

焼入れ鋼加工用CBN シリーズ
焼入れ鋼加工の幅広い領域をカバーするコーテッドCBN シリーズ
加工領域に応じて最適な材種を選択可能

使用用途 & 特長
使用用途


特長
1. 加工領域

2. 材種特性

3. WavyJoint(ウェイビージョイント)
高能率加工を可能にする新ろう付け形状
- 0.8 mm までの深切込み加工が可能。
パス回数の減少により加工能率をアップ。 - 画期的な波型ろう付け
乾式加工でもCBN 刃先の剥離が生じにくく、インサートの突発欠損が抑制されるため、安定した高硬度鋼加工を実現。



4. Hardbreaker Series

- HS チップブレーカ
高い切削条件での焼入れ鋼加工で切りくず処理性に優れるチップブレーカ - HP チップブレーカ
焼入れ鋼の精密仕上げ加工に最適なチップブレーカ - HF・HM チップブレーカ
浸炭層除去加工などの深切込み加工に最適
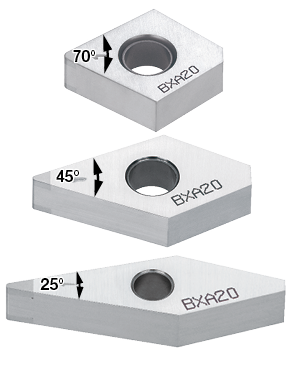
5. 革新的な新形状で、幅広い加工に対応
- コーナ角70°のGNGA タイプ
- コーナ角45°のFNGA タイプ
- インサートと加工物のクリアランスが拡大することにより、
切りくず排出性が向上 - 引き上げ加工におけるCBN 刃長不足を解消
- インサートと加工物のクリアランスが拡大することにより、
- コーナ角25°のYNGA タイプ
- ぬすみ加工、V 溝加工など、既存インサートでは干渉していた加工を標準品で実現
高い汎用性
- 従来のISO インサート用ホルダで使用できる
- GNGA インサート : CN**1204 インサート用ホルダを使用
- FNGA インサート : DN**1504 インサート用ホルダを使用
- YNGA インサート : VN**1604 インサート用ホルダを使用
- ISO インサートと同じ刃先寸法なので、オフセットの変更が不要
- 両面仕様2 コーナインサート

6. MiniForce-Turn 両面仕様ポジインサート
WavyJoint 技術をMiniForce-Turn に適用することで、強固にろう付けされた両面仕様CBN インサートを実現。
WXGQ0403… インサート
両面仕様ポジインサート

6 コーナ ダブテイル仕様

7. 幅広い加工領域に対応可能なワイパー付CBNインサートシリーズ
ブレーカ無しに加え、切りくず処理性に優れるHPブレーカ付きとHSブレーカ付きを設定。
FWワイパーは低~中送り加工においてびびりが発生しにくく、優れた面粗度が得られる。
MWワイパーは高送り加工において優れた面粗度が得られる。

加工推奨領域

材種
加工事例
加工事例 #1
自動車産業
| 加工部品名: | ギヤ |
| 被削材: |
SCM420 (62HRC) |
| インサート: |
2QP-CNGA120408 |
| 材種: | BXA10 |
| 切削条件: | Vc = 100 (m/min) f = 0.05 (mm/rev) ap = 0.15 (mm) 切削油: 乾式 |

加工事例 #2
自動車産業
| 加工部品名: | CVT |
| 被削材: |
SCr420 (59HRC) |
| インサート: |
2QP-DNGA150412 |
| 材種: | BXA20 |
| 切削条件: | Vc = 170 (m/min) f = 0.3 (mm/rev) ap = 0.1 (mm) 切削油: 湿式 |

加工事例 #3
自動車産業
| 加工部品名: | ギヤ |
| 被削材: |
SCM420 (60HRC) |
| インサート: |
2QP-CNGA120412HC |
| 材種: |
BR35F |
| 切削条件: | Vc = 70 (m/min) f = 0.05 (mm/rev) ap = 0.15 (mm) 切削油: 乾式 |

標準切削条件
| ISO | 材種 | 加工領域 | 切削速度 Vc (m/min) |
切込み ap (mm) |
送り f (mm/rev) |
|---|---|---|---|---|---|
 |
BM05M | 連続 | 200 – 350 | 0.05 – 0.2 | 0.05 – 0.2 |
| BXA10 | 連続 | 100 – 230 | 0.05 – 0.5 | 0.05 – 0.3 | |
| 弱断続 | 100 – 230 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BXA20 | 連続 | 60 – 180 | 0.05 – 0.5 | 0.05 – 0.3 | |
| 断続 | 60 – 180 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BR35F | 強断続 | 50 – 150 | 0.05 – 0.3 | 0.05 – 0.2 |
この製品の詳細については製品パンフレットをダウンロードしてください。

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム 特殊品作図システム特殊品の簡易図面をスピーディーに生成します
特殊品作図システム特殊品の簡易図面をスピーディーに生成します