BT30機の加工領域を諦めない!TungMeister × TungShortで加工領域を拡大
小型マシニングセンタ(BT30機)での加工では、「加工領域が狭い」「びびりが発生しやすい」といった悩みを抱えている方も多いのではないでしょうか。
実は、工具の選び方次第で加工領域を大きく広げることが可能です。
本記事では、TungMeister+TungShortアーバの組み合わせによって、高価なアーバ一体型工具と同等の加工領域を実現しながら、約30%のコスト削減も達成できることを、実際の比較試験データとともにご紹介します。

1. BT30機でも加工領域を広げられる
小型マシニングセンタであるBT30機は、主軸やテーブルの剛性がBT40・BT50に比べて低いため、加工領域に制約があると感じている方は少なくありません。
「どうせBT30だから、この程度の加工条件が限界だろう」——そう諦めていませんか?
しかし、工具のセットアップを工夫することで、BT30機でも加工領域を大幅に拡大できることが分かっています。ポイントは、工具の突き出し長をいかに短くするかです。
2. 加工領域を広げるポイント:工具の突き出し長を短くする
BT30機での加工において、工具突き出し量は切削性能に大きく影響します。
突き出し長が長くなると、工具のたわみが大きくなり、剛性が低下します。その結果、切削中にびびり振動が発生しやすくなり、加工領域が狭まってしまいます。
逆に言えば、突き出し長を短くすることで剛性を高め、びびりを抑制し、より広い加工領域を確保できるのです。
では、突き出し長を短くするにはどうすればよいのでしょうか?
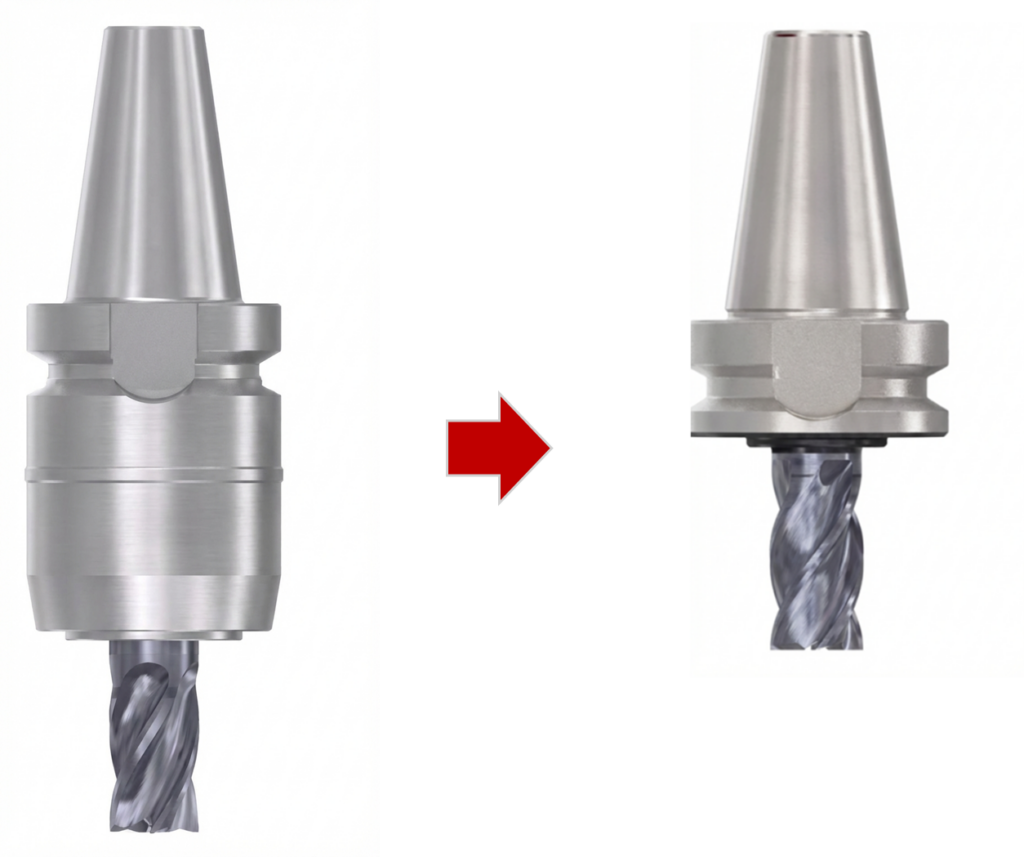
3. 解決策:TungMeister × TungShortアーバの組み合わせ
突き出し長を短くする有効な手段として、TungMeisterとTungShortアーバの組み合わせをご紹介します。
TungMeister・TungShortとは
TungMeister(タングマイスター)は、ヘッド交換式エンドミルで、ヘッド部分だけを交換できる経済的な設計が特長です。またVERコレット一体型シャンクをラインナップしています。
TungShort(タングショート)は、短突き出し専用に設計されたアーバです。BT30機での使用を想定し、ゲージライン(GL)を極限まで短縮しています。
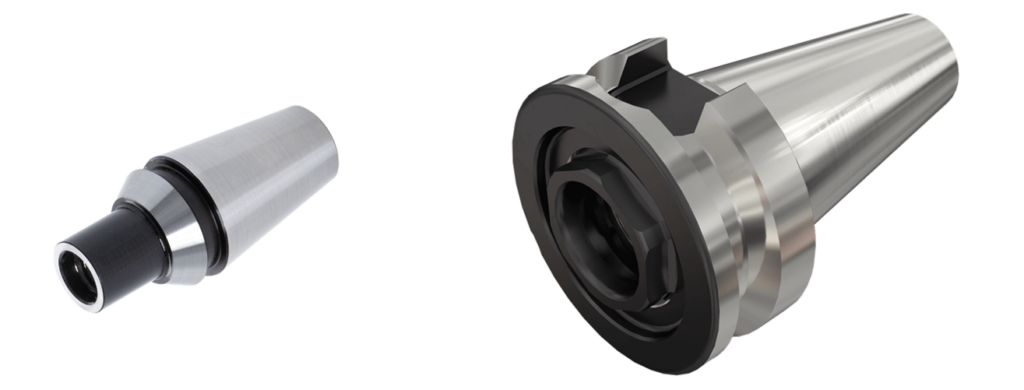
TungShortの構造と特長
TungShortが短い突き出し長を実現できる理由は、その独自の構造にあります。
通常のコレットチャックでは、コレットがアーバの先端に取り付けられるため、アーバ端面からさらにコレット分の長さが加わります。
一方、TungShortはコレットをアーバの内部に埋め込んで装着する構造を採用しています。
この構造により、機械のゲージラインからアーバ端面までの距離を最小化。結果として、ツーリング全体の突き出し長を大幅に短縮できるのです。
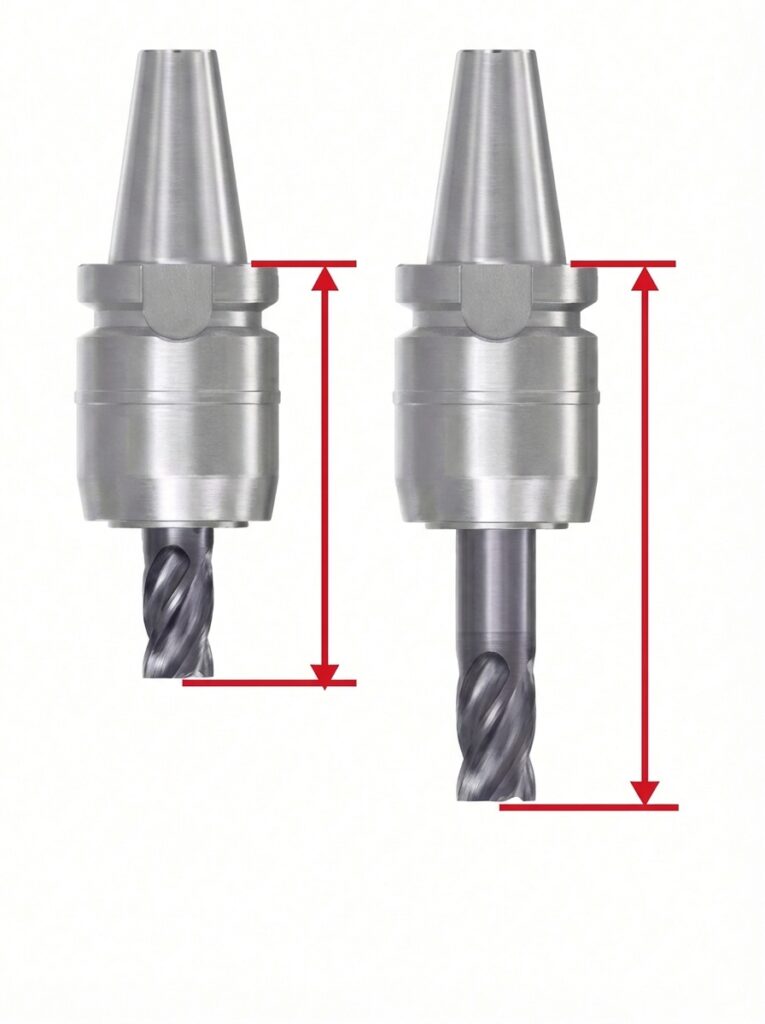
突き出し長の比較
この組み合わせにより、通常のソリッドエンドミル+ミーリングチャックと比較して、突き出し長を大幅に短縮できます。
| 工具構成 | 突き出し長(GL) |
|---|---|
| TungMeister+TungShort | 58mm |
| ソリッドエンドミル+ミーリングチャック | 103mm |
POINT
約45mmの短縮(約44%減)を実現
この差が加工領域に大きな違いを生みます。
4. 比較対象:アーバ一体型ホルダという選択肢
突き出し長を短くする手段としては、アーバ一体型ホルダも選択肢の一つです。アーバとエンドミルが一体化しており、最短の突き出し長を実現できます。
アーバ一体型ホルダのメリット
- 突き出し長を短くできる(例:GL=60mm程度)
- 工具剛性は最高レベル
- 一体構造による高い振れ精度
アーバ一体型ホルダのデメリット
しかし、アーバ一体型にはいくつかの弱点もあります。
- 価格が高価
- 破損時のリスクが大きい:工具が破損した場合、アーバごと交換が必要
- 汎用性が低い:専用工具しか使用できない
特に、破損時にアーバごと交換が必要な点は、ランニングコストの観点から大きな課題となります。

5. 加工領域比較試験:TungMeister×TungShort vs アーバ一体型
では、TungMeister+TungShortとアーバ一体型で、実際の加工領域にどのような違いがあるのでしょうか?
BT30機を使用した比較試験を実施しました。
試験条件
| 加工方法 | 肩削り加工 |
|---|---|
| 被削材 | S55C(200HB) |
| 使用機械 | 立形マシニングセンタ BT30 |
| 切削速度 Vc | 150〜250 m/min(変動) |
| 送り fz | 0.08 mm/t |
| 軸方向切込み ap | 12 mm |
| 径方向切込み ae | 0.5〜5 mm(変動) |
| 切削油 | 外部エアー |
比較工具
| 工具システム | 突き出し長(GL) |
|---|---|
| TungMeister+TungShort | 58mm |
| アーバ一体型ヘッド交換式エンドミル | 60mm |
| ソリッドエンドミル+ミーリングチャック(参考) | 103mm |
※工具径はすべてφ16
試験結果
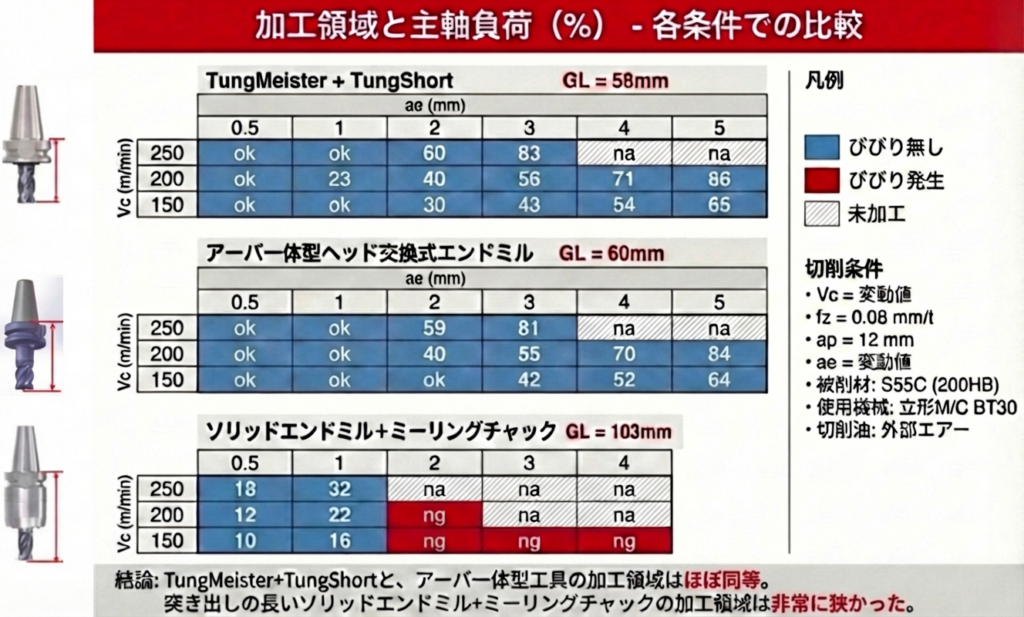
試験の結果、以下のことが明らかになりました。
結論
TungMeister+TungShortと、アーバ一体型工具の加工領域はほぼ同等でした。
一方、突き出しの長いソリッドエンドミル+ミーリングチャックは、加工領域が非常に狭く、高速・高切込み条件ではびびりが発生しました。
この結果から、突き出し長を短くすることの重要性と、TungMeister+TungShortがアーバ一体型工具に匹敵する性能を持つことが実証されました。
6. TungMeister×TungShortのメリット
加工領域がアーバ一体型工具と同等であることが分かりました。では、TungMeister+TungShortを選ぶメリットは何でしょうか?
- アーバ一体型に比べて安価:TungMeister+TungShortは、アーバ一体型工具と比較して約30%のコスト削減が可能です。同等の加工性能を、大幅に安く実現できます。
- 破損時のコストを抑えられる:TungMeisterはヘッド交換式のため、万が一工具が破損しても、シャンク一体型コレット(VERコレット)の交換だけで済みます。アーバ一体型のように、高価なアーバごと交換する必要がありません。
- 汎用性が高い:TungShortアーバは、VERコレットを変更することで、TungMeister以外の工具にも使用可能です。他のヘッド交換式エンドミル、ドリル、その他のシャンク工具など、1本のアーバを複数の用途に活用でき、工具在庫の削減にも貢献します。
POINT
TungMeister+TungShortは、BT30機での加工を強力にサポート
同等の加工性能で約30%のコスト削減。さらに破損リスクの低減と高い汎用性。
まとめ — BT30機の加工領域を最大限に引き出す
本記事では、BT30機での加工領域を広げる方法として、TungMeister+TungShortの組み合わせをご紹介しました。
ポイントを整理すると:
- BT30機の加工領域を広げるには、工具突き出し長を短くすることがカギ
- TungMeister+TungShortなら、リーズナブルに突き出し長を短くできる
- アーバ一体型工具と同等の加工領域を確保
- さらに約30%のコスト削減と破損時のリスク低減を両立
- 汎用性が高く、他の工具にも活用可能
「BT30だから仕方ない」と諦める前に、ぜひTungMeister+TungShortをお試しください。小型マシニングセンタの可能性を、もう一度広げてみませんか?