刃の正面加工では達成できなかった面品位を、さらい刃(ワイパーエッジ)とシャープな切れ刃の組み合わせ で解決します。
VFM には、正面フライス仕上げに特化した 4つの技術的特長 があります。
- さらい刃(ワイパーエッジ)搭載 — 底面にさらい刃を配置し、加工面の凹凸を均す。ソリッドエンドミルを超える加工面品位をカタログで公称
- シャープな切れ刃 × 6枚刃 — 全サイズ共通6枚刃。多刃による高送りとシャープな切れ刃による低切削抵抗を両立し、面品位と能率を同時に向上
- 低ねじれ角 10° × 短刃長 0.3×D — ねじれ角を10°に抑えて軸方向切削力を低減。さらに刃長を工具径の0.3倍に短縮し、正面フライス加工に最適化された刃型設計
- コーナR 付き(R0.2〜R0.4) — エッジチッピングを防止しつつ、加工面のバリを抑制
POINT
「底面仕上げ専用」のエンドミルヘッド
エンドミルの底刃で正面加工する —— その「当たり前」とは 根本的に異なる設計 です。フェイスミルの「さらい刃」の発想を、エンドミルサイズに落とし込んだ —— それが VFM の本質です。
φ12〜φ25 — 4サイズ展開
VFM は、加工面幅や機械環境に応じて選択できる 4つのサイズ を用意しています。材種はすべて AH715(最新コーティング、耐摩耗性・耐溶着性に優れる)です。
| 形番 | 工具径 | 刃数 | 最大切込み | コーナR | 接続ねじ |
|---|---|---|---|---|---|
| VFM120L03.6R02I06S05 | φ12 | 6 | 3.6 mm | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4.8 mm | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6.0 mm | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7.5 mm | R0.4 | S10 |

ISO P/M/K/N/S/H — 全被削材グループ対応
VFM の大きな強みのひとつが、被削材カバレッジの広さです。炭素鋼からステンレス鋼、鋳鉄、アルミニウム合金、さらにはチタン合金・耐熱合金・焼入れ鋼まで —— ISO の全6グループに標準切削条件を設定しています。
| ISO | 被削材 | Vc (m/min) | fz φ12 (mm/t) |
|---|---|---|---|
| P | 炭素鋼・合金鋼(S45C, SCM440等) | 60〜180 | 0.08〜0.13 |
| M | ステンレス鋼(SUS304, SUS316等) | 40〜100 | 0.08〜0.13 |
| K | 鋳鉄(FC250, FCD450等) | 80〜200 | 0.08〜0.13 |
| N | アルミニウム合金 | 100〜700 | 0.08〜0.13 |
| S | チタン合金・耐熱合金(Ti-6Al-4V, インコネル718等) | 20〜80 | 0.08〜0.13 |
| H | 焼入れ鋼(SKD11, SKH51等、〜60HRC) | 20〜80 | 0.08〜0.13 |
「この被削材で使えるか?」と迷う必要がない —— それが VFM のもうひとつの大きなメリットです。
VFM の特長が活きる3つのユースケース
「エンドミルで削るしかない」3つの制約に対し、VFM がどう解決するかを整理します。
| 制約 | 従来の対処 | VFM による解決 |
|---|---|---|
| 干渉で大径カッターが入らない | ソリッドエンドミル底刃で代用 → カッターマーク発生 | φ12〜φ25の小径で正面フライスカッター並みの面品位。さらい刃が加工面を均し、干渉を回避しながら仕上げ面を大幅改善 |
| 加工面が狭く工具径が過大 | 大径フェイスミルを使い続ける、または底刃で妥協 | 加工面幅に見合った適正径を選択。さらい刃付き6枚刃で小径でも優れた面品位を確保。段取りも簡素化 |
| 自動盤・旋盤でシャンク径が制限される | 小径ソリッドで妥協、面品位が安定しない | シャンク径に対して大きな工具径を使用可能(例:φ8シャンクでφ12ヘッド)。VER シャンク(ERコレット)で突出し長を最短化し、低剛性ミル軸でも安定加工 |
POINT
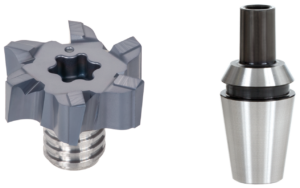
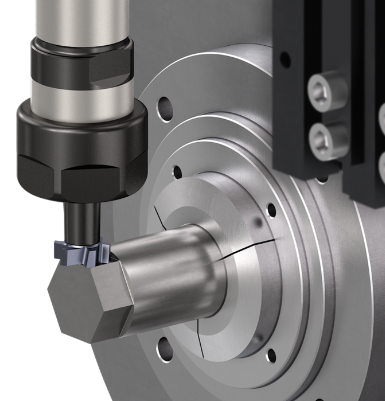
VER シャンクとの組み合わせ — 自動盤・旋盤に最適
TungMeister の VER シャンク(ERコレットアダプタ)を使えば、機械側の ER コレットホルダに直接装着できます。突出し長を最短化できるため、剛性の低いミル軸ユニットでも振動を抑えて安定加工を実現。さらい刃による良好な面品位で、コッタ面の後工程(研削等)を削減・省略できる可能性もあります。
面粗さデータ — ソリッドエンドミルを凌駕する Ra
VFM の面品位がどれほど優れているか —— カタログ掲載の実測データで確認してみましょう。
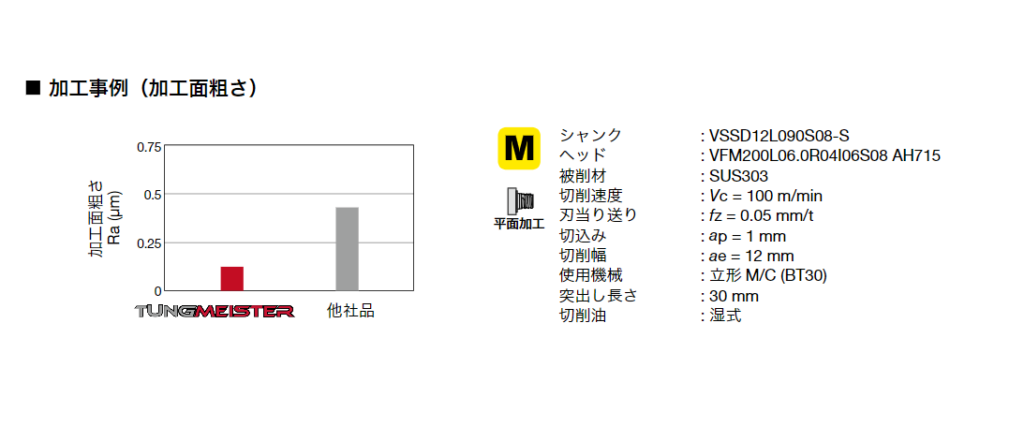
| 被削材 | SUS303 |
|---|---|
| 機械 | 立形M/C(BT30) |
| ヘッド | VFM200L06.0R04I06S08 AH715(φ20) |
| 切削条件 | Vc=100 m/min, fz=0.05 mm/t, ap=1 mm, ae=12 mm |
| 突出し長さ | 30 mm(湿式) |
この試験条件で、VFM は 他社ソリッドエンドミル・ワイパー付き他社品の双方を上回る面粗さ Ra を記録。特に BT30 という低剛性環境でもこの結果が出ている点は注目に値します。
注目データ
BT30でもソリッドエンドミルを凌駕する面粗さ
VFM のさらい刃は、低剛性の BT30 環境でも安定した面品位を発揮します。自動盤や小型マシニングセンタなど、剛性に余裕がない環境こそ VFM の真価が発揮される領域です。
3. データで見る実力 — 面品位・能率・寿命の定量比較
ここからは、3件のユーザー加工事例とカタログ掲載データをもとに、VFM の実力を「面品位」「能率」「寿命」の3つの軸で定量的に検証します。
3事例横断比較
3件の採用事例すべてで「勝ち」評価。被削材・機械環境が異なるにもかかわらず、面品位・能率ともに現状品を大幅に上回っています。
| 比較項目 | 事例① Hastelloy-X | 事例② SUS440C | 事例③ SS |
|---|---|---|---|
| 被削材 | Hastelloy-X(鍛造品) | SUS440C | SS400 |
| 機械 | 横型MC / BT50 | 縦型MC / BT30 | 縦型MC / BT40 |
| 現状品 | φ12ソリッドエンドミル | φ12ソリッドエンドミル | φ10ソリッドエンドミル |
| 能率向上 | +50% | +50% | +67% |
| 面品位 | 良い(光沢面) | かなり良い | 良い |
| 寿命 | —(テスト時間終了) | +50%(240個/ヘッド) | —(デモ) |
| 結果 | 勝ち | 勝ち | 勝ち |
このデータから読み取れるポイントを整理します。
ポイント①:面品位は全事例で「良い」以上 — カッターマーク・傷の問題を根本解決
事例①ではソリッドエンドミルの底刃で発生していたカッターマークが消え、加工面に光沢が出ました。事例②では「かなり良い」評価。事例③ではメッキ後に傷が目立つ問題が解消されています。いずれも さらい刃が加工面を均すことで実現した結果 です。
ポイント②:能率は50〜67%向上 — 面品位だけでなく生産性も改善
VFM は面品位の改善だけでなく、送り速度・切りくず排出量でも現状品を上回っています。6枚刃による高送り対応と、シャープな切れ刃による低切削抵抗が、面品位と能率の両立を可能にしているのです。
ポイント③:BT30〜BT50 まで幅広い機械環境で実証済み
最も剛性の低い BT30機から、BT50機まで、機械環境を問わず安定した結果が得られています。低剛性機でも VFM の効果は発揮されます。
カタログ掲載データ — 能率1.5倍・寿命1.4倍
ユーザー事例に加え、カタログ掲載のデータでも VFM の実力は裏付けられています。
| カタログ事例 | 被削材 | 改善内容 | 結果 |
|---|---|---|---|
| 事例A(φ20) | SUS303 | 面粗さ比較 | Ra で他社ソリッド品を凌駕 |
| 事例B(φ16) | A5052 | 能率比較 | 能率 1.5倍(面品位維持) |
| 事例C(AH715) | FCD400 | 寿命比較 | 寿命 1.4倍(面品位も改善) |
Section 3 まとめ
面品位・能率・寿命、すべてで現状品を上回る
VFM は面品位・能率・寿命のいずれかまたは複数の軸で現状品を上回っています。面品位を向上させつつ能率も上がる —— トレードオフではなく、さらい刃専用設計だからこそ実現できる結果です。
4. ユーザー加工事例 —
エンドミルの底刃で正面加工していた現場が、VFM に置き換えた結果はどうだったのか——。3件すべてで好評価。耐熱合金からステンレス鋼、一般鋼まで、幅広い被削材で VFM が採用されています。
事例1 Hastelloy-X 底面仕上げ — 光沢面で正式採用

加工内容
- 部品名:ケース 出口シール面(底面仕上げ)
- 被削材:Hastelloy-X(鍛造品)
- 機械:横型MC / BT50
課題
- 元々底面仕上げに向いていない他社製エンドミルを暫定使用していた
- 底面仕上げで手直しが多発。面粗さ以上に見た目の品位が問題に
切削条件比較
| 現状品(他社 エンドミル) | VFM(AH715) | |
|---|---|---|
| 工具径 | φ12(6枚刃) | φ12(6枚刃) |
| 切削速度 | 20 m/min | 30 m/min |
| 刃当り送り | 0.05 mm/t | 0.1 mm/t |
| 切り込み深さ | 2 mm | 1 mm |
| 送り速度 | 159 mm/min | 477 mm/min |
| 切りくず排出量 | 3.82 cm³/min | 5.73 cm³/min(+50%) |
| 仕上げ面品位 | 従来と同等 | 良い(光沢あり) |
POINT
光沢面で正式採用 — 手直し工程を削減
VFM により加工面に光沢が出現し、面粗さ以上に見た目が大幅改善。底面仕上げの手直しが解消され採用が決定。他の箇所で先行採用していた VFM の評価が、底面仕上げにも波及した形です。
事例2 SUS440C 正面フライス仕上げ — カッターマーク消失で採用
加工内容
- 部品名:ブロックワーク
- 被削材:SUS440C
- 機械:縦型MC / BT30 /
- 加工内容:正面フライス加工(仕上げ)
課題
- ソリッドエンドミル(4枚刃)の底刃で正面削りをしていた
- カッターマークが発生し、加工工程の信頼性に問題
切削条件比較
| 現状品(他社エンドミル) | VFM(AH715) | |
|---|---|---|
| 工具径 / 刃数 | φ12 / 4枚刃 | φ12 / 6枚刃 |
| 切削速度 | 34 m/min(同一条件) | |
| 刃当り送り | 0.06 mm/t(同一条件) | |
| 送り速度 | 216 mm/min | 325 mm/min(+50%) |
| 切りくず排出量 | 2.6 cm³/min | 3.9 cm³/min(+50%) |
| 1ヘッド当り加工数 | 160個 | 240個(+50%) |
| 仕上げ面品位 | 劣る(カッターマーク発生) | かなり良い(カッターマーク消失) |
POINT
カッターマーク消失 + 能率50%向上 + 寿命50%向上
ソリッドエンドミル4枚刃からVFM 6枚刃への置き換えで、同じ fz のまま送り速度が50%向上(刃数増加の効果)。さらにカッターマークが完全に消失し、1ヘッド当りの加工数も50%増加。面品位・能率・寿命の三拍子が揃った結果で、BT30 の低剛性環境でも問題なく採用に至っています。
事例3 SS400 正面加工 — メッキ後の傷問題を解決

加工内容
- 部品名:機械部品(正面加工 → メッキ処理あり)
- 被削材:SS400
- 機械:縦型MC / BT40
- 加工内容:正面フライス加工(仕上げ)
課題
- 他社製ソリッドエンドミル(φ10、4枚刃)で正面加工
- 加工後にメッキ処理があり、加工面の傷がメッキ後に目立つとの相談
切削条件比較
| 現状品(他社エンドミル) | VFM(AH715) | |
|---|---|---|
| 工具径 / 刃数 | φ10 / 4枚刃 | φ12 / 6枚刃 |
| 切削速度 | 150 m/min(同一条件) | |
| 刃当り送り | 0.06 mm/t | 0.08 mm/t |
| 送り速度 | 1,146 mm/min | 1,910 mm/min(+67%) |
| 切りくず排出量 | 0.34 cm³/min | 0.57 cm³/min(+67%) |
| 仕上げ面品位 | 劣る(メッキ後に傷目立つ) | 良い |
POINT
メッキ後の傷問題を解消 — 後工程の品質まで改善
VFM のさらい刃による滑らかな加工面は、メッキやコーティングといった後工程の品質にも直結します。加工面の傷が目立たなくなったことで、後工程での手直しや品質クレームのリスクも低減。切削加工の枠を超えた「工程全体の改善」に貢献しています。
まとめ — その正面加工、VFM で変わります
「その正面加工、エンドミルで削っていませんか?」—— 本記事では、この問いに対する答えとして TungMeister VFM ヘッドの技術的特長・データ・事例を紹介しました。ポイントを整理します。
- エンドミルで正面加工 —— その「当たり前」に課題がある — 干渉制約・狭面幅・シャンク径制限で、エンドミルに頼らざるを得ない現場が多い
- VFM は正面フライス専用設計のヘッド — さらい刃+シャープ切れ刃+6枚刃×低ねじれ角×短刃長。汎用エンドミルの底刃とは根本的に異なるアプローチ
- ソリッドエンドミルを超える面品位をカタログで公称 — SUS303 の面粗さ Ra 比較で、他社ソリッド・ワイパー品を凌駕
- 3件のユーザー事例すべてで「勝ち」 — 能率50〜67%向上、面品位は全事例で「良い〜かなり良い」。カッターマーク消失・光沢面・メッキ後の傷解消
- BT30〜BT50まで実証済み — 低剛性機・自動盤でも安定加工。VER シャンクで突出し長を最短化
- ISO P/M/K/N/S/H 全被削材対応 — Hastelloy-X、SUS440C、SS、A5052、FCD400 など幅広い実績
- ヘッド交換式でランニングコスト低減 — ソリッド全体交換ではなく、ヘッドのみを交換。シャンクは継続使用
- φ12〜φ25の4サイズ展開 — 加工面幅に見合った適正径を選択可能
その正面加工、エンドミルの底刃で削り続ける必要はありません。カッターマーク、面品位不良、メッキ後の外観問題——これらに心当たりがある方は、ぜひ VFM ヘッドをお試しください。